
建筑防火电缆的探讨
2018-10-30 12:45蒋仁章
现代建筑电气 2018年9期
蒋仁章, 范 涛
(安徽太平洋电缆股份有限公司, 安徽 无为 238371)
0 引 言
目前,建筑市场上的防火电缆种类繁多,主要以矿物绝缘电缆(主要是BTTZ)以及衍生的隔离型防火电缆(YTTW、RTTZ、RTTW、TBTRZLY、NG-A)为主。隔离型防火电缆没有具体的执行标准,行业内都是根据公司的企业标准进行制造。
为了便于客户选型和规范行业制造,本文对防火电缆产品类型、性能优缺点、关键制造技术、使用场合以及未来隔离型防火电缆发展方向进行详细介绍。
1 建筑电线电缆防火设计要求
1.1 电线电缆分类
电线电缆根据其本身具有的燃烧特性,分为普通电线电缆、阻燃电线电缆、耐火电线电缆、无卤低烟阻燃电线电缆、无卤低烟阻燃耐火电线电缆、隔离型防火电缆及矿物绝缘电缆[1-3]。电线电缆分类如表1所示。
表1 电线电缆分类
电缆耐火性能指标如表2所示。

表2 电缆耐火性能指标
C、W、Z试验图如图1所示。
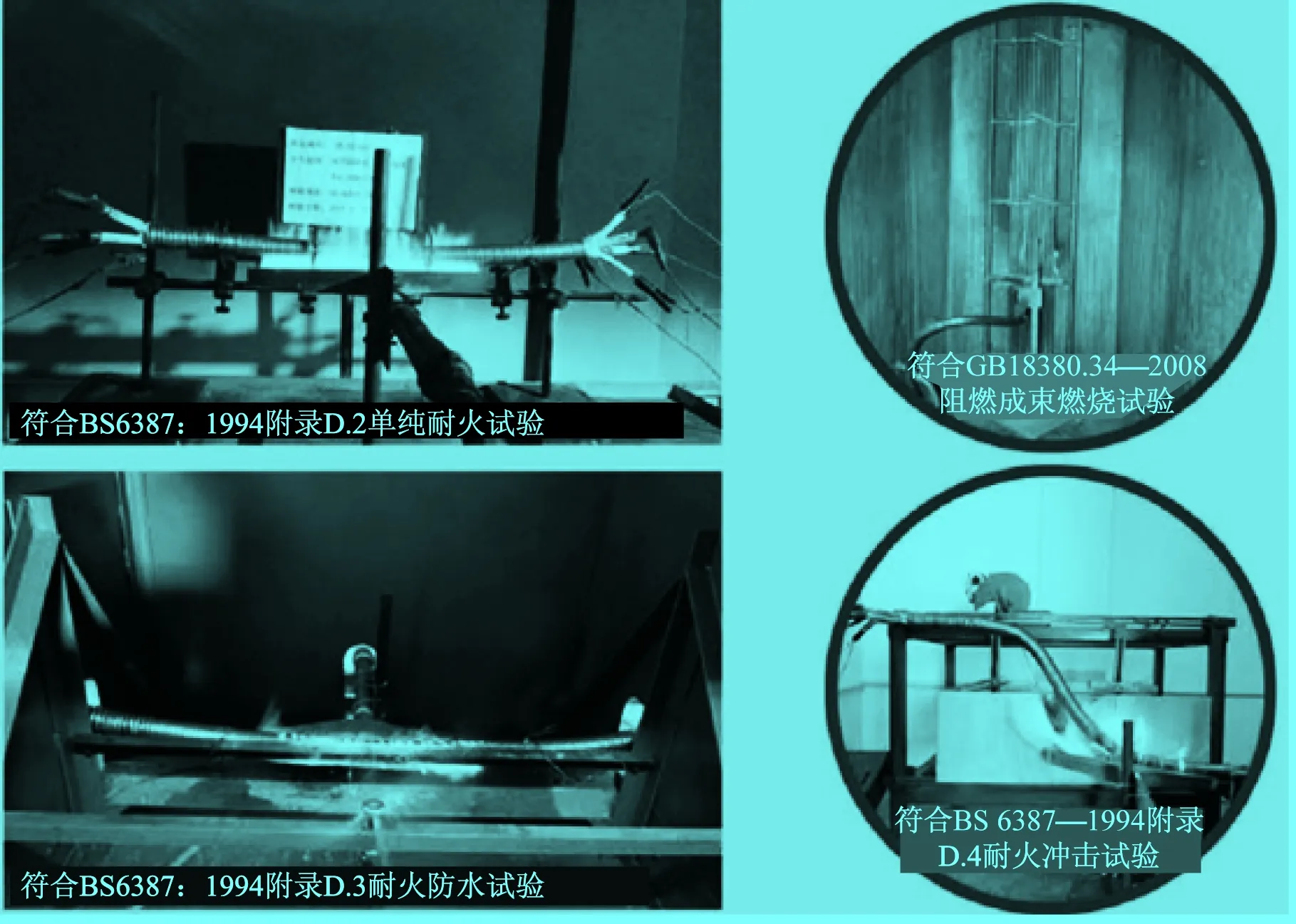
图1 C、W、Z试验图
1.2 电线电缆的选用
DBJ 08-2048—2016《民用建筑电气防火设计规程》明确规定,特级场所中消防设备供电干线及分支干线应采用矿物绝缘电缆,一级、二级公共建筑消防水泵的供电干线应采用矿物绝缘电缆、隔离型防火电缆或防火性能符合相关标准BS 6387—2013、BS 8491—2008的电缆。
2 防火电缆种类
2.1 常用防火电缆种类及执行标准
常用防火电缆种类及执行标准[4-6]如表3所示。

表3 常用防火电缆种类及执行标准
2.2 柔性防火电缆与传统防火电缆比较
(1) BTTZ矿物绝缘电缆是由导体、无机绝缘材料(通常是氧化镁粉)和铜护套组合加工而成。
(2) YTTW、RTTZ隔离型防火电缆是由导体、无机矿物合成云母绝缘、铜护套扎纹纵包焊接组合加工而成。
(3) RTTW隔离型防火电缆是由导体、无机矿物云母绝缘、低烟无卤阻燃辐照交联聚烯烃绝缘、防火泥填充、低烟无卤阻燃聚烯烃护套、铜护套扎纹纵包焊接组合加工而成。
(4) TBTRZLY隔离型柔性防火电缆是由导体、无机矿物云母绝缘、低烟无卤阻燃辐照交联聚烯烃绝缘、防火泥填充、低烟无卤阻燃聚烯烃内护套、铝合金带(铜带、不锈钢带)连锁铠装、低烟无卤阻燃聚烯烃外护套组合加工而成。
(5) NG-A(BTLY)隔离型柔性防火电缆是由导体、无机矿物云母绝缘、低烟无卤阻燃辐照交联聚烯烃绝缘、铝合金管、防火泥填充、低烟无卤阻燃聚烯烃护套组合加工而成。
各类防火电缆性能对比如表4所示。
3 工艺研究
3.1 BTTZ矿物绝缘电缆制造工艺
BTTZ矿物绝缘电缆生产工艺有预制氧化镁瓷柱法、氧化镁粉自动灌装法和氩弧焊连续焊接法3种。本文仅介绍传统的预制氧化镁瓷柱法工艺。
该工艺是将选好的氧化镁粉烘干后加入特殊的粘结剂,使其制成糊状。该添加剂一方面要保证预制氧化镁瓷柱管坯压制成型,另一方面要压制氧化镁瓷柱管坯,避免脱模。常用的粘结剂有纤维素、石蜡等材料。经过处理后的粉料送到压机上进行压制成型,压好后的氧化镁瓷柱放进储料箱或传送带,输送到电炉内煅烧(煅烧温度为1 200 ℃左右)。煅烧后的瓷柱送到装配台,为了避免装配弄脏瓷柱,可先将其装入管坯(长约为9 m),由专用芯杆定位,而后穿入所需的芯坯(长约为10 m)。为避免装配时瓷柱吸潮,氧化镁瓷柱应采用热装配,温度不低于100 ℃,装配完毕后进行反复拉拔和退火,直至成品。预制氧化镁瓷柱法工艺流程如图2所示。
3.2 NG-A(BTLY)铝连续挤压包覆、氩弧焊连续焊接工艺
NG-A(BTLY)金属铝管护套生产工艺有铝连续挤压包覆、氩弧焊连续焊接法。铝连续挤压包覆将一定数量的进料送进钢制淬硬挤压轮,挤压轮圆周上加工成环状的槽,用钢制靴接近并覆盖挤压轮1/4的圆周。钢靴一端被安装在一根回转轴上,另一端被液压活塞紧压在轮子上,当轮子旋转时进料被挤压进轮槽和靴之间的间隙。进料之间会产生高压,一些能量被转化为热能,升高的温度足以使物料变成半熔融状态。靴内安装着适合安装模具的“模腔”,模腔的安装应保证模具是从模腔出来的物料唯一出口。半熔融材料在压力的推动下进入该模腔,并通过模具,这样就能生产出按要求挤压的各种截面的产品。该产品被临近的冷却水系统冷却,然后被卷绕或进行其他操作。铝连续挤压包覆原理如图3所示。

图2 预制氧化镁瓷柱法工艺流程
交联聚乙烯塑料的熔融温度在230 ℃左右,而铝半熔融温度在530 ℃左右,挤在绝缘上的温度仍然较高,容易烫伤绝缘。为了保证绝缘不被烫伤,冷却非常重要,冷却水的流速、流量要大,冷却水装置距离模口尽量近,使铝管一出模口就能快速、充分冷却。同时模具设计也非常重要,为了避免绝缘烫伤,铝管内/外径要偏大,所以采用挤管式模具挤制铝护套,但为降低后道工序成本,铝管还需进行拉拔减径。
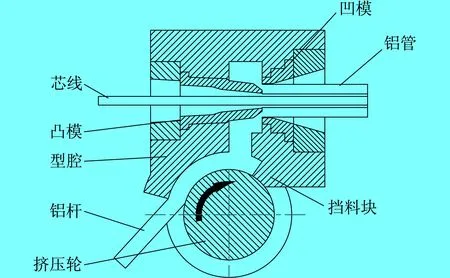
图3 铝连续挤压包覆原理
氩弧焊连续焊接法工艺是在氩气和氦气的保护下采用经过压延的厚度均匀的铝板,经清洗、精切、纵包、焊接、拉拔、在线检测来实现的,一铝板为负极,钨极为正极,通过低电压、大电流来完成焊接。钨极焊头直径只有2 mm,并且由保护气体连续吹向焊点处,迅速带走热量,焊接部位快速冷却,绝缘层不受任何影响。
连续挤压包覆产品具有无缝不漏、材料利用率高、生产速度快、成本低等优点,可生产15 mm以下的小直径电缆,但容易烫伤绝缘线芯。氩弧焊连续焊接法可以避免绝缘线芯烫伤,但焊接用带材规格较多,不易于统一生产。
3.3 TBTRZLY柔性防火电缆联锁铠装工艺
根据带材的压型模,目前联锁铠装的形式主要分为S型、Z型、矩形3种,S型联锁铠装的柔软性较好,Z型联锁铠装的抗拉性较好,矩形联锁铠装的伸缩性较好。
联锁铠装用带材可以是镀锌钢带、不锈钢带、铜带、铝合金带等,铝合金带要求采用5052系列的铝合金材料,其机械性能要求达到抗拉强度(280±10)MPa,伸长率控制在5%~8%。如果抗张强度太小,那么扎制的螺旋状联锁铠装带外观不好,铝合金的抗压强度也达不到要求;若抗拉强度太大,则铝合金不易弯曲,弹性大,加工困难。
3.4 阻燃防火矿物填充配方研制
防火阻燃填充物包括含硅粘合物、无机阻燃化合物、矿物化合物,还可包含硅酸盐改性剂、硅酸盐固化剂、颜料,具有优异的防火效果,会失去水分吸收大量的热量,以达到阻燃效果。
防火泥配方至关重要。混合后的防火泥要求具有一定的粘度,让防火填充物质可以通过双螺杆挤出机挤出包覆在缆芯上,同时包覆在线芯上的防火泥还应保持长期柔软性。
4 柔性防火电缆发展方向
柔性防火电缆在性能上增加BS 6387—2013标准规定的C、W、Z技术要求,同时JG/T 313—2014标准已经增加对YTTW的BS 6387—2013试验要求,后续标准修订也会增加对BTTZ相应技术要求。BTTZ矿物绝缘电缆在性能上与柔性防火电缆相比,其优越性不在于耐火性能,而在于不可燃性能。柔性防火电缆的发展方向需要结合国家标准GB 31247—2014《电缆及光缆燃烧分级》[7],达到A级或B1燃烧等级。燃烧等级性能指标如表5所示。

表5 燃烧等级性能指标
4 结 语
防火的电缆的种类繁多,尤其是衍生的隔离型防火电缆目前没有具体的执行标准,行业内均是根据各自公司的企业标准进行制造的。
猜你喜欢
中阿科技论坛(中英文)(2022年4期)2022-04-29
科技视界(2021年18期)2021-07-14
矿业工程研究(2020年3期)2020-12-26
化学与粘合(2020年3期)2020-09-11
探索科学(学术版)(2020年1期)2020-03-26
无机盐工业(2019年7期)2019-12-27
电子制作(2018年14期)2018-08-21
中国石油石化(2017年5期)2017-04-13
中国塑料(2016年9期)2016-06-13
中国塑料(2015年11期)2015-10-14
