
复合材料深型腔天线罩体头部厚度检测及加工补偿方法
2018-11-19 02:52:04周荣军刘伟峰卓艾宝刘志清毛华章
航天制造技术 2018年5期
周荣军 刘伟峰 卓艾宝 刘志清 毛华章
复合材料深型腔天线罩体头部厚度检测及加工补偿方法
周荣军 刘伟峰 卓艾宝 刘志清 毛华章
(湖北三江航天江北机械工程有限公司,孝感 432000)
介绍了复合材料深型腔天线罩体的结构特点、内型面检测及加工补偿难点,采用一种光电接触式深度测具并结合数控机床验证了产品的内部型面尺寸。提供了一种针对复合材料异型曲面深型腔的头部厚度检测方法和铣加工刀具及残留厚度补偿方法,解决了大型石英陶瓷复合材料产品在加工过程中和加工完成后无法精确测量深度和产品厚度的问题。
复合材料;深度检测;铣加工补偿;深度测具

1 引言
天线罩是航天器系统关键零件之一,在恶劣环境下保护飞行器制导系统通讯、遥测、制导引爆等系统正常工作。目前,非金属材料如碳纤维、玻璃纤维和石英陶瓷复合材料在航天领域应用极为广泛。复合材料在机械加工及尺寸检测方面都有别于金属材料,且传统天线罩多以圆形和椭球型为主要结构,而石英陶瓷复合材料乘波体天线罩采用大体量、多曲面、深型腔异型结构,给机械加工和尺寸检测带来了难题。通过分析深型腔罩体,确定检测方法及论述检测仪器工作原理,验证了该方法的数据采集准确性和实用性。
2 天线罩结构分析
2.1 天线罩体材料分析
复合材料深型腔天线罩体采用石英纤维增强石英复合陶瓷浸渍工艺,将石英编织体通过真空浸渍等方法使石英胶液中的二氧化硅颗粒均匀渗入并沉积到纤维编织体内部,待石英胶液达到一定密度后加热保温并固化定型[1]。
2.2 天线罩体结构分析
复合材料深型腔罩体结构有别于应用较广泛的球体和锥体结构,剖切截面结构如图1所示。采用不规则三棱型乘波体异型结构,大端内腔采用大曲率小升角不规则形状,头部采用20mm球形,从大端至头部球心采用多角度渐变曲面结构。内型腔深度达到1310mm,整个内型在热复合定型后要铣加工至设计要求尺寸,且保证头部厚度(40±0.1)mm。
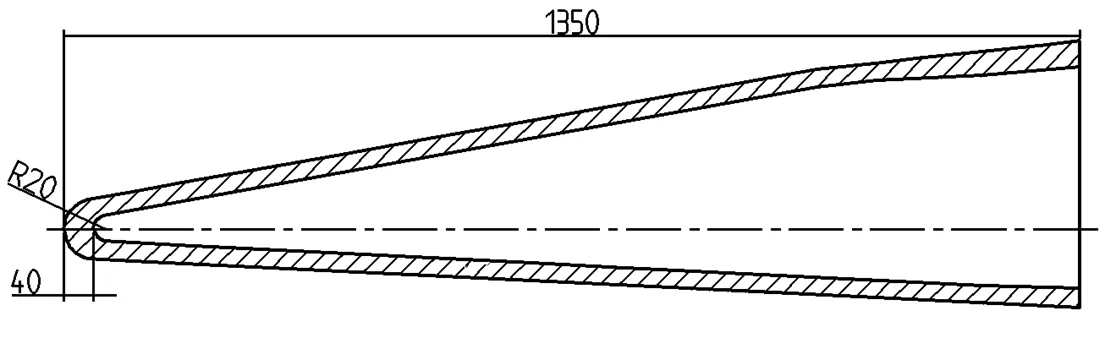
图1 罩体剖切截面图
2.3 检测及补偿难点
罩体总长1350mm,头部厚度40mm,则内型腔大端端面到球心顶部深度达到1310mm,常规检具(千分表、卡钳等)无法测量实际深度,目前在数控设备上使用的光电找正器、机械偏心式找正器在测量深型腔体时无法实现,市场上各品牌激光扫描仪扫描深度有局限,自制深度尺精度差无法准确测量到球心顶点距离,且测量误差在±2mm无法满足测量要求。内型腔采用卧式加工中心多轴仿形加工成型,在加工过程中因铣刀存在磨损和加工残留,如果不能准确测量头部实际加工深度,最终加工完成后产品的头部厚度达不到设计要求。
3 头部厚度的检测方法
通过工艺分析,该产品加工顺序:加工外形,保证总长度;再加工内型腔进而测量内型深度,头部厚度的值计算得到准确数据。通过尺寸链计算最终得到:=-[2]。
3.1 罩体外形长度L检测方法
该罩体在加工时采用五轴四联动数控卧式加工中心加工,定位牢固。故将产品旋转90°,即零件内型腔与主轴垂直,采用机械式偏心找正器测量罩体外型头部值1和大端端面的相对长度2,与机械式偏心找正器直径求差,即可得到外型总长=2-1-
3.2 罩体内型深度的检测方法
3.2.1 深度测量方法
采用同样的方法,使零件内型腔处于与主轴平行的位置,利用自制光电式深度测具测量大端端面参考值1,再测量头部内腔球心的位置得到相对大端端面的相对值2,计算可以得到该产品内腔深度=2-1
3.2.2 深度测具的结构及工作原理
a. 深度测具的结构
型腔深度作为该产品测量头部厚度的最难环节,由于该产品型腔复杂,深度达到1310mm,传统量具无法测量,且内部空间狭小,即使测得球心位置也无法观察。为了解决深度测量问题,设计如图2所示结构的光电接触式深度测具,将该测具夹持在机加刀体上,使用铝制探针接触大端端面二极管发光,此时数控设备显示器上测得的数值为初始数值1。将测具沿主轴轴向移动至罩体内型腔顶端球心位置,探针接触罩体内型腔头部最高点,探针另一端触发二极管使二极管发光。此时的位置在数控设备显示器上的相对值即为2。

图2 光电接触式深度测具结构示意图
b. 深度测具工作原理
利用光电技术,制作光电接触式深度测具可以实现准确测量。光电接触式深度测具利用金属触点的导电性(使发光二极管的两个触点连接电池的正负极,二极管发光),当探针接触到工件表面时,电流形成回路,发出声、光提示信号。探针与发光二极管的触点间用一弹簧分开,探针接触物体时发生回弹。通过光电接触式深度测具的指示和机床坐标位置即可得到被测表面的坐标位置。利用测具这个特性,将其装夹在数控机床主轴或刀塔上,实现准确测量工件轴向尺寸,可以测量金属和非金属材料,不受零件材料和环境的影响。
光电接触式深度测具在测量工件时,机床主轴不旋转并保持定向状态,该测具安全性高且不损伤工件表面,测量的精度可达到0.01mm,重复测量精度达到0.01mm,保证测量的关键尺寸准确无误,发光二极管的触点响应时间为60ns,充分满足深度测量的灵敏度要求。
4 头部厚度的铣加工补偿
该罩体头部球形采用曲面造型,构造完决定曲面形状的关键线框后选用曲面生成,在线框上构造所需定义的曲面描述零件加工造型的外表面,是数控铣加工的加工依据,加工时刀具刀位点会沿着这个曲面形成一系列的线段或者圆弧段,刀具沿着轨迹依次经过每一个指令坐标点,从而切削出工件的形状。数控刀具刀位点沿着坐标点移动逼近理想轨迹的运动称为插补运动[3],在铣削曲面时,数控机床只能以直线段或者圆弧这两种简单的运动形式完成插补运动,所以在数控加工误差中影响到加工后曲面精度的主要有刀具的插补误差和残留高度。在加工完成后立即检测工件,并提供精确的几何尺寸数据如曲线、曲面仿形信息等,控制罩体头部内型面的表面粗糙度和尺寸精度,减少插补误差和残留高度。采用以下步骤:
a. 待罩体头部厚度半精加工后(通常留0.5mm余量),利用深度测具测量内腔头部定点的深度,结合数控机床坐标显示功能,在内球面的同一截面上测量出实际坐标值。
b. 通过采集到的实际坐标数据同模型的理论值比较,从而计算出加工后的残留高度和刀具实际磨损量,最终利用数控加工软件根据磨损值调整加工精度和刀具补偿值,使铣加工完成后获得合格内腔型面并保证头部厚度的尺寸。
5 结束语
通过分析乘波体石英复合材料罩体的结构和材料,介绍该罩体的头部厚度检测方法,总结了一套非金属深型腔深度及内外形厚度的精确检测方法,同时自主设计了一种光电接触式深度测具,利用深度测具可以采集加工过的曲面数据,通过编程软件精确补偿。
实践证明,采用以上测量方法检测非金属乘波体石英陶瓷复合材料罩体数据准确,方法简单实用,通过激光三维扫描仪扫描后得到的数据与上述方法得到的数据一致。较好地解决了非金属深型腔零件的深度测量加工补偿问题。该方法在非金属零件的测量方面有一定的借鉴意义,具有推广应用价值。
1 刘义华,佘平江. 大厚度植物液相浸渍工艺研究[J]. 航天制造技术,2012(4):47
2 李培根. 机械基础(高级)[M]. 北京:机械工业出版社,2012
3 杨伟群. 数控工艺培训教程(数控铣部分)[M]. 北京:清华大学出版社,2006
Head Thickness Detection and Processing Compensation Method for Composite Deep Cavity Radome
Zhou Rongjun Liu Weifeng Zhuo Aibao Liu Zhiqing Mao Huazhang
(Jiangbei Machinery Engineering Co., Ltd., Xiaogan 432000)
This paper introduces the structural characteristics of the composite deep cavity radome, and the difficulties of measuring the inner surface and machining compensation. A photoelectric contact depth gauge and a CNC machine tool were used to verify the internal surface dimensions of the product. A method for measuring the head thickness of a deep cavity with composite profiled surfaces and a method for compensating milling cutters and residual thickness were presented. The problem that the depth and thickness of large-scale quartz ceramic composites can not be accurately measured during and after processing was solved.
compound material;depth detection;processing compensation;depth gauge
周荣军(1984),高级技师,数控铣工专业;研究方向:机械冷加工。
2018-09-12
猜你喜欢
上海建材(2022年2期)2022-07-28 03:16:02
陶瓷学报(2021年4期)2021-10-14 08:57:32
基层中医药(2021年1期)2021-07-22 06:56:44
军事文摘(2020年22期)2021-01-04 02:16:38
电子制作(2018年10期)2018-08-04 03:24:32
制导与引信(2017年3期)2017-11-02 05:17:02
中国塑料(2016年5期)2016-04-16 05:25:45
天津医科大学学报(2015年2期)2015-12-22 09:24:34
锻压装备与制造技术(2015年4期)2015-07-01 09:32:48
机电信息(2015年3期)2015-02-27 15:54:48
