从加工刀纹中分析机床精度成因
2018-11-30 02:54:24苏州苏福马机械有限公司江苏215000
金属加工(冷加工) 2018年11期
■ 苏州苏福马机械有限公司 (江苏 215000) 单 军 林 平
1.产品和机床
有着人造板机械行业技术“珠峰”美誉的连续压机的最重要零件热压板,其韧硬材料耐热合金钢硬度要求400HB以上;具有7 000mm×2 650mm(长×宽)的大平面规格和横向平面度0.015mm/全长一级平板、纵向平面度0.1mm/全长三级平板、厚度公差±0.03mm、表面粗糙度值Ra=0.8μm以下的高精度要求。因此成为设计中的重中之重,工艺中的难中之难。如图1所示。
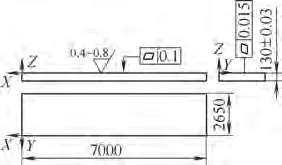
图1
加工重任落在了“精密、大型、数控”机床之一沈阳机床12m数控龙门铣床上,启用二年的技改项目12m数控龙门铣床已过磨合期进入最佳使用阶段,其工艺范围和精度指标理论上似乎也比较适合此类热压板的加工,有着“大平面、高精度”平板特点的热压板是对机床精度的一次实例检验,但即使在试切加工之初,问题就频出,加工后的平面有正纹、网纹、反纹、接刀和椭圆内凹等表面质量差、平面度精度不合格等现象,所以课题攻关在所难免。
2.机床精度成因
12m数控龙门铣床精度由4根轴(即线轨X、横梁Y、滑枕Z和主轴S)及互相间的几何公差构成。
(1)机床的XY平面由两根直线导轨组成,由于可以采用高精度的水平仪和准直仪并基础可调,其XY平面的水平度和X轴的直线度是可调整项,依靠调整可以保证达到较高的精度,同时它也是其他平面和轴的基准,最为重要。是热压板纵向平面度0.1mm的保证。
(2)机床的横梁Y轴,一是要求与XY平面平行,由于横梁自重下挠和预留磨损,Y轴被设计成单波中高,所以这项精度是不可调整项,依靠Y轴的中高控制和立柱的等高加工保证平行,是热压板横向平面度0.015mm和厚度±0.03mm的保证;二是与X轴的垂直,此项是可调整项,通过调整来保证精度。
(3)机床的滑枕Z轴,有着与XY平面双向垂直的要求,即Z轴在XZ平面内与XY平面的垂直度,此项为不可调整项,依靠加工保证精度,Z轴在YZ轴平面内与XY平面的垂直度是可调整项,依靠调整来保证精度。
(4)机床的主轴S轴,也有着与Z轴双向平行的要求,即S轴在XZ平面与Z轴平行,S轴在YZ平面内与Z轴平行,此两项为不可调整项,必须依靠加工保证。
从以上分析可出看出:①工件最容易实现精度的定位是XY平面和X轴,也是机床一切精度的基准。②由于不可调整项依靠机床制造过程加工保证,所以机床是否高精度的重点是对不可调整项精度的过程检测和铲刮研修,杜绝最后插补修整的猫腻。③重点控制Y轴微量(<0.02mm)中高单波型线。④在S轴和Z轴的调整次序上,单从大面加工和接刀来说,在调整与XY平面的双向垂直度时以S轴为优先。⑤充分依靠可调整项的可调整作用,通过检测和观察加工刀纹,补充提高机床精度。
3.从刀纹窥破机床精度
由于机床的高精度在时效中不知不觉失去,在热压板加工之初,在大平面形成了一些较为典型的刀纹和接刀乱象,通过观察从中可以分析机床精度问题和成因。如图2所示。

图2
(1)正纹。由刀盘正倾引起,正纹加工的优点是刀纹一致美观、后不拖刀单次切削和刀具磨损少,缺点是由于刀盘倾斜,刀路中间形成椭圆内凹。
(2)反纹。由刀盘负倾引起,反纹加工的缺点是后拖刀两次切削、刀具磨损大,同样由于刀盘倾斜,刀路中间形成椭圆内凹。
(3)网纹。由刀盘倾角为0时引起,是真正的平面加工,但缺点是网纹较乱不美观,也有拖刀磨损。
(4)接刀。在粗加工时可以是切削反弹、热变形等因素引起,但在精加工时一定也有刀盘的倾斜原因,形成台阶型接刀,严重时破坏了平面度、表面粗糙度和美观度。而刀盘倾斜实际上是由S轴与XY平面双向垂直度引起,那么是哪些最终因素导致的呢?而如何只形成有利的正纹减磨、微接刀和小凹面,是我们观察和分析刀纹后要推断和解决提高机床精度问题的所在。
从图2可以看出刀纹从正纹、网纹及反纹的变化,其实暗示出Y轴的爬高落低的曲折走向,在对Y轴的准直测量中发现如图的折线变化,Y轴直线误差并不大于0.03mm,但其折线特征使刀盘倾斜却是刀纹形成乱纹的原因,由于Y轴的直线度是不可调整项,必须通过机械修正,同时可微量加大刀盘在YZ平面内的正倾角,保证全长形成的正刀纹。
从图3我们可以看出接刀痕是台阶型,其实暗示由刀盘倾斜即S轴在XZ平面内与XY平面不垂直引起的,在甩表测量中也证实了此项误差的存在,而刀盘越大,台阶越大。因为此项精度也是死项,必须通过机械修正,由于无法全部消灭垂直度误差,微量加大刀盘在YZ平面内的正倾角,一是形成一个方向的正纹;二是形成相邻两内凹椭圆,保证为微量相交型手感光滑的接刀,也可以看出,如果相邻刀路重合越多,接刀高度就越小,在1/2重合时最小。

图3
4.成果和结论
(1)一个合格的技师应该熟悉和掌握机床精度的成因和各轴的精度高低顺序,并能在加工刀纹和接刀痕中判断出影响机床精度的因素所在,通过反馈维护机床至高精度状态,作出适应机床精度的定位和走刀方向选择,提高产品加工质量。
(2)在热压板大平面高精度加工的实例中,首先要检测和控制Y轴直线度和曲线类型,保证其中高不大于0.02mm的单波弧线,保证主轴S在XZ平面内与XY平面的垂直度在0.008mm之内,并适当调整主轴S在YZ平面内与XY平面的垂直度,有意使其微量正倾,结合锁定Z轴、Y轴向进刀单向、相邻刀路重合足够大等措施,从而形成质量较高的正纹和微量相交型平滑接刀痕的XY平面加工。
(3)装上角铣头,首先注意其双向垂直也是不可调整项。然后同样可以推理在XZ和YZ平面加工中机床精度与刀纹和接刀的关系,举一反三,快速找到问题和提高产品质量的方法。
(4)课题攻关的最终成果是通过刀纹分析,得到机床精度问题的确定和修复,从而使得热压板的平面加工顺利达到设计要求。

更多信息和专题技术
早知道 请扫描
猜你喜欢
机械工程师(2023年11期)2023-12-09 02:45:30
中国特种设备安全(2022年6期)2022-09-20 02:54:00
制造技术与机床(2019年8期)2019-09-03 01:14:20
模具制造(2019年3期)2019-06-06 02:10:52
电站辅机(2017年3期)2018-01-31 01:46:42
北京航空航天大学学报(2017年9期)2017-12-18 07:12:33
隧道建设(中英文)(2017年10期)2017-11-07 07:21:13
光学精密工程(2016年3期)2016-11-07 09:03:34
浙江大学学报(工学版)(2016年11期)2016-06-05 09:21:03
测绘科学与工程(2016年6期)2016-04-17 06:51:25