间歇加氢反应的安全设计研究
2018-11-14 03:07杨裕栋洪彩华
机电信息 2018年32期
杨裕栋 李 兵 洪彩华
(中国医药集团联合工程有限公司,湖北武汉430000)
0 引言
间歇加氢反应在医药化工行业中是一种常见的工艺过程,由于其存在较大的火灾、爆炸、毒害等隐患,引发过很多重大的安全事故。近年来国家及地方政府陆续出台了多项相关法律法规,对加氢工艺装置的设计和安全生产进行了约束。鉴于此,本文希望通过对间歇加氢反应的安全设计进行研究,以此指导加氢工艺装置的安全生产。
1 HAZOP(危险与可操作性分析)和安全风险评估的意义
根据《关于进一步加强危险化学品建设项目安全设计管理的通知》和《国家安全监管总局关于加强精细化工反应安全风险评估工作的指导意见》等的要求:凡涉及“两重点一重大”和首次工业化设计的建设项目,必须在初步(基础工程)设计阶段开展HAZOP(危险与可操作性分析);凡涉及重点监管危险化工工艺和金属有机物合成反应(包括格式反应)的间歇和半间歇反应,达到有关条件时要开展反应安全风险评估。
对工艺参数可能发生的各种偏差进行危险与可操作性分析,找出偏差发生的原因及可能导致的后果,提出相应的控制措施;通过反应安全风险评估,研究具体反应和原辅料在工艺过程中的风险,结合LOPA(保护层分析法)确定安全仪表系统的完整安全性等级(SIL);根据各项建议措施和分析结果设计间歇加氢反应,对提高加氢工艺装置的安全可靠性,预防和减少事故的发生具有重要作用。
2 间歇加氢工艺的操作步骤
间歇加氢工艺流程如图1所示。
(1)停止搅拌,打开氢化釜真空阀,真空度达到0.06~0.08 MPa时抽气5 min,关闭真空阀门,打开氮气阀通氮气,当压力恢复到0 MPa时,关闭氮气阀门,再抽真空、通氮气,重复操作3次;
(2)将计量好的乙醇放入氢化釜中,加入活性镍,搅拌加入分装好的原料,加热至(65±5)℃,使其溶解,然后冷却至(55±3)℃;
(3)搅拌,通氢气,排空氮气,再通入氢气,排空氮气,重复操作3次,控制温度在(55±3)℃,压力为0.05~0.08 MPa,反应7 h;

图1 间歇加氢工艺流程简图
(4)停止通氢气,停止搅拌,排空氢气,通氮气,置换氢气3次;
(5)温度控制在(55±3)℃,静置30 min,在氮气保护下,用氮气将氢化釜中的氢化液压出;立即用乙醇冲洗氢化釜,将生产下批用的乙醇放入氢化釜内,停止生产,并将投料口关闭。
3 间歇加氢工艺的过程危害性分析
加氢反应是在有机化合物分子中加入氢原子的反应,涉及加氢反应的工艺过程为加氢工艺,主要包括不饱和键加氢、芳环化合物加氢、含氮化合物加氢、含氧化合物加氢、氢解等。
氢气是国家安监总局公布的首批重点监管的危险化学品,加氢工艺属于《国家安全监管总局关于公布首批重点监管的危险化工工艺》之一。由于加氢反应涉及的物料具有易燃、易爆、毒害等危害性,氢气的爆炸极限为4%~75%(体积分数),具有高燃爆危险特性;加氢反应一般为放热反应,氢气在高温高压下与钢材接触,钢材内的碳分子易与氢气发生反应生成碳氢化合物,使钢制设备强度降低,发生氢脆现象;催化剂在再生与活化过程中易引发爆炸;一般在间歇加氢反应投入催化剂(一般为钯碳、雷尼镍等)的过程中,若操作不当,催化剂暴露于空气中,可能发生着火事故;如果通氢过快,或者冷却失效,可能导致升温过快,发生冲料现象;加氢反应在正压下进行,如果反应开始时反应系统空气置换不彻底,混入的空气与氢气混合,可能产生爆炸;加氢反应的尾气中有未完全反应的氢气和其他杂质在排放时易引发着火或爆炸事故。因此,在加氢工艺过程中潜藏着很多安全风险,一旦工艺参数发生偏差,将会导致重大安全事故。
4 国家安全监管总局对加氢工艺的要求
根据《国家安全监管总局关于公布首批重点监管的危险化工工艺目录的通知》规定,重点监管危险化工工艺的重点监控工艺参数、安全控制的基本要求如表1所示。
5 间歇加氢工艺的HAZOP(危险与可操作性分析)
5.1 HAZOP(危险与可操作性分析)
传统的HAZOP内容包括:偏差、原因、后果、保护措施、建议措施。与传统的HAZOP相比,HAZOP风险矩阵法在传统分析的基础上,利用事故的后果严重程度等级和事故发生频率等级,在5×5风险矩阵中计算事故的风险等级,使传统的HAZOP方法从纯定性分析改进为半定量分析,提高了HAZOP方法识别危险的分辨率和对安全措施实际效能的判断能力。HAZOP分为节点划分、确定节点偏差、对偏差进行分析、确定事故后果等级[确定事故频率等级、确定保护措施的事故频率(Fu)、考虑保护措施的事故频率(Fm)、事故频率等级分类]、确定事故风险等级等过程。

表1 重点监控工艺参数、安全控制的基本要求
5.2 分析节点的选择及HAZOP研究结果
为保证间歇加氢工艺的安全稳定性,我们选择其危险性较大的单元进行HAZOP研究。根据间歇加氢工艺流程可知,加氢反应釜物料进口、排气和放料管道、夹套加热和冷却水进出管道之间的管线对工艺过程的安全性起重要作用,故选择该段设备及管线作为分析节点,对工艺参数可能发生的各种偏差进行HAZOP,其分析结果如表2所示。
5.3 HAZOP建议项落实前后的风险分布情况
5.3.1 没有建议项前的风险分布情况
没有建议项前的风险分布情况如表3所示。
5.3.2 落实建议项后的风险分布情况
落实建议项后的风险分布情况如表4所示。
5.4 HAZOP结果实施情况
HAZOP结果实施情况如表5所示。
6 间歇加氢工艺的反应安全风险评估研究
间歇加氢工艺较为复杂,尽管对其进行了半定量性质的HAZOP研究,但对其安全风险形成机理和核心安全参数研究不系统、不透彻,极易造成配套的安全技术和工程措施缺乏针对性和有效性,并由此引发灾难性的生产安全事故。因此,应针对间歇加氢工艺过程中涉及的原料、中间体物料、产品等化学品进行热稳定测试,对化学反应过程开展热力学和动力学分析。根据反应热、绝热温升等参数评估反应的危险等级,根据最大反应速率到达时间等参数评估反应失控的可能性,结合相关反应温度参数进行多因素危险度评估,确定反应工艺危险度等级。根据反应工艺危险度等级,明确安全操作条件,从工艺设计、仪表控制、报警与紧急干预(安全仪表系统)、物料释放后的收集与保护、厂区和周边区域的应急响应等方面,提出有关安全风险的防控建议。
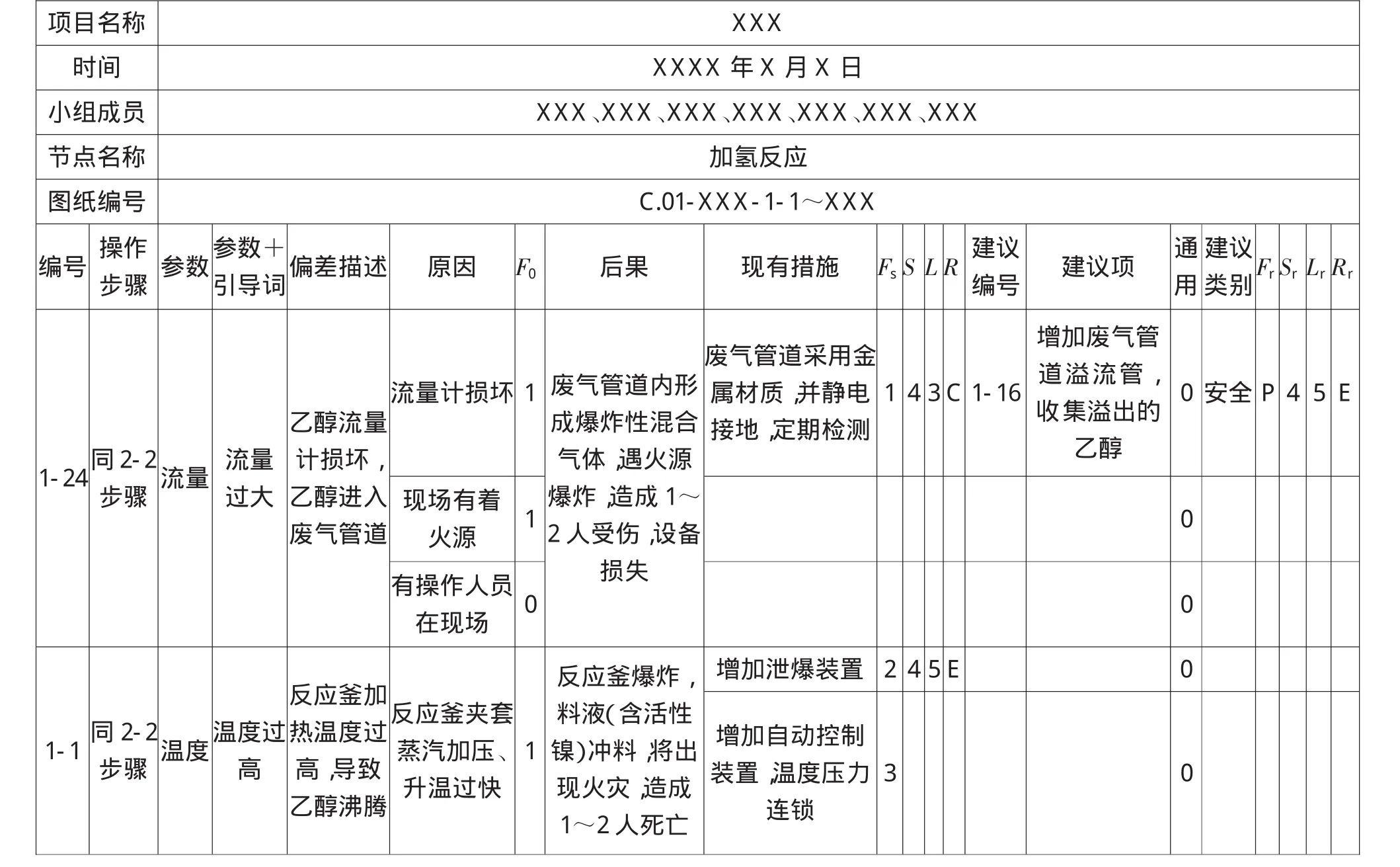
表2 HAZOP分析结果
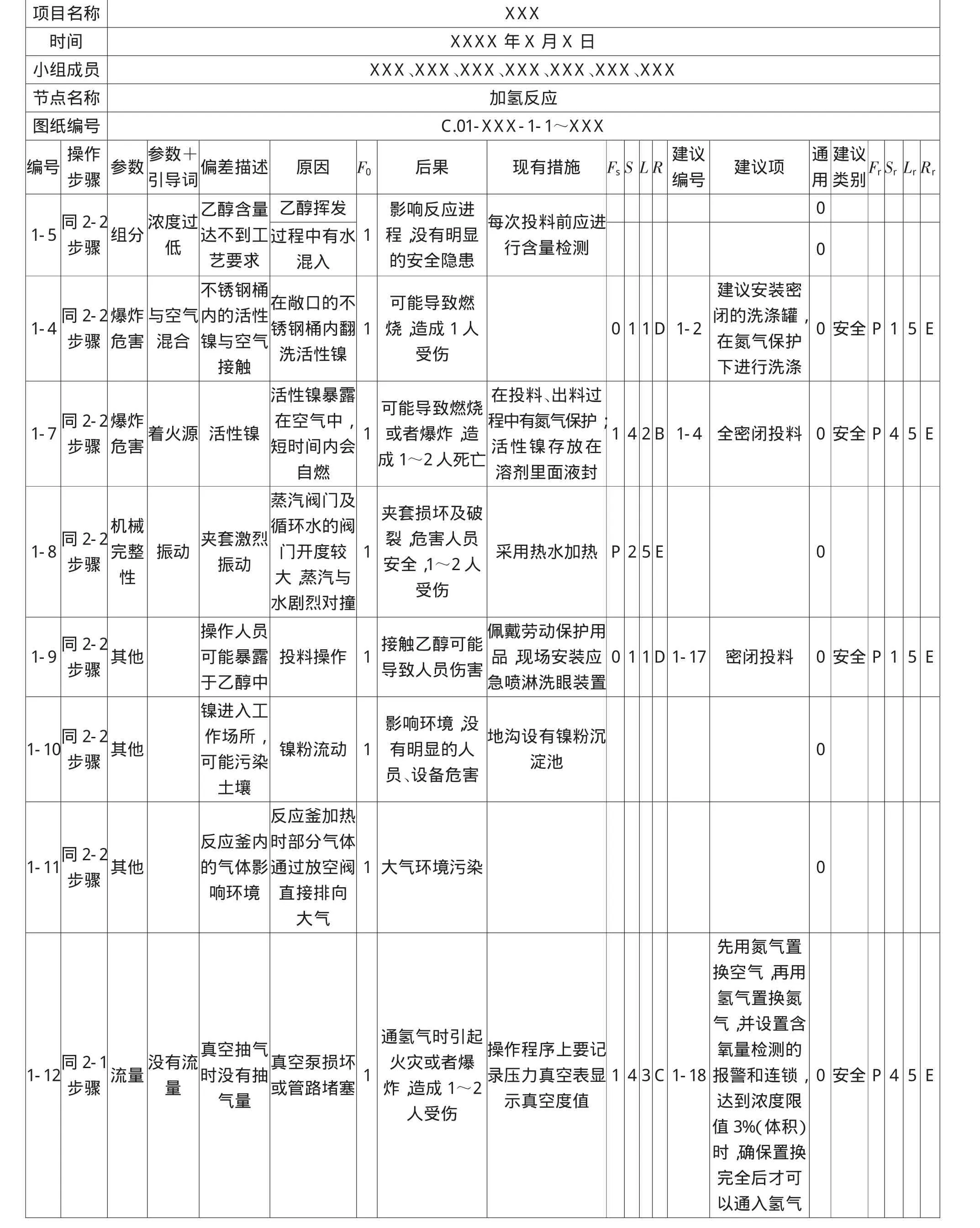
续表

续表

续表

续表

表3 没有建议项前的风险分布情况

表4 落实建议项后的风险分布情况

表5 HAZOP结果实施情况
反应工艺危险度评估是精细化工反应安全风险评估的重要评估内容。反应工艺危险度指的是工艺反应本身的危险程度,危险度越大的反应,反应失控后造成事故的严重程度就越高。
将温度作为评价基准是工艺危险度评估的重要原则。一般考虑4个重要的温度参数,分别是工艺操作温度Tp、技术最高温度MTT、失控体系最大反应速率到达时间为24 h对应的温度TD24以及失控体系可能达到的最高温度MTSR,评估准则如表6所示。
实验测试获取包括目标工艺温度、失控后体系能够达到的最高温度、失控体系最大反应速率到达时间为24 h对应的温度、技术最高温度等数据。在反应冷却失效后,4个温度参数值大小排序不同,根据分级原则,对失控反应进行反应工艺危险度评估,形成不同的危险度等级;根据危险度等级,有针对性地采取控制措施。应急冷却、减压等安全措施均可以作为系统安全的有效保护措施。对于反应工艺危险度较高的反应,需要对工艺进行优化或者采取有效的控制措施,降低危险度等级。常规控制措施不能奏效时,需要重新进行工艺研究或工艺优化,改变工艺路线或优化反应条件,减少反应失控后物料的累积程度,保障工艺过程安全。
本案例的危险工艺反应安全风险分析和落实情况如表7所示。
根据分析结果表明,采取常规的自动控制系统,对主要的反应参数进行集中监控及自动调节(DCS或PLC),即可满足该加氢工艺的安全仪表系统要求。
参照国际电工组织IEC 61508/61511标准及相关规范规定,依照安全有效性/目标风险降低因数来划分安全完整性等级(SIL)。各安全完整性等级(SIL)定义如表8所示。
常规的DCS或PLC控制系统,其目的是为了实现工艺控制的相关功能;DCS单个回路的可靠性为10-1,相当于表8中SIL-1的安全仪表回路的可靠性,印证了表7的采纳结论。
7 危险化工工艺的控制系统与相关安全设施
危险化工工艺的控制系统与相关安全设施如表9所示。

表6 反应工艺危险度等级评估准则

表7 危险工艺反应安全风险分析和落实情况

表8 安全完整性等级(SIL)定义及对应情况

表9 危险化工工艺的控制系统与相关安全设施
8 其他安全对策和措施
8.1 工艺系统操作方面
(1)通入氢气,开始氢化时,人员离开反应区域,在控制室完成远程可视化手动/自动控制操作;
(2)依据工艺生产的特点,远程监控记录及控制相应的温度、压力、液位、流量等参数;
(3)设置可燃气体/有毒气体的检测及报警装置。
8.2 平面布置方面
(1)宜单独设置氢化车间,每个氢化反应釜均单独设置房间;
(2)有足够的泄爆面积;
(3)氢化反应间内尽可能不布置与氢化反应无关的设备;
(4)氢气瓶间宜设置在氢化车间的边缘部分,并单独存放氢气瓶,应与氧气、压缩空气、卤素、氧化剂及其他助燃性气瓶隔离存放。
8.3 管道的设计与布置
(1)氢气管道的设计流速一般不大于10 m/s。
(2)管材应为无缝钢管,阀门宜采用球阀或截止阀。
(3)氢气管道泄漏量试验合格后必须使用不含油的氮气吹扫直至出口无铁锈、尘土及其他脏物。
(4)供氢管路宜单独设置供应使用点;氢气管道不得穿过不使用氢气的房间或技术夹层;氢气管道穿过墙壁或楼板时应敷设在套管内,套管内的管段不应有焊缝,氢气管道穿越处孔洞应用阻燃材料封堵。
(5)氢气管道在房间入户处应设切断阀,与使用氢气的设备之间应安装止回阀,车间内管道末端宜设放空管。
(6)氢气放空管应设置阻火器,阻火器应设在管口处;放空管应引至室外,放空管管口应高出屋脊3.5 m,放空管同时应有防雨雪浸入和杂物堵塞的预防措施,压力大于0.1 MPa时,阻火器后的管材应该采用不锈钢管。
(7)架空管道不应与电缆、导电线路、高温管线共用同一支架。
(8)氢气管道与氧气管道、其他可燃气体、可燃液体管道共架敷设时保持不小于250 mm的净距;分层敷设时,氢气管道应在其他管道上方。
(9)碳钢材质的氢气管道的焊接宜采用氩弧焊打底;不锈钢管道的焊接应采用氩弧焊。
(10)氢气管道的连接,应采用焊接,与设备、阀门的连接,可采用法兰或锥管螺纹连接;螺纹连接处,应采用聚四氟乙烯作为填料。
8.4 土建方面
氢化间的顶部平面应平整,防止氢气在顶部凹处积聚。建筑物顶部或外墙的上部应设气窗或排气孔。排气孔应设在最高处,并朝向安全地带。
8.5 电气方面
(1)氢化间内的电气设施选型,不应低于氢气爆炸混合物的危险等级ⅡC、温度组别T1;
(2)暴露于室外的设备,如安全罐、屋面的风机、风管、氢化反应釜的放空管等应有防雷措施;
(3)在氢气有可能积聚处或氢气浓度可能增加处,宜设置固定式可燃气体检测报警仪,该仪器应设在监测点(释放源)上方或房间顶端,其安装高度宜高出释放源0.5~2 m,且周围留有不小于0.3 m的净空。
8.6 通风条件
(1)氢气使用区域应通风良好,保证空气中氢气最高含量不超过1%(体积)。采用机械通风的建筑物,进风口应设在建筑物下方,排风口设在上方。
(2)事故排风装置应与氢气检测装置连锁。
9 注意事项
(1)根据研究分析,可以确定危险有害事故的发生与生产操作参数正常与否具有正相关性。
(2)通过对间歇加氢工艺的HAZOP进行研究,可以发现若出现超高温、超高压和搅拌器停转等不正常因素时,将提高发生事故的可能性,同时造成的危险性也较大。因此,对温度、压力和搅拌速率等的控制是防止加氢反应发生事故的关键。同时防止各种泄漏是保证其安全生产的基本条件。
(3)搅拌器、加热/冷却系统和真空系统出现故障对生产安全影响重大,应予以重点关注。
(4)间歇加氢反应对操作人员的要求很高,包括设备清洗、氮气置换、加料、反应参数控制和反应物处置等。因此相关操作人员必须经过安全、应急、抢救专业的培训合格后方能上岗操作。
(5)由于加氢属于危险工艺,反应使用的原料为易燃易爆品、自燃品且操作条件控制要求苛刻,稍有不慎,极易发生火灾、爆炸、中毒等事故。因此在设计时应采取紧急排放、多重操作参数检测和显示、安全连锁、安全报警等多项技术措施。
10 结语
针对间歇加氢工艺的危害性分析已有较系统的分析方法,例如采用安全检查表、预先危险性分析、危险度评价、事故树法、重大事故后果分析法等,大多都属于定性分析,而HAZOP风险矩阵分析法、保护层分析法(LOPA)属于半定量分析的方法。
加氢工艺的安全设计需要基于工艺流程简图、工艺操作规程等基础资料,从工艺、设备、控制、操作、维修、保养、管理等方面进行HAZOP研究,提出相应的安全对策和措施;同时针对间歇加氢工艺中涉及的原料、中间体物料、产品等化学品进行热稳定测试,对化学反应过程开展热力学和动力学分析,给出反应工艺危险度等级评定;结合LOPA工具,了解假想事故情景是否有足够的保护层,判断现有的安全措施是否处于可接受的水平,以此确定安全仪表系统的安全完整性等级(SIL)。
加氢工艺的本质安全必须要从工艺设计的本质安全开始,从工程设计的源头做起,工艺设计中采取的安全措施为加氢生产运行的安全奠定了良好的基础。加氢工艺设计人员和加氢生产运行的操作、管理人员必须深入了解加氢工艺的特性,为加氢工艺装置的安全生产提供更加可靠的保障。
猜你喜欢
中国临床医学影像杂志(2022年5期)2022-07-26
煤气与热力(2022年4期)2022-05-23
四川精神卫生(2021年3期)2021-07-20
中国金属通报(2020年4期)2020-07-04
中国肿瘤临床(2019年12期)2019-09-02
科技传播(2016年17期)2016-10-10
浙江大学学报(工学版)(2016年2期)2016-06-05
中国塑料(2014年12期)2014-10-17
中国中医药现代远程教育(2014年20期)2014-03-01
制冷学报(2014年6期)2014-03-01