
面向螺旋锥齿轮数控机床的故障诊断系统建设探讨
2018-11-01 05:23:42张世亮
机械设计与制造工程 2018年10期
张世亮
(武威职业学院教务处,甘肃 武威 733000)
目前,很多著名机械加工企业都使用数控机床设备,随着数控机床使用数量的增加,其出现故障的机率也随之增加。国内数控机床故障诊断水平低于发达国家[1],同时还缺乏相关的经验和理论。如何提高故障诊断效率,一直是国内制造企业探究的问题。在此背景下,本文结合故障树分析方法,对螺旋锥齿轮数控机床的故障诊断问题进行分析,利用VB6.0软件构建诊断系统,以提高故障诊断效率,促进国内制造业的发展,缩短国内外在数控机床方面的差距。
1 螺旋锥齿轮数控机床诊断与预警模块开发
结合专家的维修经验,基于故障树构建故障推理模型,利用VB6.0软件开发针对机床电气、电压、温度的诊断模块,监测特征振荡信号,并进行故障诊断和分析。
1)基于故障树的诊断模块。

2)推理故障诊断模块。
根据专家经验构成多元组case={I,Ej,P,F,G,T,M,D,A},式中:I为故障ID;Ei={ei,di},为故障特征,其中ei为故障特征值,di为故障等级;P为故障位置;F为现象;G为原因;T为检测顺序;M为排除方法;D为故障记录;A为注释。将多元组结果录入故障数据库,并建立相应的索引和关键词[3]。
3)故障预警模块。
依据螺旋锥齿状态,结合稀疏性理论,降低冗余信息,记录机床结果信息,构建机床状态特征函数f(ei),然后对特征函数f(ei)进行加权优化得到f权(ei),从而实现机床状态认知向基础函数的量化转变。其过程如图1所示。

图1 基于稀疏理论的机床状态识别模型
其中,非平稳信号反映了螺旋锥齿啮合振动、顶尖相对滑动、磨削颤振的状态,一旦非平稳状态信号出现改变,状态冗余字典将利用稀疏编码提取非平稳特征值,通过自组织映射,将故障信息及时显示给操作者,如图2所示。

图2 检测信息特征提取与映射过程
发生故障时,依据监测数据记录故障信息,存入故障字典,并依据组织映射最小量化误差(minimum quantization error,MQE)值,以提高系统故障识别能力,对未知故障进行预警[4]。
4)建立故障数据库。
定义Fault、Fault Category、Constraint、Fault Treatment、Fault Symptom、Fault Part、Instrument实体,Fault与Constraint、Fault Treatment与Fault Part、Fault与Fault Part、Fault Symptom与Fault间的关联性为1∶n,将故障树结构映射在故障数据库内,并将故障树枝干与叶子、顶事件与底事件、中间事件之间区分对待。数据库不仅为螺旋锥齿数控机床故障提供故障识别信息,还能进行故障信息更新,或者故障信息注释、故障信息关注和删除,降低知识冗余率。数据库实体结构关系如图3所示。

图3 数据库实体结构关系
2 实验分析
以上海电气集团生产的螺旋锥齿轮数控机床为例,进行试验分析。
2.1 基于稀疏性的螺旋锥齿系统状态识别模型测试
1)模型训练。
在螺旋锥齿轮数控机床加工过程中,头架、工件、尾架的正常运行与否,直接影响螺旋锥齿回转系统的加工精度、稳定性,对加工工件的质量产生显著影响[5]。信号字典中要记录标准的系统状态振动数据,特别是啮合振动信号、顶尖相对滑动振信号、磨削颤振动信号,并提取稀疏特征值,内容如图4所示。

图4 螺旋锥齿机床3种信号字典
根据3种信号字典,得到螺旋锥齿轮状态分布,如图5所示。

图5 螺旋锥齿轮状态分布
2)空载状态下振动信号。
在空载状态下,螺旋锥齿轮啮合振动信号如图6(a)所示,试验结果如图6(b)所示,说明在空载情况下,齿轮啮合振动信号可均匀映射到正常振动区,映射结果分布比较集中,螺旋锥齿轮状态稳定。

图6 空载情况下振动信号
3)顶尖相对滑动增加时振动信号识别。
在顶尖相对滑动增加时,振动信号如图7(a)所示,试验结果如图7(b)所示。
由图7可知,在螺旋锥齿轮状态分布图中,滑动区域出现较多信号映射,正常啮合振动区域内的映射结果集中[6],滤除振动信号中存在的齿轮啮合振动信号,可判断原区域波形中剧烈脉冲信号是由顶尖滑动引起的。顶尖滑动增加属于非正常现象。实际测试可知,尾架在满载状态下,工作一段时间后出现头架下陷问题,超出尾架顶尖对中的公差范围。经校对后,顶尖滑动处于合理范围。
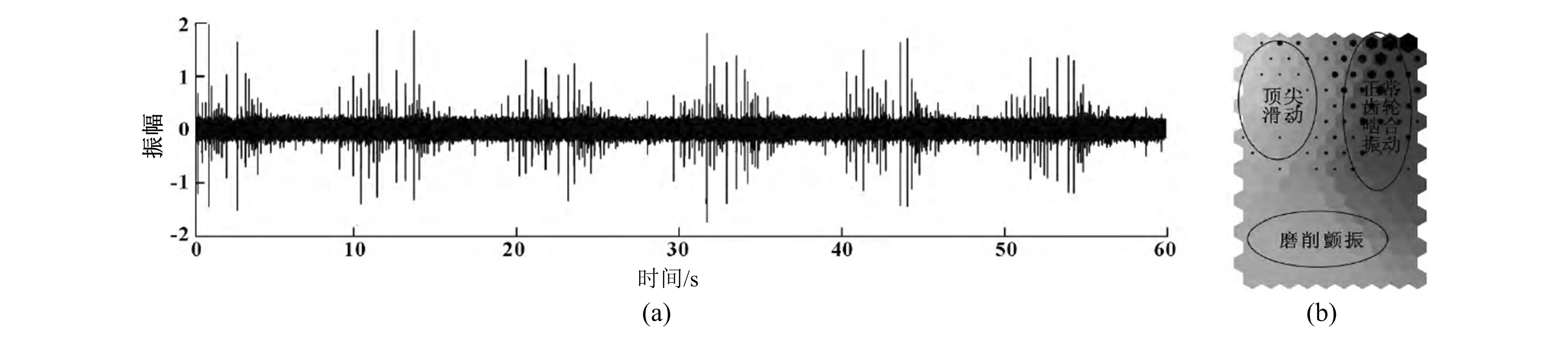
图7 滑动点增加情况下振动信号
2.2 基于故障树的螺旋锥齿数控机床诊断测试
基于故障树的螺旋锥齿数控机床故障诊断模块如图8所示。在运行过程中,出现报警号为70012的“X轴静止误差超范围”报警信息,数控机床延迟故障诊断中心获得报警信息后,进入基于故障树的数控机床诊断模块进行在线诊断。系统通过数据库定位“X轴静止误差超范围”所在的故障树,针对下一层子事件进行故障排查,发现“SI型继电器持续发送信号”的PLC控制器显示的信号状态为“报警”,再根据此信号触发下一层子事件,发现SL5液位、SP9滤油网的PLC状态正常,故初步判定故障为“15号电机/B6号油泵故障”、“Y6/Y7溢油阀故障”、“YV2电磁阀故障”或“SI型继电器损坏”。系统进入人机交互状态,通过维修人员排查,确认是SI型继电器损坏,经维修,故障排除。

图8 螺旋锥齿数控机床故障诊断模块
3 结束语
随着人工智能技术的发展,现代数控机床的功能越来越强大,在机械制造中发挥着重要的作用。数控机床在使用过程中出现故障是不可避免的事,在短时间内对数控机床出现的故障进行准确诊断并快速排除故障是现代机械制造企业的需求。本文借助故障树分析方法,运用VB6.0软件,构建了螺旋锥齿轮数控机床故障诊断系统,帮助现场维修人员快速找出故障,并提供维修建议。由于本系统实现螺旋锥齿轮数控机床的智能化诊断,使得故障诊断结果更准确,处理效率更高,大幅提高了螺旋锥齿轮数控机床故障处理的成功率。
猜你喜欢
制造技术与机床(2019年12期)2020-01-06 03:17:26
制造技术与机床(2018年12期)2018-12-23 02:41:20
制造技术与机床(2018年11期)2018-11-23 01:08:02
山东冶金(2018年5期)2018-11-22 05:12:22
电子制作(2018年10期)2018-08-04 03:24:46
意林(绘英语)(2018年1期)2018-04-28 01:21:42
制造技术与机床(2017年3期)2017-06-23 08:11:38
电子制作(2017年20期)2017-04-26 06:57:41
光学精密工程(2016年6期)2016-11-07 09:08:06
城市轨道交通研究(2015年11期)2015-02-27 11:02:50
