
地铁车辆司机室碳纤维复合材料头罩的分步优化设计*
2018-11-16 06:55:28王文斌冀温源张栋栋赵红伟
城市轨道交通研究 2018年11期
王文斌 冀温源 张栋栋 赵红伟
(1.同济大学铁道与城市轨道交通研究院,201804,上海;2.中车青岛四方机车车辆股份有限公司,266111,青岛//第一作者,副教授)
随着我国轨道交通行业的快速发展,以及节能降耗和环境友好等新型发展理念的提出,车辆结构轻量化已成为现代车辆设计与制造关注的热点[1]。碳纤维复合材料具有质量轻、强度高、耐腐蚀、成本低,以及易于设计、加工、改型等特点[2],用以制造列车结构件,是实现车体轻量化的重要手段。
作为非承载结构以板壳形式设计的列车司机室头罩,非常适合采用碳纤维复合材料进行轻量化设计。文献[3]分析了现有城市轨道交通车辆对司机室结构的要求及其优缺点,提出了新材料碳纤维复合材料司机室,并给出了实施方案。文献[4]根据高速列车头罩的外部形状、内部连接要求和受载条件,对碳纤维复合材料车头罩的结构进行设计。文献[5]在满足司机室强度设计要求的前提下,采用碳-玻璃混合纤维复合材料设计了一种地铁车辆司机室头罩新型结构,显著地减轻了司机室的结构质量。但现有的研究主要集中在复合材料的选择和复合材料司机室头罩的结构性能分析上,对于碳纤维复合材料在设计过程中的材料布局、铺层方向和铺层顺序等可设计性分析言之甚少,未能充分发挥碳纤维复合材料的轻量化潜能。
本文以某款地铁车辆司机室头罩结构为研究对象,基于有限元分析,对司机室头罩碳纤维泡沫夹心结构进行分步优化设计。通过自由尺寸优化、尺寸优化以及铺层顺序优化,对碳纤维内外面板的铺层厚度、方向及顺序进行优化,得到最终铺层方案,为碳纤维复合材料司机室头罩轻量化设计提供技术参考。
1 优化设计技术路线
复合材料结构复杂多样,其优化设计的变量较多,包括连续变量和离散变量,且变量之间相互耦合,致使优化设计的难度较大[6]。本文基于OptiStruct采用分步优化的策略,根据设计变量的特点,把设计变量分成数目较少的几组,分阶段逐步确定每一组设计变量的值。将复杂的复合材料优化问题分为自由尺寸优化设计阶段(概念设计)、尺寸优化设计阶段(系统设计)和铺层顺序优化阶段(详细设计)。每个优化设计阶段通过有限元法对相应物理问题进行分析计算,得到结构响应,并对结果进行收敛判断、设计灵敏度分析,得到近似模型;然后将物理模型转换为数学模型,利用最优化理论,以数学规划理论为基础,在满足多种约束的前提下,得到最优结果。复合材料分步优化流程如图1所示。

图1 复合材料优化设计流程图
2 司机室头罩有限元建模
2.1 材料选择
司机室头罩多采用泡沫夹心结构。它是由两块薄而刚的内外面板和一块厚而轻的中间泡沫芯子组成的轻质高强结构,具有比强度高、比模量高、抗冲击性能好,以及吸音、减振、隔热等优点[7]。本文选择T700碳纤维为增强体和环氧树脂为基体材料的单向碳纤维层合板为夹心结构内外面板,夹层芯材采用T90.150泡沫。经试验测定,材料基本力学性能如表1~3所示。其中,ρ为对应材料的密度,E、μ分别为泡沫芯材的弹性模量和泊松比,E1、E2、μ12、G12分别为碳纤维复合材料纵向弹性模量、横向弹性模量、面内泊松比和面内切变模量,XT、XC、YT、YC、S分别为材料纵向拉伸、纵向压缩、横向拉伸、横向压缩和剪切强度。

表1 泡沫芯材基本性能

表2 碳纤维复合材料基本性能

表3 碳纤维复合材料各方向强度性能
在材料强度评定中采用Tsai-Wu准则:
(1)
式中:
IF——失效因子,IF≥1时材料失效;
σ1,σ2,τ12——分别为材料纵向、横向和剪切应力;
XT、XC、YT、YC、S对应表3中的各个强度值。
该失效判据中尽可能包含各种强度指标,综合了各种失效模式,对材料进行统一强度表征。
2.2 结构模型
地铁司机室头罩多为一体成型结构(见图2),中间安装挡风玻璃,并留有车灯安装孔。司机室头罩三明治夹层结构中,中间层主要起支撑面板和头罩成型作用,其材料为轻质泡沫,优化设计空间不大,本文中设为全尺寸等厚结构,采用Solid实体单元建模;内外两层复合材料层合板结构是主要优化设计对象,采用shell板壳单元模拟,并使用OptiStruct中ply+stack的复合材料铺层定义方式建立Laminate层合板[8];前挡风玻璃采用集中质量点单元模拟。复合材料内外面板与芯材泡沫连接关系采用Tie接触,前挡风玻璃与复合材料内外面板及芯材采用柔性杆单元连接。整体模型中有复合材料Shell单元44 253个,芯材泡沫Solid单元110 525个,前挡风玻璃质量点单元1个,柔性杆单元1个,

图2 地铁司机室头罩模型
总计154 780个单元。
2.3 载荷与边界条件
根据EN 12663-1-2010标准,作为非主承载件的司机室头罩除了自身重力载荷外,还承受各个方向的冲击加速度载荷以及运营过程中的气动风压载荷。尤其是两列列车高速相会和列车在隧道运行时会出现明显的空气动力载荷。经静强度分析对比,头罩气动风压工况产生的结构应力远大于冲击工况,所以进行优化设计时主要以气动风压载荷为主。参考文献[5]对地铁司机室风压载荷的计算,本文将气动风压载荷设为3 kPa,施加方向垂直于司机室头罩由外指向内,与垂向1g加速度载荷复合(g为重力加速度,取9.81 m/s2)。司机室头罩四周边缘施加横向、纵向和垂向的平动约束。
3 碳纤维复合材料结构分步优化
3.1 自由尺寸优化
自由尺寸优化根据司机室头罩内外面板整体尺寸布局,考虑铺层方向,得到每个角度铺层的材料总体裁剪分布。即根据工况载荷要求,尽量沿力的传递方向布置纤维走向,同时综合剪切和弯曲载荷要求,最大限度利用纤维轴向所具有的高的强度和刚度特性。铺层方向数应尽量少,一般多选择0°、90°和±45°四种铺层方向。其中,0°铺层有利于轴向力的传递和承载;±45°铺层对剪切载荷有缓冲作用,同时可以改善工艺性;90°铺层控制横向刚度和调整泊松比。该优化阶段通过定义超级层将同一方向上的铺层集中规整为一层,大大减少了模型中总铺层数。同时,其忽略铺层顺序的影响,简化了模型,提高了优化收敛计算效率。
自由尺寸优化中,设计变量为每个单元各方向铺层的厚度,目标函数为结构总柔度最小。设置头罩结构在气动风压载荷下的强度和刚度约束,同时结合屈曲分析保证最小的屈曲因子满足结构稳定性要求,并通过控制单层的最大厚度以及单元总厚度来实现一定的工艺性约束。为使复合材料的基体沿各方向均匀受载,任一方向的铺层厚度最小控制在总厚度的10%,最大比例控制在总厚度的60%。另外,为了避免结构中由于±45°铺层不对称造成的扭转应力,优化时应确保±45°铺层的形状和厚度相同。
司机室头罩内外面板初始设计铺层方向为45°、0°、-45°和90°。每个铺层角度初始厚度为0.75 mm,总厚度为3 mm。经过自由尺寸优化后的内外面板各铺层厚度分布如图3、图4所示,形成不同角度超级层的各铺层块的形状。每个角度的超级层均由4层不同形状以及不同厚度的铺层叠加组成,以实现厚度连续变化,避免铺层块厚度突变。
原司机室头罩为玻璃纤维泡沫夹心结构,内外面板厚度均为3 mm,其在同样工况下的应力流分布如图5所示。在此引入应力流的设计校核方法与自由尺寸优化结果作对比。0°方向的最大厚度优化在外面板下侧,与图5所示应力流的分布相似,且应力流在此处的应力值较大;45°方向的自由尺寸优化结果集中在外面板窗口的4个边角区域,而应力流在4个拐角处也为45°流向,且应力值较大;90°方向的优化结果集中在窗口的上下两部分,应力流在窗口的上部分也较为集中。综合来看,自由尺寸优化后纤维的轴向分布与应力流向较为一致,各铺层角度下的厚度分配与应力大小联系较为紧密。
3.3 铺层顺序优化
自由尺寸优化结果中,铺层厚度变化连续,并不具有可制造性。实际结构中,各铺层厚度应是制造条件中最小单层厚度的整数倍。同时,为了避免零星的铺层区域和降低裁剪加工难度,需要调整各铺层块形状,删除零星的铺层块,连接过小的铺层块,并光顺铺层块边界。在此基础上进行尺寸优化,将自由尺寸优化结果离散化,得到每个角度铺层的精确厚度分布。

a) 0°铺层

a) 0°铺层
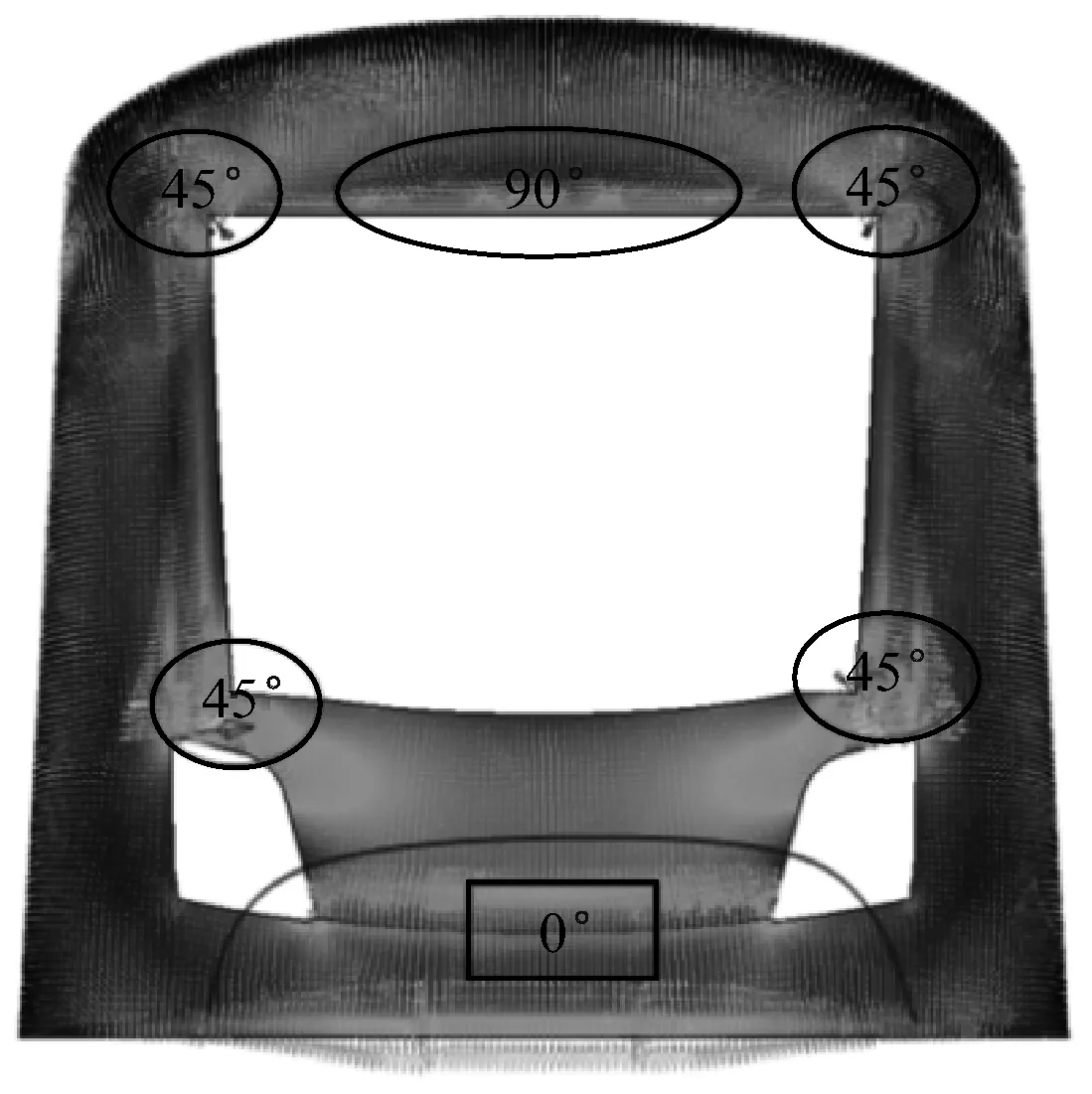
图5 玻璃纤维材质头罩应力流分布
尺寸优化设计变量为每个铺层块的厚度,目标函数为司机室头罩质量最小。在自由尺寸优化约束的基础上,增加单层厚度0.15 mm约束。图6为尺寸优化后的司机室头罩内外面板总厚度分布。其由16层不同形状的铺层块叠加而成,每层厚度均为0.15 mm,其中0°、90°和±45°铺层的层数分别为6、6和2层。
3.3 铺层顺序优化
基于铺层的复合材料结构优化设计中,对铺层顺序的优化是必不可少的一步。复合材料的铺层顺序不仅影响到复合材料层合板的力学性能,还影响到层合板的工艺性能。铺层顺序优化的目的是获得层合板结构的最大刚度系数矩阵,从而使结构的刚度达到最大。在尺寸优化结果的基础上,通过计算不同的铺层顺序组合,可得到特定工况和约束下的最佳铺层方案。为了避免将同一方向铺层集中放置,应尽量使各方向单层沿层合板厚度均匀分布。此处约束相同角度铺层数不得大于两层,即最多两层相邻相同角度的铺层。

a) 前面板
图7为经过4步迭代计算后得到的最佳铺层顺序。由于在自由尺寸优化中对各铺层的形状进行了裁剪,其中很多铺层并未全尺寸覆盖头罩内外面板,所以该铺层顺序方案是整体的布局,头罩局部区域实际铺层会有所不同。为了改善司机室头罩泡沫夹心结构的整体成型性能,避免层合板厚度变化区域出现阶梯状厚度突变,夹心层合结构的内外表面应有全尺寸的铺层,以包裹头罩整体结构。同时,为了提高头罩的抗冲击性能,在铺层顺序优化结果的最外层和最内侧增加±45°的全尺寸铺层。
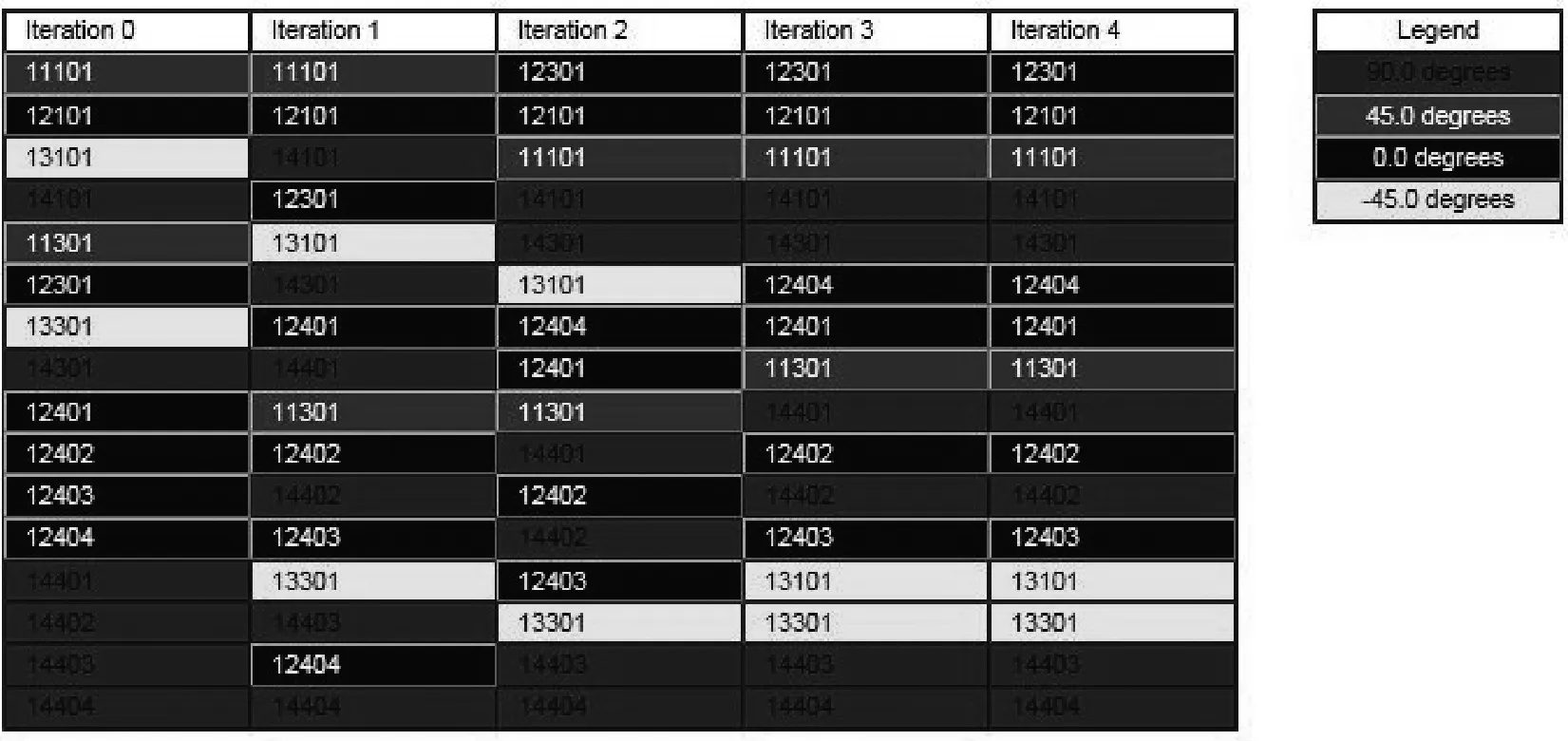
图7 铺层顺序优化过程
3.4 优化结果
根据三阶段的优化设计以及复合材料铺层工程经验修改得到的最终司机室头罩铺层结构总质量为137.5 kg,优化前的全尺寸等厚结构质量为188.4 kg,优化后质量下降27%。司机室头罩原玻璃纤维材质结构质量为218.4 kg,采用优化后的复合材料泡沫夹心结构质量相对下降37%。优化前最大失效因子为0.256,优化后最大失效因子提高到0.678,但都小于1,在材料安全使用范围内。优化后结构应力的提高,正是根据载荷工况优化复合材料铺层结构,合理布局材料,发挥材料潜在性能,从而避免造成结构强度富余的结果。
4 结论
基于地铁司机室头罩夹心结构的有限元模型,采用自由尺寸优化、尺寸优化和铺层顺序优化的三步优化设计方法,能够根据载荷工况以及约束条件合理布局碳纤维复合材料铺层,发挥复合材料的优异性能,快速有效地得到最佳设计方案。经优化设计得到的碳纤维复合材料司机室头罩,总质量为137.5 kg,相比优化前质量下降27%,比原玻璃纤维材质头罩质量下降37%,在满足强度、刚度和稳定性要求下,达到了较理想的轻量化效果。基于优化算法和数值仿真的复合材料结构设计方法还需考虑一定的制造约束,并结合工程实际及经验对优化过程进行修正,得到的优化设计方案才能应用于实际生产。
猜你喜欢
导弹与航天运载技术(2019年5期)2019-11-12 09:06:14
上海建材(2019年4期)2019-05-21 03:13:02
纤维复合材料(2018年4期)2018-04-28 08:45:28
纤维复合材料(2018年3期)2018-04-25 07:22:58
北京航空航天大学学报(2017年5期)2017-11-23 05:54:08
材料科学与工程学报(2016年2期)2017-01-15 13:34:32
中国塑料(2016年6期)2016-06-27 06:34:16
科技创新导报(2015年17期)2015-07-21 13:00:57
教练机(2015年2期)2015-04-03 06:51:48
小康(2014年4期)2015-01-29 01:12:28
