
一款双轴换热器折弯机构创新
2018-11-24 03:55朱波
消费导刊 2018年15期
朱波
摘要:换热器技术是中央空调的关键技术,在目前中央空调中的换热器技术的发展过程中,对双轴换热器折弯机构创新是换热器技术改革的重难点。本文就旨在探索我司φ7宽片G型换热器制造技术,并在比较以往的技术的过程中,介绍此款双轴换热器折弯机构创新之处,从而解决目前中央空调中的换热器技术不可靠的发展难题。
关键词:小管径 换热器 折弯机 创新
一、引言
小管径大型翅片换热器制造技术是目前中央空调中重要的难点技术。传统翅片换热器在形状设计上一般是“一型、L型和U型”,换热器长U管长度通常不大于2300mm。如今对于开发的新的换热器制造技术,对于长U管长度已经大于3000mm,并且这种在开发运用的过程中,被更加广泛的运用到联机和模块机新产品上。
但是,也正是因为该换热器小管径大长度和半封闭形状设计,现有制造工艺技术已经无法进行研制。其中的折弯工序对技术的要求更加严格,使用旧型折弯设备很难完成质量上乘的折弯工艺,报废的情况屡见不鲜。
本文介绍折弯工序分析和试验关键内容。着重分析了这款新型折弯机的机构创新之处。以及通过介绍着重解释了新型的折弯机所具有的优点。
二、产品结构对比分析
大型翅片换热器的管径通常是φ9.52mm、φ7.94mm,长度通常不大于2300mm,形状通常是“一型、L型和U型”,如下图所示。如今开发出一款φ7宽片G型换热器,长度已经大于3000mm,如图1所示。
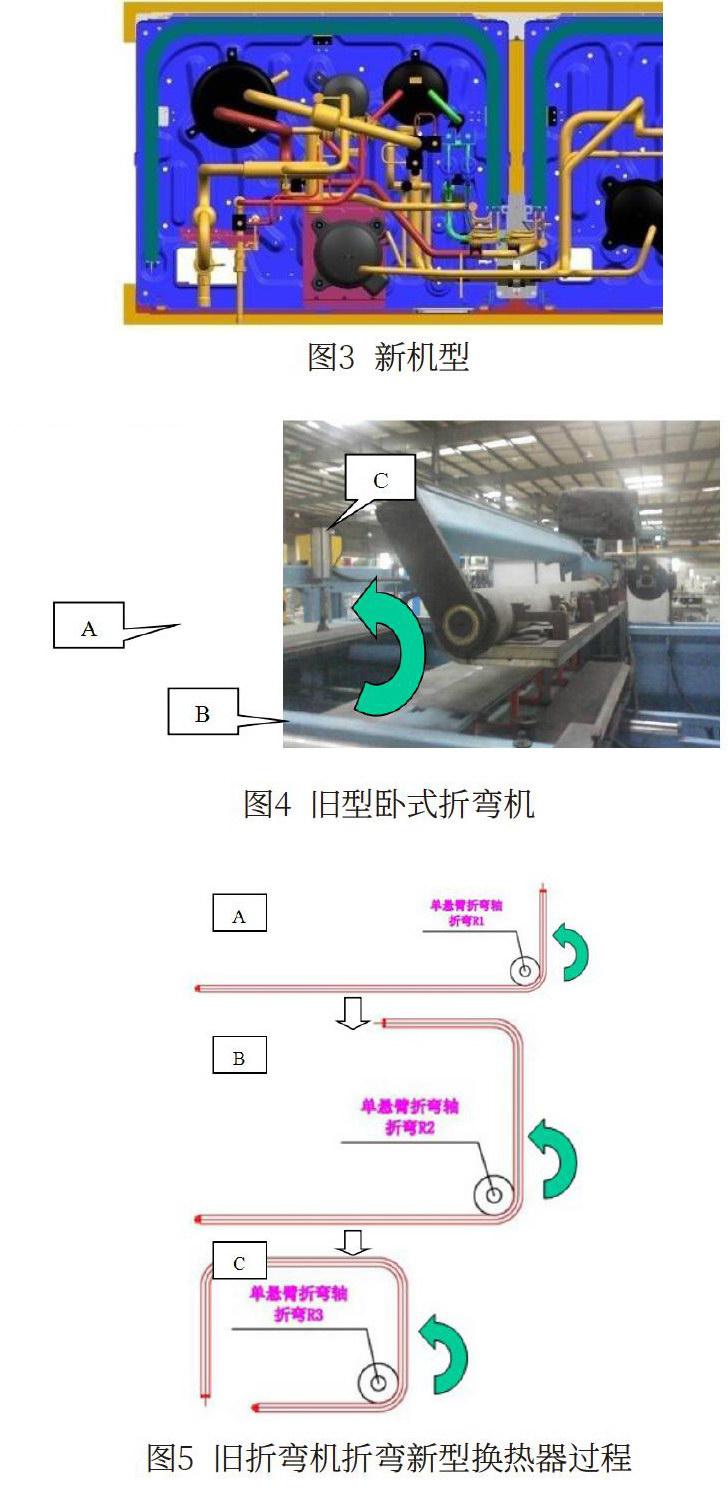
以18HP中央空调室外机作为示范的例子,旧机型管径是中7.94mm,两个U型窄片换热器,如图2所示。由图可知,新机型管径中7.94mm,一个G型宽片换热器,如图3所示。在相同性能参数下,产品结构大大简化。
三、新型换热器在旧型折弯机折弯缺陷
(一)旧型折弯机机构
旧型卧式折弯机如图4所示。主要机构是折弯轴(A)、推板(B)和出料顶出机构(C)。
(二)新型换热器在旧型折弯机折弯过程
G型换热器在旧型折弯机折弯过程如图5所示。
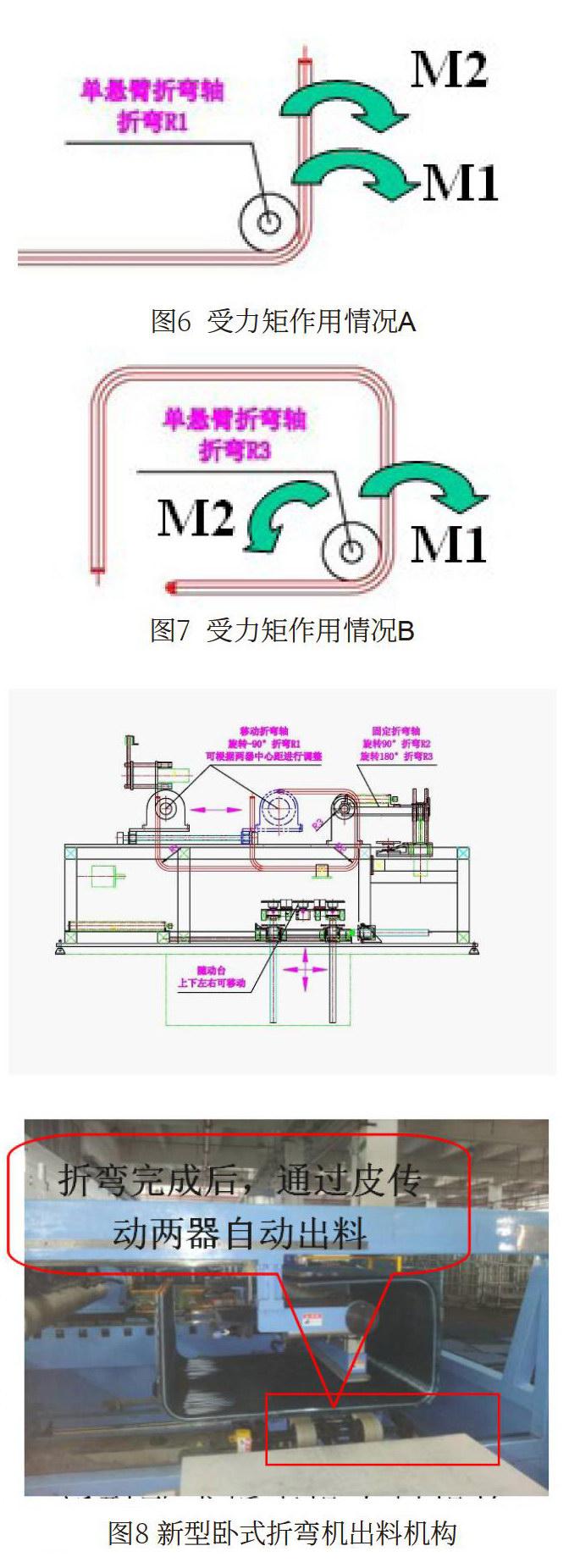
由折弯过程可知,换热器在折弯轴右边部分受到重力力矩M2和推板推力力矩M1的作用。
重心偏移,强制摩擦移动,在推出时会导致产品报废。
四、新型折弯机机构
(一)新型折弯机机构
新型机构折弯机,结构如图8所示。
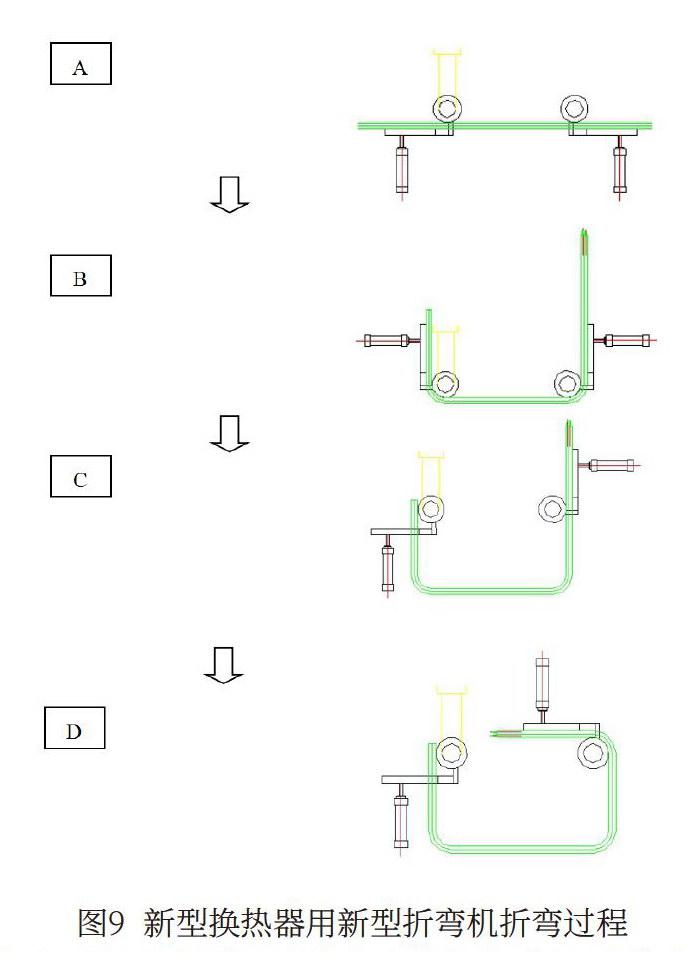
(二)新型折弯机折弯动作流程
折弯动作流程如下,过程如图9所示。
1.人工设定所需折弯参数,折弯半径和厚度、工件规格和设备状态相符合:
2.人工上料到设备初始定位状态后,人工按启动折弯按钮启动折弯:
3.折弯辊轴的夹紧装置启动夹紧,随动台上升到设定位置;
4.折弯辊轴启动按设定的折弯角度进行折第一个弯,送料装置和随动板跟随折弯行程同步随动前进:
5.随动台复位,滚弯夹紧,另一头由滚弯电机启动滚第二个弯;
6.折弯夹紧和滚弯夹紧松开,随动台下降到设定位置,滚弯夹紧,滚弯电机启动滚第三个弯;
7.滚弯夹紧松开,随动台下降到出料位,出料输送带转动,将料输送到线体上:
8.完成整个冷凝器G型折弯后,将系统复位到初始原点状态,为一个工作循环。
由折弯过程可知,相比较旧折弯机折弯过程,新折弯机只有A和B两种情况,其折弯机机构同时有以下优點:(1)改折弯轴为双轴两端支撑,稳定性好,折弯尺寸精度高更容易进行操作和进行安装;并将左折弯轴为设计为活动轴,通过伺服驱动实现左右移动,满足不同中心距的两器折弯要求:
(2)增随动升降台,支撑两器产品的重心,在进行运行的过程中比较的安全、稳定;并实现上下左右移动,满足不同高度的两器折弯要求:
(3)出料通过皮带传动平稳,保证产品质量,从而确保产品的安全。
猜你喜欢
能源工程(2021年3期)2021-08-05
湖北农机化(2020年4期)2020-07-24
制冷(2019年2期)2019-12-09
制造技术与机床(2017年7期)2018-01-19
新乡学院学报(2016年6期)2016-12-01
锻压装备与制造技术(2016年3期)2016-06-05
焊接(2016年10期)2016-02-27
河南科技(2014年8期)2014-02-27
