打造精益安全工位助推企业安全发展
2018-11-20 05:47:00中车南京浦镇车辆有限公司
机电安全 2018年1期
中车南京浦镇车辆有限公司
陈金荣
自2013年集团公司逐步推进精益安全工位建设,通过在我公司试点运行以来,同时结合对其他公司调研和交流后发现,各公司在推进精益安全工位建设过程中普遍存在以下几点困惑和问题。例如:如何合理切分工位、实现“车动人不动”的流线作业;如何避免员工填写表单流于形式;如何提高工位、工区的自主安全管理;如何动态掌握作业现场危险源的变化等等问题,都给在精益安全工位建设推进过程中设置了重重障碍。
鉴于以上问题的存在,我公司从以下几方面对精益安全工位推进工作进行了细化和深化。通过近几年不断的推进,公司精益安全工位建设工作取得了良好的成绩,使得公司安全管理绩效得到稳步提升。
■优化工艺布局,合理切分工位
精益安全工位建设首先要从工位切分入手,按照工位制节拍化生产的方式,对生产流水线工艺流程进行梳理和分析,合理切分工位调整工艺布局。
以我公司车体车间BO3工区为例,B03工区主要从事全铝合金焊接B型车体的生产制造,工艺部门按照工艺流程对原先的生产班组进行切分,将原先的车顶、侧墙、底架、总成四个班组,切分为16个工位(见图1),如车顶班组切分为:车顶正装工位、车顶反装工位、车顶掉挂件安装工位和车顶调修工位,通过明确各工位的作业内容、作业人员及使用的设备和工具,实现产品在各工位之间进行流转,形成产品流动,人员、台位不动的生产流水线。

图1:BO3工区工艺布局图
通过工位的切分,实现了作业人员在固定的区域内,进行固定的作业,其所接触的危险源基本固定,有利于员工熟悉和掌握。
■优化工位安全表单,对工位危险源进行实时管控
工位安全管理表单是整个安全管理工作在工位具体落实的体现,通过管理表单的形式,将工位的管理标准、工位日常管控过程及工位安全管理评价标准在现场的管理看板上进行目视化。
2.1 《工位安全地图》

《工位安全地图》主要包含工位定置图、工位区域示意图及逃生标识、工位危险源清单和工位安全达标评价标准四个方面的内容:
工位定置图:为工位现场定置的管理标准,明确了工位的管理区域及现场物品摆放的位置。工位定置图由工艺部门以标准文件的形式下发到工位,如果现场定置物品需发生变化,必须先更新工位定置图。
工位区域示意图及逃生标识:主要是明确工位在整个生产线的具体位置和告知员工遇到突发事件,员工逃生的方向。
工位的危险源清单:是与职业健康安全管理体系相融合,从人的因素、物的因素、环境因素及管理因素四个方面进行危险源辨识,将人的因素和环境因素的管控措施落实到本工位的作业指导书中,将物的因素的管控措施与之设备设施的TPM点检标准相对应,将管理因素的管控措施,落实到管理制度中,使得每个危险源都有对应的管控文件并下发到工位。同时对识别的危险源进行风险等级划分,并将风险等级用图形符号在工位定置图中标识存在的位置。
工位安全达标管理评价标准:主要包含危险源管控标准、现场5S管理标准和工位安全基础台账管理标准三个方面。
通过对该表单的优化,使得表单的内容更加符合职业健康安全体系的管理要求,管理标准更加统一和规范。
2.2 《工位安全及现场5S管理点检表》

《工位安全及现场5S管理点检表》主要是将本工位的危险源(人的因素、物的因素、环境因素、管理因素)和现场5S作为点检项,通过表单明确各级管理人员点检的频次和点检的项点。
工位长:每日开工前对本工位危险源清单中物的因素和环境因素的项点进行确认,作业过程中对人的因素和现场5S的项点进行点检,并做好相应的记录。
工区长:每周对工位点检不少于两次,重点检查工位的管理因素(班前安全讲话记录、班组安全活动记录、表单填写情况),抽查工位的人的因素、物的因素、环境因素及现场5S的项点,并做好相应的记录。
安全员:每周对工位点检不少于一次、抽查工位的人的因素、物的因素、管理因素、环境因素及现场5S的项点,并做好相应的记录。
车间分管领导:每月对工位点检不少于两次、抽查工位的人的因素、物的因素、管理因素、环境因素及现场5S的项点,并做好相应的记录。
考虑到工位长开工前点检的工作量,避免表单点检过程流于形式,真正体现全员参与的管理要求,我公司要求工位长将本工位的设备设施和管理区域落实到人,动员工位员工在晨会前进行点检,通过晨会询问开工前的点检情况。
2.3 《工位安全日历》

工位安全日历作为工位安全状态及隐患整改记录表单。工位长每日将工位发生危害的情况记录在工位安全日历中,同时各级管理者将现场点检中发现的问题点记录安全及现场5S整改记录表中,由点检人填写问题点描述、类别、是否新增、点检人、点检时间、责任人和整改期限,工位长根据问题点描述,判定整改负责人,并联系整改负责人到现场填写整改措施,待整改完成后填写整改完成时间,最终由工位长负责验证并填写验证时间,使得问题点闭环。
由于考虑到工艺的变更、设备设施的变更等各种因素,危险源也是存在着动态的变化。我公司在《工位安全及现场5S整改记录》表中增加了“是否新增”一栏。“是否新增”主要是指该隐患项点是否在工位危险源清单中识别出,如果属于新增的项点,要将该隐患项点加入工位的危险源清单中,从而做到对危险源的实时更新和动态管理。
通过日常检查不断对危险源进行识别和更新,截至2015年我公司危险源数量增至1417条(见表1),

表1.危险源辨识情况
■开展工位安全达标活动,对工位进行量化评价
为了使得工位安全管理表单能够有效的运行,公司通过开展“工位安全达标”活动的形式,每月对现场工位的安全管理工作进行量化评价,设立目标值,建立考评机制。
工位满分为100分,低于90分的为“安全不达标工位”。要求车间工位参与达100%,工位安全达标率不低于98%。工位管理评价标准为各工位的《工位安全地图》。“工位安全达标”活动采用,工位自评、车间复评、部门监督评价的方式开展。
工位自评:每月第一个工作日,工位长组织工位员工按照工位安全管理评价标准进行自评,并将评价的结果填写《工位安全及现场5S记录表》中。
车间复评:车间由工区长、设备员、工装员、安全员组成复评小组,在各工位自评的基础上行复评,并将复评的结果填写在《工位安全及现场5S记录表》中。工区长主要检查工位的安全基础台帐及现场5S工作,设备员主要检查工位设备设施的安全状态,工装员主要检查工位吊索具、工装和工具的安全状态,安全员主要检查工位员工的违章作业行为。
部门监督评价,安技部每周各车间抽取1到2个工位进行监督评价,监督评价结果作为该工位的最总评价结果,
为了鼓励工位、工区和车间的自查,公司在工位安全达标监督评价过程中对工位自查和车间检查出的项点不予扣分,同时要求车间以成立复评小组的方式进行检查,充分发挥各职能人员的专业优势,其目的是促使车间加大自查自改力度及对检查问题点的深度和广度。通过考评机制的建立,对优秀工位和不达标工位提出考评意见。
■建立四级安全管理表单,实现安全管理的提升。
以工位的三张安全管理表单为切入点,编制工区安全管理表单、车间安全管理表单和部门安全管理表单,形成了工位、工区、车间、部门四级安全管理表单模式。通过分级管理的方式对现场工位存在的问题进行统计和分析,将高频次项点或重大(点)隐患项点,确立为改善课题,有针对性的制定改善措施,从而实现安全管理的提升。
4.1 《工区安全及现场5S统计分析表》
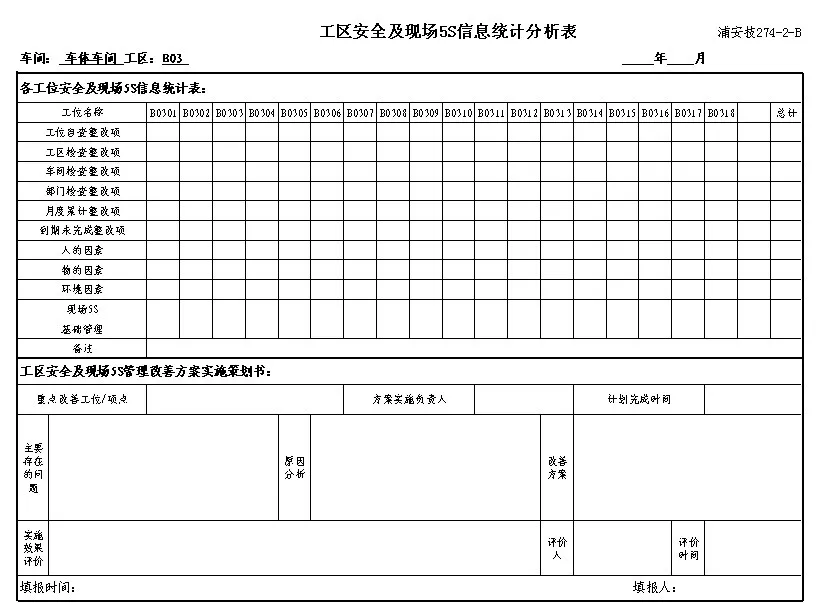
工区长每月初,收集本工区各工位上个月安全管理表单中记录的隐患整改项点,并按照两大类别进行统计,一类是各层级点检的情况:工位自查整改项数、工区检查整改项数、车间检查整改项数、部门检查整改项数、月度累计整改项数和到期未完成整改项数;另一方面是隐患的类别:人的因素、物的因素、环境因素、管理因素和现场5S。通过这两个方面月度数据的统计,能够清楚的得知本月工区哪个工位发生的问题点最多,或者是那类问题点出现的频次最高,将出现频次最高的问题点或出现问题点最多的工位确立为改善的项点,有针对性的制定改善方案并组织实施。
4.2 《车间安全及现场5S统计分析表》

车间安全员每月初,汇总各工区统计的数据,填写《车间安全及现场5S统计分析表》,找出高频次项点或重点改善的工区,有针对性的制定改善方案并组织实施。并对各工区的《工区安全及现场5S统计分析表》中的改善实施效果进行评价。
4.3 《部门安全及现场5S统计分析表》

部门安全管理人员每月初,汇总各车间统计的数据,填写《部门安全及现场5S统计分析表》,找出高频次项点或重点改善的工区,有针对性的制定改善方案并组织实施。并对各车间的《车间安全及现场5S统计分析表》中的改善实施效果进行评价。
通过“四级”管理表单的建立,月度各层级对现场问题点进行统计和分析,找出高频次问题点及重点问题,制定改善方案并组织实施,举一反三,以点盖面。有效地控制了员工不按要求穿戴劳动保护用品、现场5S整理整顿不到位,设备设施安全装置损坏、缺失,管理表单填写不规范等高频次问题重复发生的现象。同时,通过四级安全管理表单的数据统计,还可以清楚地了解到各层级安全管理情况,促使工位长、工区长、车间相关职能人员参与到安全检查中,从表2统计的数据中可以发现,工位、工区层级正在从消极被动管理向自主管理转变,工位、工区自查隐患数逐年增加,敢于主动暴露问题,同时车间职能人员能够主动发现问题并且解决问题。

表2.各层级安全管理情况
5.围绕精益安全工位建设,各职能部门制定优化方案
工艺部门:在工艺方案设计阶段,对生产项目中所涉及的“新材料”、“新工艺”、“新设备”、“新技术”,以及生产项目中所存在的危险有害因素进行识别,并在设计方案中明确相应的技术措施和管理措施,从而避免因设计缺陷引起的安全生产事故;在工艺文件编制阶段,对每个作业步骤中存在的危险有害因素进行识别,从而规范员工安全作业行为。
资产部门:在实施设备TPM点检中,结合工位危险源清单,将物的因素(设备设施)的点检标准在设备TPM点检标准得以体现,避免了同一设备设施既进行了TPM点检,又进行安全点检的重复现象。同时,根据现场工位实时更新的危险源,同步更新、完善设备安全操作规程。
物流配送部门:依据工艺部门下发的工位BOM文件,编制物流配送方案,通过定时、定点、定容、定量的配送制,改善安全生产环境。就如何避免长、大型部件的长距离吊运问题制定了改善方案。例如车体车间B03工区,由于生产过程中要使用很多长、大型的物料,并且这些物料必须要使用一台天车或两台天车从厂房的东头的物料交接点(见图2)吊运至厂房内的各工位,通过制作专用的转运小车(见图3),由物流仓库直接配料,通过牵引车配送到各工位。该物流配送方案消除了天车在吊运过程中可能造成的起重伤害事故,同时也减少了天车的使用频次,大大提高了生产效率。

图2:B03工区物流配送优化方案

图3:长、大件转运车
■结语
我公司通过合理切分工位,实现了节拍式生产流水线;通过表单优化,实现对作业现场危险源的实时管控;通过精益安全工位达标建设,实现了安全管理的常态化;通过四级安全管理的模式,实现了对高频次隐患项点针对性治理。
在精益安全工位建设过程中,我公司通过持续的推进,取得了成效,有利的助推了企业的发展,为公司生产经营持续稳定增长提供了强有力的安全保障。
下一步,我公司计划打造精益安全工位的信息化平台,在现场各工位设立信息化终端,将工位安全管理工作通过网络管理平台,达到信息传递迅速、数据统计准确、异常处理便捷。
猜你喜欢
江苏安全生产(2022年10期)2022-11-02 09:37:32
华东科技(2021年9期)2021-09-23 02:15:24
减速顶与调速技术(2020年4期)2020-11-22 07:20:34
中国特种设备安全(2019年11期)2020-01-16 08:05:48
现代职业教育·职业培训(2018年1期)2018-05-14 09:57:10
江西建材(2018年1期)2018-04-04 05:26:30
录井工程(2017年3期)2018-01-22 08:40:07
隧道建设(中英文)(2017年10期)2017-11-07 07:20:58
中国公路(2017年9期)2017-07-25 13:26:38
河南科技(2014年5期)2014-02-27 14:08:42