超高压协同冷冻脱壳对南美白对虾品质的影响
2018-11-06 12:55崔燕林旭东康孟利宣晓婷姚凌俏凌建刚
现代食品科技 2018年10期
崔燕,林旭东,康孟利,宣晓婷,姚凌俏,凌建刚
(宁波市农业科学研究院农产品加工研究所,宁波市农产品保鲜工程重点实验室,浙江宁波 315040)
南美白对虾(Penaeus vannamei)又称凡纳滨对虾,是我国三大养殖对虾之一,产量位居养殖对虾首位。虾仁是南美白对虾收获后加工的重要产品,脱壳则为其产后加工的重要环节。目前,虾类主要采用传统手工脱壳,存在效率低、产虾仁率低、完整率低及质量安全难以保证等问题。因此,在劳动力日益紧缺、高品质虾仁需求日益增长的形势下,急需一种既能高效实现脱壳,又能有效保证品质的处理方式。
超高压(high hydrostatic pressure)技术是21世纪备受关注的一种新兴食品非热加工技术,可在常温甚至低温条件下实现杀菌、钝酶以及改善物料结构和特性等目的,并最大程度保持食品的风味和营养物质[1,2]。近年来,水产品脱壳成为了超高压技术的另一重要应用领域,目前已实现贝类的完全脱壳并产业化应用[2~4]。Hsu 等[5]研究发现,牡蛎在 250 MPa、2 min或300 MPa不保压条件下可实现完全脱壳。皱纹盘鲍则可在200~300 MPa不保压条件下实现完全脱壳,脱壳效率、得肉率显著提高,并有效减少菌落总数[6]。虾类是超高压脱壳另一重要研究对象,超高压是其潜在辅助脱壳手段。王芝妍等[7]研究发现,超高压有助于中华管鞭虾脱壳,200~300 MPa下脱壳效果明显改善,虾仁硬度、弹性和咀嚼性显著提高,口感增强。陈少华等[8]在南美白对虾脱壳研究中发现,200 MPa、3 min条件下脱壳时间较手工脱壳缩短60.43%,得肉率提高6.21%,并可增加虾仁保水性,改善其加工特性。杨徽等[9]利用100~400 MPa处理南美白对虾,发现脱壳速率较未处理组明显提升,但与冷冻辅助脱壳相比无明显优势,脱壳效果非常有限,且高压下虾仁熟化现象严重。因此,为保持虾仁品质并进一步提高虾类,尤其是南美白对虾等软壳虾类的脱壳效率,联合其他技术是一有效解决方案。冷冻后解冻是目前普遍使用的虾脱壳预处理方法,该法虽可大幅提高脱壳速率、虾仁完整性及得肉率,但解冻过程耗时且易造成虾仁品质劣变,超高压能够实现快速解及改善品质的优势[1,10]正好弥补冷冻辅助脱壳的这一缺点。
本文以南美白对虾为原料,结合超高压技术与冷冻预处理各自优势,在评价超高压协同冷冻处理脱壳效果基础上,以虾仁的汁液流失率、持水性、色泽和质构参数等为指标,分析超高压协同冷冻处理对南美白对虾品质的影响,为利用超高压协同冷冻技术在南美白对虾脱壳中的应用提供理论依据和指导。
1 材料与方法
1.1 材料与试剂
海水养殖鲜活南美白对虾,购于宁波市路林水产交易市场,置于海盐水、供氧条件下快速运往实验室;其他试剂均为分析纯。
1.2 主要仪器与设备
CQC2L-600型全液相超高压设备,北京速原中天股份有限公司;速冻库,天津金九环机电制冷成套设备有限公司;ZLE-B300型均质机,上海众时机械公司;PB-10型pH计,德国Sartorius公司;CR-5色差仪,日本柯尼卡美能达公司;TA.XT Plus质构仪,英国Stable Micro Systems公司;H1850R型台式高速冷冻离心机,湖南湘仪离心机仪器有限公司;MS105DU电子分析天平,Mettler Toledo仪器有限公司。
1.3 试验方法
1.3.1 样品处理
选取大小均一、颜色相近的鲜活南美白对虾(每只体重10.0±1.1 g),流水洗净,控水后迅速置于托盘于速冻库进行冷冻处理,待虾体中心温度达到-18 ℃时用蒸煮袋密封包装(每袋10只虾)备用。选取处理压力200(FT+200 MPa组)、300(FT+300 MPa组)、400 MPa(FT+400 MPa组),保压时间 1、3、5 min,所有处理均在室温条件下进行。高压处理过程中虾体已完成解冻,随后即在常温下对各处理后的南美白对虾进行手工脱壳,并以未经辅助脱壳处理的新鲜非活体南美白对虾(空白对照,直接手工脱壳,Control组)及冷冻南美白对虾(对照,静水解冻后脱壳,FT组)作为对照。每个处理3个平行。
1.3.2 脱壳效果评价
通过测定各条件下的脱壳时间、虾仁完整率及得肉率评价脱壳效果。
脱壳时间:首先对脱壳人员进行培训,形成一致的脱壳方法和速率。手工脱壳包含三个步骤:去头,去第一节壳,然后将虾仁拉住尾巴后完整拉出,若拉不出,则手工去壳。然后对经过不同条件和参数处理的对虾进行脱壳,记录每组10只对虾所用的脱壳时间(s),每个处理进行3次平行试验。
虾仁完整率:虾在脱壳过程中容易出现虾仁尾部或体节中部断裂的现象。分别统计各处理组10只对虾脱壳后完整虾仁个数(N),每个处理进行3次平行试验,完整率计算公式如下:

得肉率:准确称量不同处理组整鲜虾重量(W0,g)和虾仁重量(W1,g),每组10只对虾,每个处理组进行3 次平行试验,按公式(2)计算各组得肉率。

1.3.3 虾仁汁液流失率及持水性的测定
汁液流失率的测定:虾仁的汁水流失率是反映虾仁保水能力的一个重要参数。一般来说,汁液流失率越低,虾仁的品质越好。
分别准确称取各组处理前鲜虾质量(M0,g)、脱壳后虾仁质量(M1,g)及虾壳与虾头等废料的重量和(M2,g),每次称量前均统一用滤纸吸干表面水分,然后通过公式(3)计算各组虾仁的汁液流失率[10],每个处理组进行3次平行试验。

虾仁持水性的测定:本试验中持水性用离心后的失水多少进行衡量。在洁净干燥的离心管底部填入棉花,再将脱壳后的虾仁放入离心管,在4500 r/min下离心5 min后取出称重,持水性以离心失水率WWH表示,计算公式如下:

式中,MM和MN分别为离心前、后的虾仁质量(g)。
1.3.4 pH值的测定
虾仁pH值的测定方法参照《食品安全国家标准食品pH值的测定》(GB/T 5009.237-2016)。每个处理组称取虾仁5 g,加蒸馏水至50 mL,充分均质后静置30 min,取滤液后用pH计测定。
1.3.5 虾仁的色泽分析
采用CR-5色差仪对各处理组虾仁颜色进行分析。将脱壳后的虾仁沿背部中线剖开,在虾仁腹部内部截面均匀选取两点测定,记录L*、a*,b*值,每组取5只虾仁(5个重复),利用白度(WI)及总色差(∆E)计算虾仁色泽的变化程度。

式中:∆L*-处理组与对照组 L*值之差;∆a*-处理组与对照组a*值之差;∆b*-处理组与对照组b*值之差。
1.3.6 虾仁质构参数的测定
采用 TPA模式对虾仁的全质构参数-硬度、弹性和咀嚼性进行测定。测定参数:P/5探头,探头下行速度2 mm/s、下压速度0.5 mm/s、回升速度0.5 mm/s,触发力5 g,形变50%。每组取5个平行样进行测定,每个样品重复测定3次,测定部位为虾仁第二腹节中央。
1.3.7 数据分析
各组数据以平均值±标准差(mean±SD)表示,应用SPSS 18.0软件(美国SPSS公司)以one-way ANOVA法及 Duncan检验对实验数据进行组间比较和差异显著性分析。以p<0.05为存在显著性差异。
2 结果与讨论
2.1 超高压协同冷冻处理对南美白对虾脱壳效果的影响
脱壳时间、虾仁完整率及得肉率是评价南美白对虾脱壳效果的重要指标。不同处理南美白对虾的脱壳时间如表1所示,可以看出冷冻及超高压协同冷冻处理均有助于对虾脱壳,脱壳时间较未处理组显著降低(p<0.05);超高压协同处理可在冷冻处理的基础上进一步提高对虾的脱壳速率,在200~400 MPa、保压1~5 min的条件下脱壳时间均短于冷冻处理组,其中300、400 MPa处理下的改善效果明显,300 MPa、1 min处理下脱壳时间仅为未处理组的 40.20%(p<0.05),为冷冻处理组的 86.46%(p<0.05),大大提高了对虾的脱壳速率。而陈少华等[8]利用优化条件200 MPa、3 min(20 ℃)处理南美白对虾时,脱壳时间为96 s(6只,16 s/只),脱壳速率远小于本实验中所有高压协同冷冻处理的 102.33~122.33 s(10 只,10.23~12.23 s/只),表明超高压与冷冻联合处理对南美白对虾脱壳具有协同增效的作用。杨徽等[9]和易俊洁等[11]在南美白对虾超高压脱壳研究中发现,100~400 MPa超高压处理与冷冻辅助脱壳相比无明显优势,脱壳低于或与冷冻辅助脱壳效果相当,这一发现也从一定程度上证实了本实验中高压与冷冻的协同增效作用。
不同处理条件下虾仁完整率及得肉率见表 1,从中可以看出,超高压协同冷冻处理下虾仁完整性及得肉率较未处理组、冷冻处理组均有所提高。其中,除200 MPa处理1 min外,其他超高压协同处理组虾仁完整率均显著高于冷冻处理组(p<0.05),并随着压力的上升完整率显著提高,300 MPa、1 min处理虾仁完整率较FT组显著提高69.24%(p<0.05),原因可能是随着压力的升高,肌肉蛋白和壳肉之间的黏连蛋白逐渐发生变性,致使肌肉纤维与壳体黏连组织松懈,壳肉较易分离,故完整性提高;这亦与虾壳、虾仁收缩率的不同相关[2,9]。300 MPa处理1 min,400 MPa处理 3~5 min条件下得肉率显著高于冷冻处理组(p<0.05),这与超高压条件下虾仁完整性的提高密不可分。对比陈少华等[8]仅利用超高压(150~250 MPa)对南美白对虾辅助脱壳条件下的得肉率(>54%),本实验中经冷冻联合处理的南美白对虾得肉率有所下降,这是由于冷冻过程中冰晶形成,致使细胞受到破坏,肌肉保水性下降,从而导致汁液流失上升,最终导致得肉率下降,此推论将在后续南美白对虾汁液流失率的变化中得到验证。
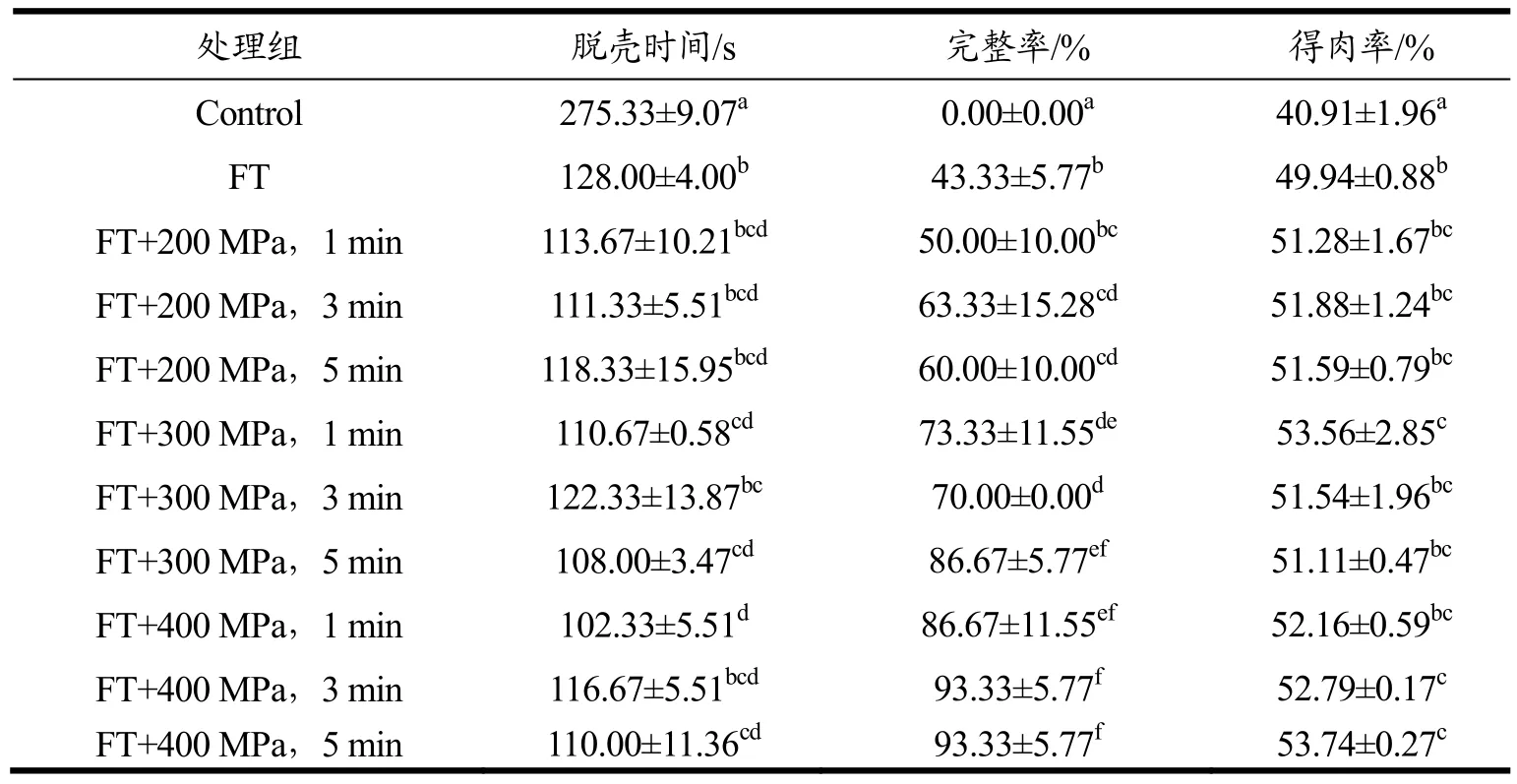
表1 超高压协同冷冻处理对南美白对虾脱壳时间、虾仁完整率及得肉率的影响Table 1 Effect of high hydrostatic pressure combining with freezing on the shucking time, integrity and meat yield ratio of Penaeus vannamei
2.2 超高压协同处理对白对虾品质的影响
2.2.1 超高压协同冷冻处理对南美白对虾汁液流失率及持水性的影响

图1 超高压协同冷冻处理对南美白对虾(a)汁液流失率和(b)持水性的影响Fig.1 Effect of high hydrostatic pressure combining with freezing on(a) the drip loss and(b)water binding capacityof Penaeus vannamei
虾仁的汁液流失率及离心失水率是反应虾仁保水能力的重要参数,影响着虾仁品质的优劣。由图1可知,冷冻辅助脱壳后的虾仁汁液流失及离心失水严重,汁液流失率和离心失水率分别为未处理组的 1.66和1.86倍(p<0.05),这是由于在冷冻过程中虾体内部水分形成冰晶,组织细胞遭到破坏,解冻后其内部水分析出,导致汁液流失、肉质劣变。但超高压协同处理后,由于冷冻造成的汁液流失及离心失水现象明显改善,在200~400 MPa压力范围内,虾仁的汁液流失率及离心失水率呈现先降低后增加的趋势,这可能是在低压力200~300 MPa区段处理下虾肉中的蛋白酶催化部分盐桥,使其消失,导致离子强度增加,蛋白质水合作用增强,从而增加了肌肉蛋白的持水能力[12,13];而当压力超过300 MPa时,随着压力的升高,虾仁的肌纤维结构遭到破坏,肌肉细胞持水能力下降,从而导致汁液的流失[14,15]。其中,FT+300 MPa、1 min组脱壳及离心后总汁液流失率最小(8.09%),脱壳汁液流失率及离心失水率仅为FT组的50.75%和70.14%(p<0.05),各指标数值接近未处理组新鲜值并无显著差异。
2.2.2 超高压协同冷冻处理对南美白对虾 pH的影响
各处理组虾仁pH值如图2所示,未处理组虾仁的pH值为6.65,经过超高压协同冷冻处理后虾仁pH值均有所上升,增幅随压力的上升及保压时间的增加而呈现出上升的趋势,在400 MPa压力处理超过3 min条件下,虾仁的pH显著高于冷冻处理组(p<0.05),但在200 MPa(≤3 min)和300 MPa、1 min条件下pH值均与未处理新鲜虾仁值无明显差异。黄万有[16]研究发现100~500 MPa压力处理会使南美白对虾肌肉pH升高,并随压力增加而上升明显。Briones-Labarca等[17]用超高压处理红鲍也发现了pH显著上升的现象。易俊洁等[18]对海湾扇贝超高压研究中亦得到了类似的结果。超高压引起组织pH的升高可能与蛋白质变性相关,在高压作用下,维持蛋白质高级结构的非共价键发生破坏,诱发蛋白质变性导致其构象发生变化,部分肽链展开,碱性基团暴露,从而致使pH值上升[6,19,20]。此外,pH上升的原因亦可能是高压促进蛋白质、氨基酸等含氮物质分解成氨、胺类等碱性物质引起的[21,22]。
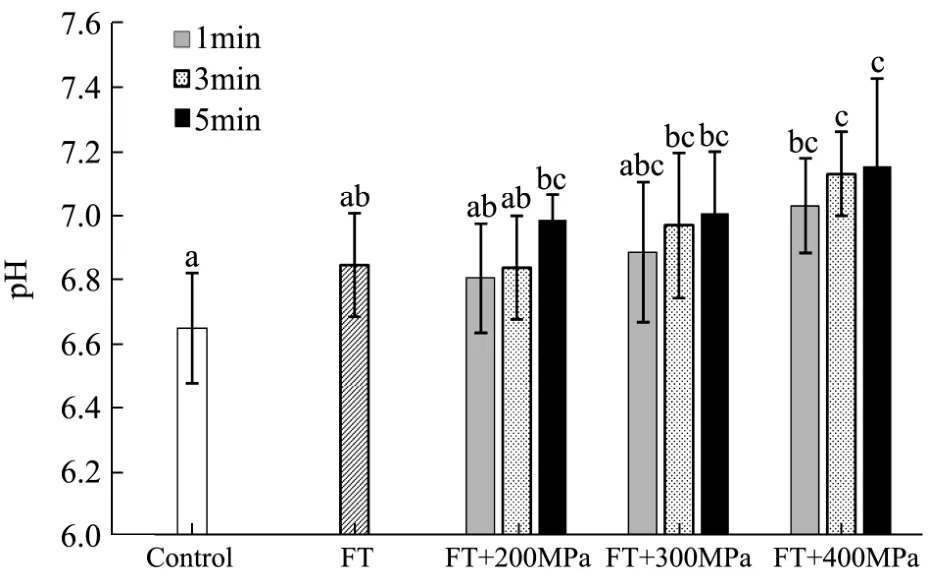
图2 超高压协同冷冻处理对南美白对虾pH的影响Fig.2 Effect of high hydrostatic pressure combining with freezing on the pH of Penaeus vannamei
2.2.3 超高压协同冷冻处理对南美白对虾色泽的影响
色泽是评价水产品感官特征的重要参数,是消费者判断水产品品质的重要指标。从表2中可以看出,新鲜虾仁肌肉内部的亮度参数L*值为41.80,超高压协同冷冻处理组的L*值在57.17~68.89之间,显著高于未处理组及冷冻处理组(p<0.05),并随处理压力的增加及保压时间的延长,虾体内部亮度 L*值显著升高,表明超高压处理可使虾仁变白,并降低虾仁的透明度,致使虾体出现熟化现象。这与易俊洁等[6]在鲍鱼超高压研究及黄万有等[23]在南美白对虾超高压研究中的发现一致,主要是由于压力作用下虾体内蛋白发生变性,肌原纤维蛋白、肌浆蛋白等发生凝聚,从而使虾仁亮度增加。
a*从正值到负值表示从红色到绿色,b*从正值到负值则表示从黄色到蓝色。新鲜虾仁肌肉内部的a*值和b*值均为负数,表明新鲜南美白对虾虾仁肌肉偏蓝绿色,这与陈少华等[8]所得偏红黄色的结果有所不同,这应该是由于原料来源不同造成的。从表2中可以发现,虾仁内部的a*值随压力的增大呈现出先减小后增大的趋势,在压强400 MPa,处理时间大于3 min时a*值显著大于未处理组和冷冻处理组,但处理时间对其影响不大。同样,虾仁内部b*值亦呈现出与a*值相似的变化趋势,这种变化趋势与鲍鱼、南美白对虾超高压实验中所得到的相一致[6,8]。其原因可能是超高压改变了维持蛋白质高级结构的非共价键,在较低压力时(200 MPa),虾仁中的虾青素与蛋白质结合较强,a*、b*值降低,颜色偏向于蓝绿色;随着压力的升高及保压时间的延长,蛋白质结构展开,与虾青素的结合减弱,红度和黄度呈现上升趋势。超高压协同冷冻处理后虾仁的白度(WI)和总色差(∆E)较未处理组及冷冻处理组均显著提高(p<0.05)。随着压力的升高,虾仁的白度和总色差值明显增大,虾仁逐渐变白,透明度逐渐降低,在≥300 MPa、保压时间≥3 min处理条件下∆E值均在20以上,说明超高压处理后虾仁色泽发生了明显变化,使其呈现熟化外观。
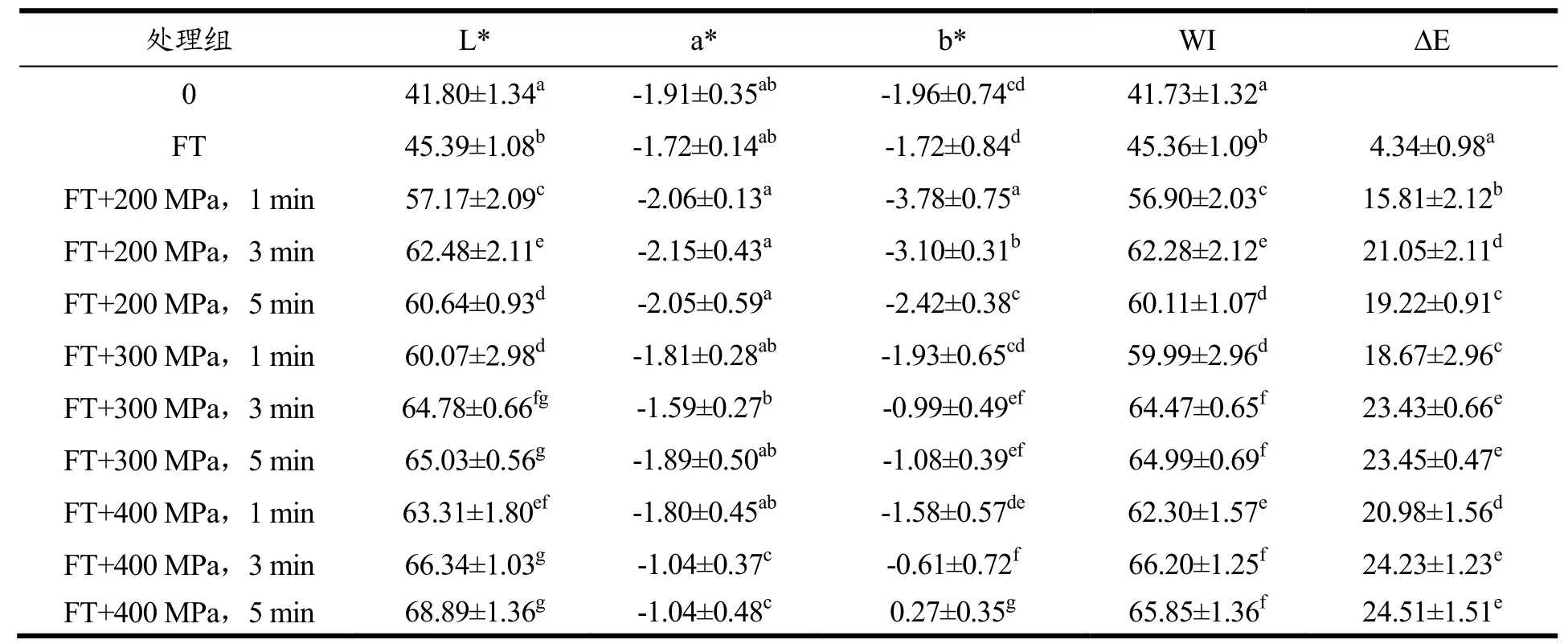
表2 超高压协同冷冻处理对南美白对虾色泽的影响Table 2 Effect of high hydrostatic pressure combining with freezing on the colour of Penaeus vannamei
2.2.4 超高压协同冷冻处理对南美白对虾质构的影响
各处理组虾仁质构参数如表3所示,超高压协同冷冻处理后虾仁的硬度、弹性、咀嚼性均发生了不同程度的变化。与冷冻处理组相比,在低压、短时的超高压协同处理条件下,虾仁的硬度、咀嚼性变化不明显,而在较高处理条件下(200~300 MPa、5 min,400 MPa)其硬度急剧增加,这可能是随着压力增加及保压时间的延长肌球蛋白逐渐发生变性聚合,巯基-二硫键交联使蛋白分子结构更加稳定,从而提高虾仁的硬度和咀嚼性[13,24,25]。而对于虾仁的弹性,除200 MPa处理1、3 min外,超高压协同处理组的弹性均显著低于冷冻处理组,这主要是高压处理后虾仁肌肉结构变紧密,致使弹性下降[8,26]。
虾体死后进入僵直阶段,硬度不断升高,鲜度保持良好,随后硬度下降并进入自溶状态,鲜度持续下降,腐败变质。虾体组织松软、蛋白酶活性较强,死后僵直期短,组织易变软且腐败速度加快,因此超高压处理后硬度的增加在一定程度上延缓了虾体肌肉组织质构的改变,且可提高食品的口感[7,27]。以上结果表明,适当的超高压处理能在一定程度内降低冷冻处理对虾仁质构造成的影响,提高虾仁的硬度和咀嚼性,减缓虾仁质构品质的下降速度,有利于保持虾仁的鲜度[7]。
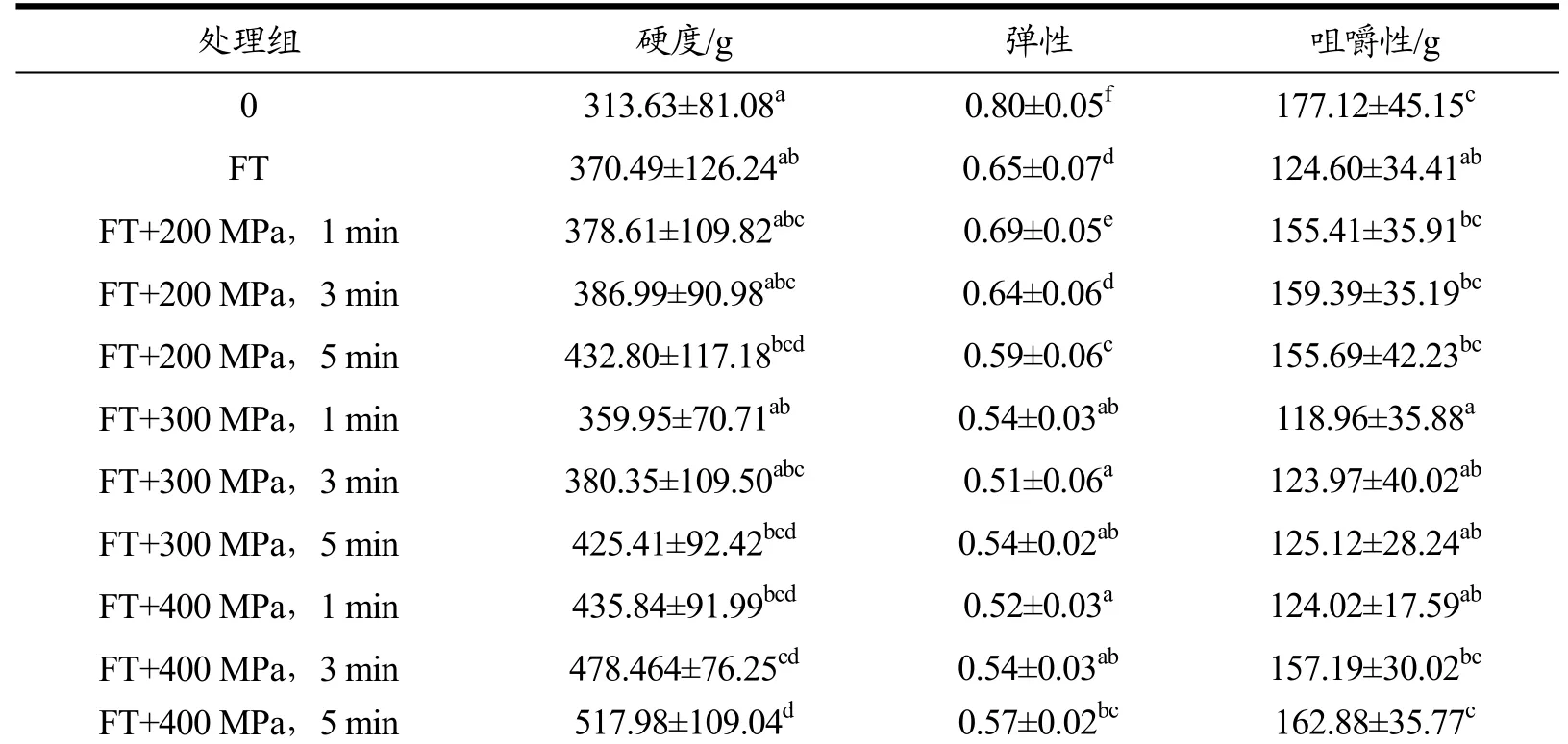
表3 超高压协同冷冻处理对南美白对虾质构的影响Table 3 Effect of high hydrostatic pressure combining with freezing on the texture of Penaeus vannamei

3 结论
超高压协同冷冻处理对南美白对虾脱壳具有良好的辅助效果,适当的压力及保压时间可在冷冻处理的基础上有效缩短南美白对虾的脱壳时间,提高虾仁完整性及得肉率,但冷冻过程引起的汁液流失、虾仁的持水性、pH、色泽和质构会随着压力、保压时间的不同而发生不同程度的变化。300 MPa(≥3 min)、400 MPa协同冷冻处理后,虽然脱壳速率、虾仁完整率和得肉率均大幅提升,但虾仁pH、色泽明显变化,呈现熟化外观;200 MPa协同冷冻处理后,汁液流失率下降明显,品质得到改善,但脱壳速率及得肉率较冷冻组均无显著性提高;300 MPa、1 min协同冷冻处理组汁液流失率、离心失水率均显著下降,持水性提高,色泽在感官上与新鲜虾仁无明显差异。另外,超高压的协同处理在一定程度上可降低冷冻处理对虾仁质构造成的影响,提高虾仁的硬度和咀嚼性,增强虾仁口感。此外,超高压处理亦可有效缩短脱壳前虾体解冻所需时间。因此,为避免压力引发蛋白变性导致的肌肉品质劣变,结合超高压协同冷冻处理后南美白对虾的脱壳效果、汁液流失、持水性、色泽及质构等指标,建议300 MPa、1 min协同冷冻辅助南美白对虾脱壳比较适宜。
猜你喜欢
科普童话·学霸日记(2021年2期)2021-09-05
石家庄铁路职业技术学院学报(2021年1期)2021-06-09
渔业致富指南(2020年12期)2020-12-20
河北农机(2020年9期)2020-10-15
家庭科学·新健康(2020年12期)2020-02-04
今日农业(2019年14期)2019-01-04
合作经济与科技(2017年17期)2017-09-04
商情(2017年10期)2017-04-30
综艺报(2017年4期)2017-03-29
红领巾·探索(2016年2期)2016-09-10