
生猪养殖设施工程技术研究现状与发展分析
2018-12-04 09:02王德福黄会男张洪建刘建禹
农业机械学报 2018年11期
王德福 黄会男 张洪建 刘建禹 董 欣
(1.东北农业大学工程学院, 哈尔滨 150030; 2.农业农村部生猪养殖设施工程重点实验室, 哈尔滨 150030)
0 引言
2017年,世界生猪存栏量为76 905万头,其中,中国生猪存栏量占比超过50%[1-2],由其产生的粪污总量超过10亿t[3]。目前,中国生猪养殖业中小型猪场占比较高,生猪养殖规模化、集约化、自动化水平较低,生猪养殖采用的猪舍、设施设备、粪污处理设施等工程技术存在不标准、不配套、不完善等问题[4-10],导致母猪生产效率、育肥猪日增重低于欧美水平,加之土地、环保、原料、防疫、人工成本较高,使得中国生猪养殖业的竞争力在国际上不具有优势。
中国从改革开放到20世纪80年代末,生猪养殖业地位开始由副业向产业型转变。在20世纪70年代中后期建立广州白云机械化生猪养殖场、沈阳马三家机械化生猪养殖试验场,以及1980年深圳光明农场引进美国第一条万头生猪养殖生产线,从此开始了生猪养殖的规模化进程。20世纪90年代以后,生猪养殖规模化迅速发展,生猪养殖已成为农业支柱产业之一。通过对进口成套生猪养殖设备改进设计,中国生猪养殖设备逐步实现了国产化。尽管中国生猪养殖业仍然是劳动密集型产业(小型猪场占比高),自动化程度和整体水平不高,但随着生猪养殖规模化的发展,中国生猪养殖设备的自主研发、科技创新不断加强,大量现代化的生猪养殖设备得到广泛应用,生猪养殖的规模化、集约化程度得到不断提高。猪场从使用简单的自动饮水器、机械输料装置、刮板清粪机、各种金属猪栏,发展到使用自动饮水及智能饲喂系统等,生猪养殖机械化、自动化、智能化程度不断提高。同时,猪舍设计和建筑中新材料、新结构、新设备得到广泛应用[11],猪舍的改造和设计正朝着标准化、轻简化、自动化方向发展,生猪养殖效率和经济效益在不断提高。
欧美国家生猪养殖业总体水平较高[12-19],其生猪养殖的规模化、集约化、自动化水平高,如欧盟国家实现了生猪福利化养殖、猪舍保温与通风自动控制、喂料与饮水自动控制、水泡粪与土地承载能力(包括氮、磷含量限定)或沼气生产配套等,其生猪养殖设施工程技术先进。美国也因此降低了人工成本,加之以玉米与大豆为主的饲料价格较低,增加了生猪养殖的竞争力。
由2016年农业部发布的《全国生猪生产发展规划(2016—2020年)》,推动了大型养猪企业在东北、西北等潜力增长区布局;2017年中央1号文件提出生猪产能向东北转移;加之东北地区的资源、环境优势,就此出现“南猪北养”的养殖趋势。同时随着我国对猪场粪污处理要求的提高,小型家庭式猪场逐渐退出,传统的养猪模式向现代化、规模化逐步转换,生猪养殖业规模化、集约化、自动化程度将进一步提高。
生猪养殖场的建设是一个系统工程,从生产工艺到设施工程配套,等等,需要从宏观规划开始,再综合考虑各养殖过程及其设施工程,否则会导致生产成本高、产出效益差。尽管中国一些大型猪场的设施水平较高、自动化设备比例较高,但由于大型猪场数量相对较少,目前国内的猪场仍以中小型为主,导致猪场设施的技术水平相对较低,生猪养殖过程主要依靠人工完成,人力成本相对较高,生猪养殖的竞争力较弱。因此,开展生猪养殖设施工程技术的系统研究非常必要。为此,本文针对猪舍、育仔、饲喂和粪污处理等关键设施工程技术研究现状与发展趋势进行分析。
1 猪舍
猪舍是用于生猪养殖的建筑物。根据养殖目的不同,可分种猪舍、妊娠猪舍、分娩猪舍、保育猪舍、育肥猪舍等。猪舍内设有猪栏、饲喂、饮水、通风、保暖与降温、清粪等设施。
猪舍可分敞开式、封闭式和半封闭式猪舍3种[20]。其中,敞开式猪舍(图1a)通常背风向阳、三面有墙、一侧敞开(冬季背风面),向风面有墙并有可封闭的通风口以供夏季使用,其围护结构一般不设保温层,只在屋顶上设保温层以减轻夏季太阳辐射的影响和避免冬季的冷凝现象,该舍通常在南方温暖地区用来养殖肥猪;封闭式猪舍(图1b)设有天棚和闭合的四周墙,天棚和墙都有保温层,称为保温舍,该舍由仪器、设备控制舍内的温度、湿度和通风等条件,使舍内小气候处于最佳状态,舍内保温好,养殖密度大,生产周期短;半封闭猪舍介于两者之间,可防止冬季寒风的侵袭,其保温能力较封闭式差,但优于敞开式。

图1 敞开式和封闭式猪舍Fig.1 Open-type and closed-type houses
1.1 猪舍结构
猪舍为生猪养殖提供生长和繁殖环境的基础条件,猪舍结构通常包括天棚(屋顶)、墙体、地面与地下设施等,其结构除了满足功能、强度要求以外,保温性能极其重要。不同的气候条件对猪舍结构提出不同的设计要求[21],《民用建筑热工设计规范》中采用累年最冷月(1月)和最热月(7月)平均温度作为分区主要指标[22],将全国划分为严寒(-10℃)、寒冷(-10~0℃)、夏热冬冷(0~10℃)、夏热冬暖(>10℃)和温和(0~13℃)5个气候区,对应猪舍分别需要满足冬季保温要求(可不考虑夏季防热)、冬季保温要求(兼顾夏季防热)、夏季防热要求(兼顾冬季保温)、夏季防热要求(可不考虑冬季保温)、考虑冬季保温要求(可不考虑夏季防热)。除南方温暖地区以外,猪舍通常采用有窗封闭式,其优点是冬季保温性能良好,受舍外界气候变化影响小,并且舍内环境可以实现人工控制,创造适合猪生长的环境,有利于猪的生长。
猪舍常见的墙体结构主要有24 砖墙、37 砖墙、50砖墙(图2a)、彩钢夹芯板(图2b)、实体砖墙外贴聚苯板等[23],其中北方猪舍砖墙结构较多,但实体砖墙外贴聚苯板的墙体隔热性能最好。猪舍屋顶和天棚(可增加猪舍的保温性)通常采用优质保温材料[24-26]。还有用木质结构的猪舍(图2c),其综合性能较佳。通常在猪舍保温材料靠室内一面设防潮层,以防止水汽渗入而降低保温性能。因复合材料保温性能好,且易于实现猪舍建筑的标准化,轻型复合钢结构(北方非严寒区采用100~150 mm厚的彩钢夹芯板)的组装式猪舍越来越受到重视,可实现猪舍内温湿度、空气质量可控的现代化猪舍建设目标。生猪养殖最适温度为18~23℃,北方冬季猪舍内的温度大都低于此范围,需对猪舍进行保温,其中分娩猪舍和保育猪舍通常都须供暖,因此保育猪舍结构应注重保温设计、分娩猪舍结构应注重保温并兼顾隔热。

图2 猪舍结构Fig.2 Structure diagrams of house
猪舍地面温度与猪的生长息息相关。目前,大型猪场猪舍地面采用漏缝地板,漏缝地板要求耐腐蚀、表面平整、坚固耐用,常采用钢筋混凝土、铸铁或铝板制成,缝隙宽度应小于猪蹄接地宽度的一半,猪舍地面下设粪池以及进出风通道。中小型猪场还有一些猪舍内采用水泥地面,便于冲洗,但不利于猪床的保暖和干燥,为减少猪只体温经水泥地面传导散热,可在水泥地面下加设炉渣(50 mm)、砖砌垫层或保温板(30~50 mm),或采用架空预制钢筋混凝土地板,也可采用加温地面(如水暖)、橡胶地面或塑料地面等。北方猪舍地基可作保温,在地基外侧地面以下贴1层约50 mm厚的聚苯板或50 mm厚的炉灰渣等隔热且具有防腐性的材料,可更好地提高猪舍地面的温度。猪舍地面以下通常建有粪池、刮粪通道或通风通道。
北方猪舍供暖多采用集中加热,利用燃气和煤锅炉供暖,以暖气和地热形式为主。目前,供暖猪舍的能耗高于民用建筑的能耗,而猪舍集约化养殖密度较高,导致舍内猪体散热散湿量很大,猪舍不同于一般的工业与民用建筑,采用现行的工业和民用建筑节能设计标准存在一定的缺陷,需要制定北方猪舍建筑热工节能设计标准与规范;或利用新能源技术(如生物质能)实现供暖。由于猪舍集约化养殖密度较高,导致舍内猪体散热散湿量很大[27],而现行的工业和民用建筑节能设计标准与规范中各项热工性能参数限值都不考虑建筑内人体的散热散湿,只有经过较为准确的能耗计算和分析后,才能做到既创造生猪生长舒适的人工环境,又避免不必要的能源浪费,因此,制定猪舍建筑热工节能设计标准并对猪舍能耗进行全面系统分析具有重要的意义。
1.2 猪舍通风
猪舍通风(尤其是封闭式猪舍)是控制猪舍环境、保障猪舍内空气质量的主要手段[28-31],国家标准GB/T 17824.3—2008《规模猪场环境参数及环境管理》中对规模猪场的气体指标进行了规定,合理的通风系统不仅能及时补充足够的新鲜空气,同时还可以及时排除猪舍内污浊的空气和多余的水汽,为猪只的健康生长提供良好的生活环境。夏季通风也是猪舍降温的主要方式,对于温度较高地区,常采用负压机械通风结合湿帘(湿帘-风机)实现降温[32](图3);北方地区冬季通风要处理好保暖与通风之间的关系。

图3 湿帘-风机通风猪舍Fig.3 House with wet curtain and fan
猪舍通风多采用机械通风的形式,也可采用自然通风和机械通风相结合的方式[33-36]。机械通风是利用风机强制进行舍内外空气的交换,通常包括正压、负压和联合通风3种方式。目前,我国多采用负压且纵向通风模式,即将风机安装在猪舍山墙上或靠近该山墙的两侧纵墙上,进风口则设在另一端山墙上或远离风机的纵墙上(可在纵墙屋檐下设长条形缝隙式进风口或在纵墙上设开口式进风口),当采用漏缝地板和舍下深粪坑时,常另设专用的小风机将舍内空气从粪池抽出作为冬季通风,其进气分布良好,常应用于年平均气温变化较大的地区。正压通风在严寒、炎热地区适用,常沿猪舍长度方向悬装送风管(沿管长度方向两侧均布圆孔且管末端封闭),两侧纵墙设排风口,风管数由猪栏数决定[20]。
猪舍通风系统一般都采用多台风机组合系统(图3b),炎热地区的大型猪舍常采用低压大流量的轴流式风机[20]。轴流式风机吸入与送出的空气的流向和风机叶片轴的方向平行,它由外壳及叶片所组成(图4),具有结构简单、风压低、通风量大、功耗低等特点,是猪舍通风的主要机型。
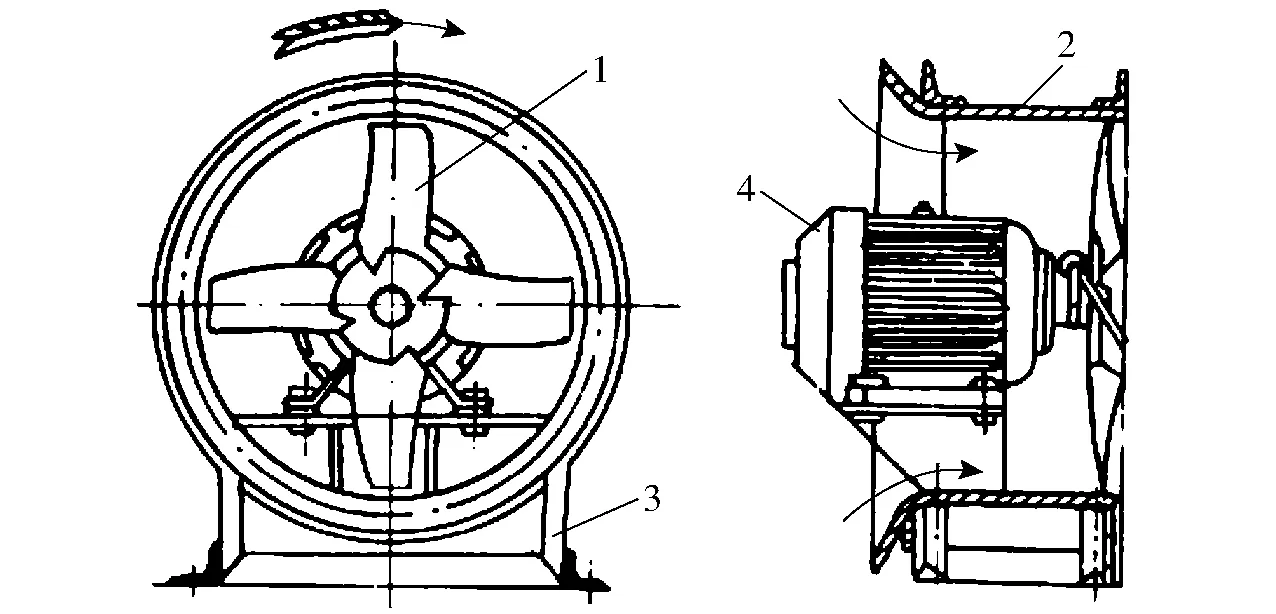
图4 轴流式风机结构图Fig.4 Structure diagram of axial flow fan1.叶片 2.外壳 3.机座 4.电动机
自然通风和机械通风相结合的通风系统比较经济实用,在春秋季节自然通风、夏冬季节机械通风,中国的南方地区应用较多。随着猪舍环控技术的成熟,部分猪舍实现了对环境温度、湿度和氨气浓度等的自动监控[37-38]。

图5 猪栏型式Fig.5 Pigsty
北方冬季封闭式猪舍的通风和保温相互矛盾,舍外新鲜空气未经热处理直接进入舍内,会使舍内温度降低,造成生猪的冷应激,将新风加热至生猪适宜的生长温度,又势必消耗大量的热能,增加能源的消耗和生猪的养殖成本,因此需要在技术上实现能够兼顾通风和保温的节能高效通风模式及装备,排风热能的余热回收是通风系统节能降耗的一种有效途径[39]。为此,建设猪舍时在水泡粪粪池底下埋设管道或在粪池侧面地下通风道加换热板[40],利用粪尿中的热源与排风加热新进入的新鲜空气,或通过换热器(其管子中间通新鲜空气,管子外边是外排热气)加热管内的新鲜空气,然后送到猪舍中,这对寒冷地区节能降耗非常有意义。
猪舍通风有纵向、横向、垂直等几种通风模式。随着生猪养殖规模化的发展,出现了大跨度猪舍以及联排猪舍,其较佳的通风模式需要深入研究。
1.3 猪栏
猪栏是用栅栏围起、用于生猪养殖的圈栏。猪舍都配有猪栏,猪栏通常分公猪猪栏、母猪限位猪栏、分娩猪栏、高床分娩猪栏、保育猪栏、高床保育猪栏、育肥猪栏等[20],见图5。其中,母猪限位猪栏(或半限位栏)主要用于配种、妊娠期母猪养殖,通常长2.1 m、宽0.6 m、高0.96 m;分娩猪栏用于母猪产仔(每栏饲养1头母猪和1窝仔猪),通常长2.1 m、宽1.5 m,中部限位架长2.1 m、宽0.6 m,是母猪分娩哺乳的地方,两侧是仔猪活动区;保育猪栏用于断奶仔猪养殖,通常养殖1或2窝仔猪;育肥猪栏用于育肥猪养殖,通常养殖约20头生猪。高床分娩猪栏、保育猪栏可为分娩母猪、保育猪提供一个干燥的环境,栏床提升一定高度(500~600 mm)作为饲养区,生猪产生的粪便通过全漏缝地板网(常采用网片)落下,利于粪污固液分离收集及其处理,目前已有猪场将猪栏架起一定高度以分离流出的饮用水(出于粪污处理考虑)。
目前,欧盟已禁用母猪限位猪栏(除配种后28 d与分娩前7 d外)以增加动物福利[41-47],即母猪配种28 d后不允许将母猪关在限位猪栏,必须实行放养,目前一般有3种养殖方式:母猪电子饲喂站、小群大栏、自由进出猪栏[48]饲养。这几种养殖方式均有充分的活动区域,其中欧盟国家研制的自由进出(可自锁)猪栏(图6),前部配有饲喂器、外部配有较大的空间,允许母猪不受干扰地及时采食饲料以及到栏外活动,并保护母猪免受侵害。

图6 自由进出猪栏Fig.6 Free access pigsty
2 育仔
母猪产仔和断奶仔猪的养殖是生猪养殖生产中非常关键的环节,通常是在分娩猪舍和保育猪舍进行养殖。仔猪阶段是猪体自身免疫系统发展的关键阶段[49],要求分娩猪舍的舍内温度为18~24℃,28 d断奶仔猪舍内的温度最低应维持在26.6℃,因此,北方猪场的分娩猪舍和保育猪舍在冬季需要取暖,同时对仔猪活动区需提供局部供热设备。
分娩猪舍和保育猪舍的局部供热设备可采用热水管式和电热线式加热地板,热水管式加热地板是在仔猪躺卧区水泥地面下的混凝土中铺设加热水管,通过加热水管内通入的热水对地板进行加热,因为水具有很强的蓄热能力,可避免温度在短时间内大幅波动,有利于保持水泥地面的温度恒定;电热线式加热地板是在水泥地面以下37~50 mm处铺设包有聚氯乙烯等材料的电热线,电热线下方应有绝热层,设恒温器来控制加热地板温度。除了加热地板以外,还应用将电热线安在塑料板内形成的加热垫,加热垫可以铺在地面上供仔猪躺卧活动。分娩猪栏加热垫可防止仔猪挤压与因疾病造成的损失,可在仔猪不受应激的情况下降低分娩猪舍温度,使母猪生活在凉爽的空间,提高生产率;保育猪舍加热垫为保育猪提供温暖的休息区域,可在不引起仔猪应激的前提下降低保育猪舍温度,进而降低保育猪舍环境温度、提高仔猪采食量。另外,也常应用红外线保温灯,通常将红外线保温灯吊挂在仔猪躺卧区的上部,自上而下为仔猪提供热源,猪场内红外线保温灯的功率有100~250 W等多种规格,目前红外线保温灯在猪场已得到广泛应用。
分娩猪舍中配有分娩猪栏(图7a,源自Tandergard公司),每个分娩栏都设一个加盖的保温区用于仔猪躺卧,通常配有红外线保温灯、加热垫等,将加热垫、红外线保温灯和保温(箱)板组合(或其组合)应用效果更佳,仔猪躺卧区也可配热水管式加热地板(地暖),给仔猪提供了一个温暖舒适的环境。为保持分娩猪舍的干燥,分娩猪栏中部的母猪限位架区地面可选半漏缝地板,母猪前端躺卧区是水泥地面,后端是漏缝地板,以利于母猪休息和排泄粪尿,分娩猪栏前部设有饲槽,为母猪提供舒适环境[50-52],有时在仔猪活动区也配有仔猪补料饲槽,饮水器通常设在母猪饲槽中,既减少了饲料浪费、又避免母猪喝水时淋湿水泥地面,为保持分娩猪栏前端水泥地面干爽,可在该区域或已潮湿区域撒爽身粉等材料,既保护仔猪又尽可能保持分娩猪舍处于干燥状态。
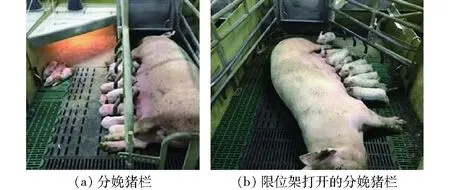
图7 分娩猪栏Fig.7 Farrowing pigsty
国外也研制了限位架可调整的分娩猪栏(图7b),分娩后可调整或打开中部限位架(通常5 d后),以允许哺乳母猪有更大的活动空间。为防止哺乳母猪躺卧时压死仔猪,国外研制了母猪所在的限位架区域可升降的分娩猪栏,可在母猪站立时将限位架区域升起,躺卧后再下降到仔猪所在平面,进而保证仔猪安全。
同时,国外学者对分群组配置的分娩猪栏进行了研究,该分娩猪栏允许母猪和仔猪(5 d后)到公共空间运动,有利于增加动物福利、增进母猪健康、减少仔猪混群时的争斗。而且,国内外学者对自由式分娩猪栏进行了研究[53-57](图8),该猪栏允许母猪分娩前后自由活动,猪栏一侧设供仔猪休息的局部供热(保温箱)区,这既满足了母猪的天性、又可满足仔猪的需要。

图8 自由式分娩猪栏Fig.8 Free farrowing pigsty
保育猪舍中配有保育猪栏(图9),为减少仔猪因断奶产生的应激反应和确保其健康生长,需为仔猪提供温暖、干燥、通风良好的环境及营养适宜的饲料。因此,每个保育猪栏通常设一个加盖的保温区用于仔猪躺卧,仔猪躺卧区地面可用热水管式和电热线式加热地板,通常也配有加热垫、红外线保温灯等,加热垫、红外线保温灯和保温(箱)板组合应用可实现更好的局部加热保温目的[58]。保育猪栏地面可选半漏缝地板(尤其是北方地区),仔猪躺卧区是水泥地面,猪栏外侧地面设漏缝地板,以利于仔猪休息和排泄粪尿,猪栏侧面通常设干湿兼用饲喂器(饮水器也设在饲喂器的饲槽中),可减少饲料浪费并增加仔猪采食量。

图9 保育猪栏Fig.9 Weaned piglet pigsty
3 饲喂
饲喂作业是生猪养殖中的一项繁重作业,—般占总饲养工作量的30%~40%,因此,实现机械化、自动化饲喂极其重要。现代生猪养殖饲喂的饲料主要有干饲料(含水率14.5%以下)和稀饲料[59-60](含水率70%以上),我国以干饲料饲喂为主,欧盟等国家稀饲料饲喂占有一定的比例。干饲料饲喂机械系统包括贮料塔、输料机、饲喂器(设备)。
3.1 贮料塔和输料机
贮料塔和输料机是现代猪场生猪养殖必要的饲料贮存与供料设备[20],主要用于猪舍中饲料的稳定、自动供应,近些年主要在制造材料、结构技术方面有所进步,原创性研究进展很少。
贮料塔用来贮存饲料,便于实现机械化饲喂,它常设置在猪舍外的侧端部。贮料塔多为镀锌钢板或玻璃钢材料制造,塔身断面多呈圆形,贮料塔通常能装载2~8 t饲料,图10和图11为贮料塔及其配套的输料机。

图10 贮料塔与索盘式输料机Fig.10 Chain feeding conveyor and feed tank

图11 贮料塔与弹簧螺旋式输料机Fig.11 Screw feeding conveyor and feed tank
输料机用来将饲料从贮料塔运入猪舍并输送到饲喂器(或饲槽)。按照输送饲料的工作部件分,主要有弹簧螺旋式和索盘式输料机,其中弹簧螺旋式输料机通常沿单线输送饲料到饲喂器,索盘式输料机可沿封闭环线输送饲料到饲喂器。弹簧螺旋式的螺旋弹簧(直径43~78 mm,图12a)或索盘式输料机的索盘(直径35~50 mm、间距50~100 mm,图12b)安装在输料管内,输料管上有相隔一定间距的开口(对应饲喂器),当螺旋转动或索盘运动时,将饲料向前推送,通过输料管上开口经落料管落入饲喂器,当饲喂器装满后饲料被继续往前推送并通过第2个开口经落料管落入下1个饲喂器,直至装满所有饲喂器为止。弹簧螺旋式和索盘式输料机在猪场都有应用,当饲料输送距离较长时(如在猪场中用于各猪舍贮料塔的输料),通常应用索盘式输料机。

图12 输料机工作部件Fig.12 Screw and chain in conveyor
3.2 饲喂器与饮水器
饲喂器是生猪养殖喂料作业的终端设备,近些年,在饲喂器制造材料、结构技术及其饲喂性能的研究方面取得了较大进展[61-62]。饮水器是供生猪饮水的终端设备,近些年主要在制造材料、结构技术方面取得了一定进步[63-65]。
饲喂器是用于采食饲料的设备,通常由料斗和饲槽组成,要求其形状合理、结构简单、坚固耐用,以便于猪只的采食和防止饲料损失。应用的饲喂器主要有长方形饲喂器、圆形饲喂器,以及干湿兼用饲喂器,目前干湿兼用饲喂器应用增加。
长方形饲喂器(图13a)用于干饲料的饲喂作业,通常由长方形料斗和饲槽组成,沿饲槽长度方向放置间隔环(板或杆)以分成若干饲位(间距:仔猪约200 mm、育肥猪约270~300 mm),常用镀锌钢板或冷轧钢板制造,也可以做成双面兼用,进而在两栏中间放一个双面饲喂器,可用于保育猪、育肥猪等的养殖。圆形饲喂器(图13b)也用于干饲料的饲喂作业,通常由圆形料斗和饲槽组成,料斗常用镀锌钢板、饲槽常用铸铁制造,沿饲槽圆周方向放置间隔环(杆)以分成若干饲位,可用于仔猪(补料)、保育猪、育肥猪等的养殖。长方形饲喂器和圆形饲喂器通常都能进行下料量的人工调整。

图13 长方形和圆形饲喂器Fig.13 Feeders with rectangle and round trough
干湿兼用饲喂器(图14)通常由料斗(通常可承装50 kg以上饲料)、拨料装置、饲槽、饮水器等组成,生猪采食饲料时拱动拨料装置,(少量)饲料就会从料斗排放到饲槽中,饲槽两侧都设有饮水器,可方便生猪采食湿拌料,从而减少饲料浪费、提高饲料利用率、减少呼吸道疾病,常用于保育猪、育肥猪等的养殖。

图14 干湿兼用饲喂器Fig.14 Dry/wet feeder
近些年,为更好地饲喂保育猪,国内外研发了保育猪智能饲喂器(图15),它由料斗(通常可承装40 kg饲料)、供料装置(电机驱动拨料部件供料)、供水装置(电磁阀控制供水)、饲槽、智能控制器等组成,可按预先设定程序实现料水按比例添加、定时供料(供水)、自由采食(料水同时)控制,并设有传感器检测饲槽的填充高度,为保育猪自动提供湿拌料,供约40头保育猪采食。

图15 保育猪智能饲喂器Fig.15 Feeder for piglets
20世纪80年代,母猪群养结合母猪电子饲喂设备养殖模式首先在国外开始研究。随着对福利化养殖的关注以及欧盟有关规定(2013年1月开始执行妊娠母猪必须群养)的实施,加之母猪群养加精确饲喂理念得到应用,2000年以来对群养母猪电子饲喂设备的研究取得了较大的进展,在国内外得到逐步推广使用[66-72]。母猪电子饲喂站主要由计算机控制系统、检测系统、门禁系统、发情鉴定系统、饲喂系统、分栏系统等组成,以计算机软件系统作为控制中心,饲喂器作为控制终端,由感应传感器为计算机提供数据,再由计算机根据母猪饲喂的科学数据确定饲喂器的供料量,从而对母猪进行精确饲喂管理。母猪电子饲喂站通常由贮料塔和输料机自动供料,供约30头母猪采食。
近些年,国外学者在母猪电子饲喂站研究的基础上,又开展了具有呼叫功能的母猪电子饲喂站研究[73-74],它在原电子饲喂站上增加了呼叫模块、扬声器等软硬件,通过特定的呼叫(三音节的“名字”)来引导对应的母猪到饲喂站采食,这能避免母猪在电子饲喂站前排队等待时的打斗和伤害。随着基于图像分析的生猪行为与体重监测技术、基于声音分析的生猪疫病监测技术等精准畜牧业的研究进展[75-88],将进一步促进母猪电子饲喂系统的技术进步。
同时,国内外研制的哺乳母猪智能饲喂器也得到了较多应用[89-90],其主要由计算机控制系统、供料装置、控制器和饲槽等组成,能依据哺乳母猪的需要及预设程序进行少吃多餐式的智能化饲喂。此外,育肥猪智能称量分栏饲喂系统及其智能饲喂器也得到了更多应用。
目前猪场主要应用的饮水器有乳头式、鸭嘴式、碗式或杯式(图16),为节约用水,碗式或杯式饮水器应用增多,乳头式饮水器由于水的浪费较多而逐渐减少。随着精准畜牧业的发展,对生猪饮水行为的研究也已取得进展[91]。
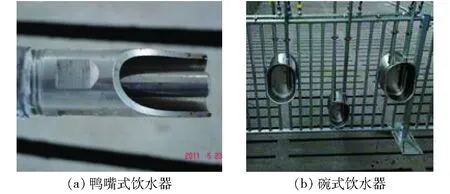
图16 鸭嘴式和碗式饮水器Fig.16 Swine drinkers
4 粪污处理
猪场粪污主要是猪粪和污水,传统上猪场粪污以还田利用为主,由于猪粪有机肥需要施用6~8倍才能达到化肥效果,加之施用有机肥可能产生的重金属元素以及抗生素累积等,使其还田利用面临较多的经济与技术限制,加大了粪污处理的难度[92]。
欧美国家(如德国、法国)已制定了单位面积农田允许养殖生猪的限额,以及施用猪粪肥料的N/P含量等要求,同时国外学者也对N/P消解技术、抗生素等的残留、氨气的污染、猪场粪污处理方式、沼气工程的空间分布等进行了研究,促进猪场粪污以还田利用为主的资源化利用,并防止产生土壤污染[93-105]。
目前,中国也已制定了猪场粪污处理的相关政策,增强了粪污资源化利用的支持力度并加强了跟踪监测,国内学者也对粪污资源化利用、抗生素残留对土壤的作用等进行了研究。
猪场粪污处理涉及清粪工艺及其后处理技术[106-108],包括干清粪、水(尿)泡粪(水泡粪或尿泡粪)工艺,以及粪水固液分离、堆肥发酵、发酵床、沼气发酵(发电)技术等。清粪工艺与后续粪污处理工艺需要匹配,粪污处理工艺及技术选择不合理,则粪污处理的难度及成本会大大增加。
4.1 清粪工艺
目前,中国猪场的清粪方式以干清粪和水(尿)泡粪为主,欧美国家猪场应用水(尿)泡粪较多。
4.1.1干清粪工艺
干清粪工艺是通过机械或人工及时地清除猪舍内的粪便,尿液、冲洗水则从排污管道自动排出的清粪方式。其优点是能保持猪舍内的卫生、减少粪污清理用水、粪尿及时分离进而降低粪污处理成本、提高有机肥肥效。人工干清粪工艺在中国的大部分中小型猪场得到较广泛采用,缺点是劳动量大、生产率低。机械干清粪采用专用的机械设备(图17),如往复式刮板清粪机等机械,一般为漏缝地板下设清粪沟,清粪沟深度约1.2 m,以往复式刮板清理干粪,尿液由清粪沟下的集尿沟收集,优点是可减轻劳动强度、节约劳动力、提高工效,缺点是一次性投资较大,运行维护费用较高。

图17 刮板干清粪工艺Fig.17 Dry manure cleaning process of scraper
4.1.2水(尿)泡粪工艺
水(尿)泡粪工艺是在猪舍下部设粪池,猪舍内地面采用漏缝地板,漏缝地板下的粪池中注入一定量的水,粪便、尿液、冲洗水等都排放到粪池中,储存一定时间或待粪池装满后,打开排污阀塞,将粪池中的粪水排出,粪水流入粪便主干沟,通过粪污水泵抽吸到地面贮粪池或进入地下贮粪池(通常可贮存半年时间的粪污水),见图18。保育舍和分娩舍的浅粪池深度约1.2 m,注水深度0.2~0.7 m;配种与妊娠舍和育肥舍深粪池深度约2.5 m,注水深度约0.2~1.0 m,若采用全漏缝地板水(尿)泡粪,可一年清粪一次。优点是减少粪污清理过程中的劳动力投入,工艺简单、效率高。缺点是用水多,猪舍内空气质量受影响,排出的粪污水难以处理。

图18 水(尿)泡粪工艺Fig.18 Cleaning process of manure in water or urine
4.2 粪污处理
目前,粪污处理方式主要有:粪污全量还田利用,实现种养结合就地利用;固体粪便堆肥与污水沼肥化利用,利用固体粪便经堆沤发酵后还田,污水经厌氧处理后还田;异位发酵床模式,利用微生物菌发酵床处理粪污,粪污加入辅料经发酵后还田;能源转化利用模式,利用粪污进行沼气生产,用作生物能源或发电。其中,粪污处理的最佳方式始终是还田利用。
4.2.1粪污全量还田利用
粪污全量还田利用是将猪场产生的粪污集中收集,全部进入氧化池(塘)贮存与氧化处理,经无害化处理后在施肥季节进行还田利用。这种模式有利于种植业与养殖业有机结合,是实现猪场粪污“资源化、生态化”利用的最经济、最佳的模式[109]。采用水泡粪方式时,粪污全量进入氧化池(塘)处理,通常经有氧发酵(约1.5个月)、厌氧发酵(约2个月)后还田应用于农业,要求有配套粪污施用的农田,见图19。

图19 粪污发酵处理后还田Fig.19 Returning field after fermentation
优点是粪污收集、贮存、处理设施建设成本低,处理费用较低,粪污资源化利用率高。缺点是粪污贮存周期较长,占地面积大,需要建设氧化池(塘)贮存设施,施肥期较集中,需配套足量的农田以及专业化的施肥机械、农田施肥管网等,粪污只能在一定范围内施用。
4.2.2固体粪便堆肥与污水沼肥化利用
采用干清粪方式时,粪便、尿液已及时分离,固体粪便经堆肥发酵方式处理,污水经厌氧发酵或氧化池(塘)等发酵处理,最后将固体粪肥、液体粪肥进行还田利用。采用水泡粪方式时,粪污进入贮粪池,经固液分离,再进行固体粪便堆肥发酵处理、液体粪水厌氧发酵或氧化池(塘)发酵处理,最后将固体粪肥(图20)、液体粪肥进行还田利用。

图20 固体粪肥发酵后还田Fig.20 Manure field after fermentation
4.2.3异位发酵床
异位发酵床[110]通常由发酵池、喷淋池、防雨棚(发酵房)等组成,应用的主要设备有粪污搅拌机、切割泵、自动喷淋机、翻堆机等。异位发酵床工艺为:将猪舍内产生的粪污(粪便和尿液)送入集粪池,并由粪污搅拌机搅拌控制沉淀,然后通过粪污切割泵进行打浆并抽送至喷淋池,将谷壳、锯末、木屑、秸秆粉等作基质原料,加入微生物菌剂,充分混合搅拌,铺在发酵池内,然后将喷淋池内的粪污通过自动喷淋机喷洒到发酵床上,利用机械翻堆,使垫料和粪污搅拌混合,多次导入粪污循环进行发酵,分解粪尿,消除产生的臭味,最终发酵后转化为有机肥,实现粪污的资源化利用。发酵床通常为长方形,床长50~70 m,发酵床上方安装防雨顶棚或建在发酵房内。根据猪场规模大小决定异位发酵床建设面积(每头猪约需0.2~0.3 m2床体面积)。异位发酵床成功运行的关键是源头节水。
其优点是饲养过程不产生污水,处理成本低。其缺点是垫料成本高,粪便和尿液混合含水率高,发酵分解时间长,寒冷地区使用受限。
4.2.4粪污专业化集中处理或能源利用
依托专业粪污处理企业,收集周边猪场粪污并集中处理,可以是固体粪便处理、养殖污水集中处理后达标排放或粪便与污水集中处理,适用于生猪养殖密集区。其中,污水集中处理后达标排放需组合厌氧发酵与好氧处理等工艺进行污水的深度处理,达到GB 18596—2001《畜禽养殖业污染物排放标准》后直接排放,固体粪便进行发酵处理生产有机肥或直接还田利用。主要缺点是污水处理成本高。
也可依托专业生产可再生能源的企业,投资建设大型沼气工程,粪污输入专门的沼气发酵罐进行高浓度厌氧发酵,沼气发电上网或提纯生物天然气(具备发电上网或生物天然气进入管网条件),沼渣生产有机肥还田利用,沼液还田利用,这是目前许多大型猪场处理粪污的方法,见图21。

图21 粪污能源化利用工艺Fig.21 Energy technology of manure
优点是对猪场的粪污集中处理,专业化运行,能源化利用效率高。缺点是一次性投资高,能源利用难度大,沼液处理成本较高,需配套后续处理利用工艺。
总之,猪场粪污处理的原则是:减量化,即控制粪污量,应做到雨水和污水分流、粪便与污水分流、源头节水;无害化,固体粪肥进行堆肥发酵、污水通过微生物发酵;资源化,即种养结合,粪污还田利用;猪场规模适度化,控制超大型猪场的建设,大型养殖企业可实行多点分布式养殖模式。
5 发展分析
我国从20世纪80年代初开始建设引进先进生猪养殖成套设备的规模化猪场,迄今已形成了较完整的生猪养殖设施工程配套体系。
(1)在猪舍方面,我国猪舍建筑结构已形成砖混结构、轻型复合钢结构(彩钢夹芯板)、砖加保温板复合结构等几种型式,可以满足我国猪场猪舍的建设要求。但在猪舍建筑结构设计上,还存在猪舍建筑结构设计(民用建筑热工设计规范不适用)、地下设施(清粪、通风、保暖)结构设计缺少规范,猪舍规格型式(包括大跨度猪舍)欠优化设计等问题,需要制定猪舍建筑热工设计规范以及设施建设规范,开展猪舍热量传递的理论研究,建立分别适用我国南方、北方的猪舍优化设计方案。
(2)在猪栏方面,我国已设计了适于各类生猪养殖需要的猪栏,主要以钢结构(镀锌钢管)猪栏为主,但从健康/福利化养殖角度设计并应用的猪栏还较少。欧盟已禁止母猪配种28 d后使用限位猪栏,并已研究了母猪群养猪栏、自由进出猪栏、分群组配置的分娩猪栏、可调整的分娩猪栏、可升降的分娩猪栏以及自由式分娩猪栏等。鉴于国内外的技术发展,我国需要多学科协作深入研究母猪健康养殖模式,进而研发先进、适用的各类猪栏,以促进我国生猪养殖水平的提高。
(3)在通风方面,我国已提出了纵向、横向、垂直等几种通风模式,并已具有性能优良的通风设备制造技术。但在大跨度猪舍、联排猪舍等通风方面缺少深入、系统的理论体系研究,尤其是北方冬季需考虑保温要求时,缺少保温与通风之间相互作用关系的理论模型支持。同时,缺乏基于生猪体温度(以及空气质量)的通风基础研究。
(4)在饲喂方面,我国已研发了用于生猪养殖的各类饲喂机械(饲喂器)和饮水器,从功能角度可以满足规模化猪场需求。目前,我国输料机械(如索盘式输料机)的工作可靠性、残留饲料自清理性能还有待提高,在液态饲料饲喂设备、智能饲喂设备研究方面还处于发展阶段,需要开展饲喂系统的关键技术研究,如针对母猪基于综合技术的多功能电子饲喂系统研究、针对哺乳母猪的液态饲料智能饲喂系统、针对育肥猪智能称量分栏饲喂系统等,这需要综合音像(声音和图像分析)技术、养殖技术、工程技术、信息技术等。
(5)在粪污处理方面,我国已提出了粪污处理的多种方式,在控制环境污染方面取得了较大进展。但在粪便清除、粪水分离(包括渗漏饮用水分离)、粪污还田利用技术(涉及重金属、抗生素等达标)与设施配套、粪污沼气化高效利用技术与设施配套、臭气处理技术与设施等方面,还需要多学科协作开展深入、系统研究,在源头控水的基础上实现粪污资源化利用。
猜你喜欢
畜牧业环境(2021年7期)2021-12-04
今日农业(2021年7期)2021-11-27
今日农业(2021年20期)2021-11-26
河南畜牧兽医(2021年3期)2021-01-06
新农业(2020年15期)2020-12-19
新农业(2020年8期)2020-08-26
散文选刊·下半月(2020年1期)2020-08-13
河南畜牧兽医(2020年19期)2020-01-10
今日农业(2019年16期)2019-09-10
农业知识·百姓新生活(2016年8期)2016-05-14
