
多功能攻丝扳手的设计
2018-11-19 09:14:38王雪峰包佳伟
时代农机 2018年9期
王 浩,王雪峰,陈 林,包佳伟
(齐齐哈尔大学机电工程学院,黑龙江 齐齐哈尔 161006)
现今社会飞速发展,而机械行业的发展一直都是推动社会发展的主要力量,这就更加需要机械行业提高自己的制造能力和制造速度,但是在机械加工过程中攻制螺纹一直都是一个非常耗费人力的环节,在一些中大型机械上往往会需要攻制大大小小各种尺寸的内外螺纹,工作人员常常配备很多不同规格的丝锥扳手和板牙扳手,而且在扳手之间相互切换会浪费很多时间。
在铰制机件上的内螺纹和外螺纹时需分别使用装夹丝锥和装夹圆板牙的两种扳手,而且在铰制不同直径的螺纹时,又常常使用不同规格的丝锥扳手和圆板牙扳手,因此,使用者需配备成套的丝维扳手和圆板牙扳手,这样既不经济、方便,也不便于工具的保管。
本项目的目的是提供一种既能实现攻丝又能实现套丝且可装夹规格不同的丝锥和圆板牙的扳手。减轻了劳动强度,提高了工作效率,并且提高了整体丝锥扳手的稳定性和扳手的强度,对机械行业中螺纹类工件加工带来很大的便利。
随着多功能攻丝绞手的进一步改进,可以实现让扳手适应所有丝锥及扳牙,能更好地适应更多加工环境,通常螺纹类工件加工需要更频繁的交替使用各种型号的丝锥及板牙,在此方面该项目就能发挥更大的作用。
项目的主要优势在于工具更集中,使用范围更广,强度更高,操作更方便,更加稳定,完全可以代替市场上现有的大多数丝锥和板牙扳手,用途非常广泛,具有较高的经济价值和市场推广前景。
1 多功能攻丝扳手的总体结构
多功能攻丝扳手的结构如图1所示。其装配关系为锁紧块从两端套装在手柄上,左右两端锁紧块豁口一一对应,中心孔对齐手柄上方形块,两端锁紧螺母向内旋转锁紧,锁紧螺母推动左右锁紧块向中心移动,将丝锥或者板牙进行锁死,从而进行内外螺纹的绞制,手柄中心设有方形孔,既可以在绞制外螺纹时让工件通过,又可以防止锁紧块的轴向转动,左右锁死块上做有八个规格大小不同的丝锥卡口和两个板牙卡口,可以应对市场上大多数型号的丝锥和大多数常用的板牙,使用范围非常广泛。

图1 多功能攻丝扳手的总体结构
2 设计方案的构想
本设计把各种规格的两种工具结合到一起,既能够同时实现丝锥及板牙的完美配合工作,同时兼备多规格板牙、丝锥的配套使用,可以为生产工作中提供极大的方便,提高工作效率,节约工作时间,同时降低了工具采购的费用。
在确定锁死方式时进行深入考虑,最终确定为两端向内锁死的方式,使用螺母向内旋转,螺母自锁,从而将丝锥或板牙固定,进行工件的螺纹的攻制。
翻阅资料确定夹紧丝锥卡口的尺寸,将多个规格卡口尺寸结合,以保证扳手和多个丝锥可以进行完美配合。

图2 锁紧块的结构
该设计整体材料为HT200,总长度为320 mm,手柄直径为15mm。方形板外轮廓大小为60mm×24 mm,方形板内轮廓大小为40mm×15mm。手柄中心设有方形孔,既可以在绞制外螺纹时让工件通过,又可以防止锁紧块的轴向转动,锁紧块六边形面内切圆直径为48 mm。
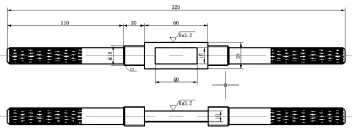
图3 手柄的结构
扳手锁紧块上逆时针分别制作的方形卡口尺寸为1(1×1mm)、2(5×5mm)、3(2×2mm)、4(8×8 mm)、5(3×3 mm)、6(6×6 mm)、7(4×4 mm)、8(10×10 mm)在 4 和 8 位置的圆形卡口尺寸分别为R10和R12.5,在这些标准尺寸下,多功能攻丝扳手在装夹不同规格的丝锥或板牙是就可以攻制M1-M30的内螺纹和M3-M9的外螺纹,而在平时的机械加工中,攻制这样范围的内外螺纹则需要5到6甚至更多把丝锥扳手以及2到3把板牙扳手,而现在市场上丝锥板牙扳手零售价平均在50元左右,配齐这一套工具大概需要花费400元左右,而我们设计的多功能攻丝绞手成本加上制造费用仅需100元左右,具有很大的经济价值。

图4 卡口的分布
3 工作强度分析
因为在攻制螺纹时扳手经常要承受较大的力,于是对于扳手的材料和结构要进行深入研究,最终确定了一体的手柄结构,使得扳手整体更加结实耐用。最终在材料的屈服极限下对扳手进行有限元分析,将工件装夹丝锥,模拟多功能攻丝扳手在攻制内螺纹时的受力情况,我们可以看出,在丝锥将要受损坏的极限条件下,扳手的最大受力点仍然可以有很小的应变,所以可以得出扳手在材料的极限条件下完全满足使用要求。图5为多功能攻丝扳手的有限元分析图,有限元分析是用较简单的问题代替复杂问题后再求解。它将求解域看成是由许多称为有限元的小的互连子域组成,对每一单元假定一个合适的(较简单的)近似解,然后推导求解这个域总的满足条件(如结构的平衡条件),从而得到问题的解。

图5 多功能攻丝扳手攻制外螺纹时的有限元分析
4 结语
进行市场调研发现市场上现有的丝锥和板牙扳手仍然处在最基础的一类规格丝锥或板牙对应一类扳手的阶段,可以实现多个功能的扳手非常稀少,少数一些扳手虽然可以实现多个功能,但却存在诸多弊端,不能大范围进行推广,我们设计的扳手针对这些弊端进行系统的设计和改进,从而可以更好地适应市场的需求。
参阅国内文献和调研,发现到目前为止铰制机件上的内螺纹和外螺纹时需分别使用装夹丝锥和装夹圆板牙的两种扳手,没有能够同时装夹两种工具的复合扳手,同时加工不同规格的螺纹工件经常需要更换不同的扳手,这样就常常造成工具使用的数量过多复杂化。通过对以往文献和实地调研的分析,可以将丝锥扳手和板牙扳手结合到一起制作一种多功能化的一种创新型工具。
因此把各种规格的两种工具结合到一起就是非常有必要的,既能够同时实现丝锥及板牙的完美配合工作,同时兼备多规格板牙、丝锥的配套使用,可以为生产工作中提供极大的方便,提高工作效率,节约工作时间,同时极大降低了工具采购的费用。
猜你喜欢
装备制造技术(2020年11期)2021-01-26 00:39:30
装备制造技术(2020年11期)2021-01-26 00:39:06
制造技术与机床(2019年8期)2019-09-03 01:14:36
纤维复合材料(2018年1期)2018-12-07 00:40:20
中国新技术新产品(2015年19期)2015-09-02 08:29:24
锻压装备与制造技术(2015年2期)2015-06-26 09:00:25
制造技术与机床(2015年10期)2015-04-09 07:06:12
金属加工(冷加工)(2015年16期)2015-02-20 06:51:44
机械工程师(2015年10期)2015-02-02 01:14:22
金属加工(冷加工)(2014年22期)2014-12-02 01:35:56
