
支撑辊R圆弧裂纹缺陷研究
2018-10-24 06:24黄建波
机电信息 2018年30期
黄建波
(湖南华菱涟源钢铁有限公司2250热轧板厂,湖南娄底417009)
0 引言
支撑辊是轧钢厂最重要的工艺装备,一支经济价值可达上百万元,一旦发生轧辊事故,则经济损失严重,并且会影响热轧厂正常生产,因此支撑辊的安全使用是热轧厂一个需要研究的课题。除去一般的支撑辊辊面剥落、掉肩等问题,还有一个R圆弧开裂问题在热轧厂经常发生,一旦发生R圆弧开裂,支撑辊必须停用。
1 课题来源
在轧制过程中支撑辊辊身承受工作辊的轧制力,轴承部位承受压下系统的轧制力,这两个力方向相反(图1),因此辊身与轴承安装部位一般设计有R圆弧进行过渡,以防止应力集中造成支撑辊沿辊身侧面断裂,但实际使用过程中R圆弧处存在批量开裂的现象。

图1 轧钢过程中支撑辊受力情况
2 原因分析
在实际使用过程中,支撑辊使用周期长达5~10年,使用条件为高温潮湿的环境,支撑辊辊身端部极易发生锈蚀,为了防止R圆弧部位发生锈蚀,支撑辊侧面一般采用一道橡胶密封,该密封与辊身侧面紧密接触,防止水蒸气进入R圆弧区及油膜轴承内。但由于支撑辊在轧制过程中会产生一定弯曲,橡胶密封区与支撑辊端部发生轻微摩擦,在支撑辊辊身侧面会产生一圈凹槽,凹槽产生后水封的贴合度降低,同时锈蚀会使得密封面粗糙不平,密封效果逐渐变差;下支撑辊该问题更加突出,因为工作辊冷却水会淋在下支撑辊的端部。水汽进入R圆弧部位后使得该部位发生锈蚀,在交变应力作用下极易导致R圆弧处发生裂纹(图2)。该问题常常批量发生,导致支撑辊周转紧张。
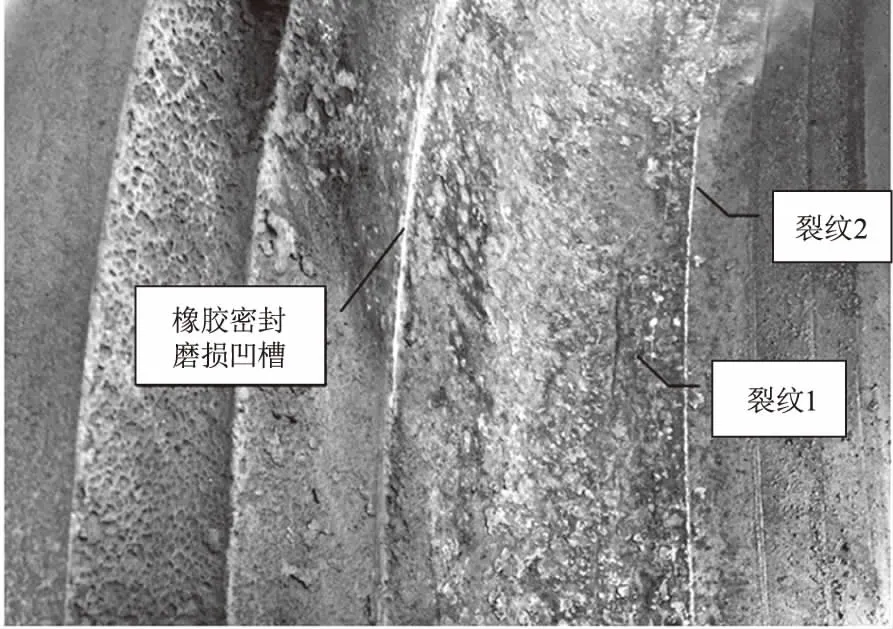
图2 支撑辊磨损及裂纹情况
导致该问题的原因有四个:
一是轧制过程中,支撑辊存在弯曲,转动过程中水封与辊身侧面长期摩擦导致磨损出凹槽。
二是辊身侧面锈蚀严重,导致凹槽处不平整,影响橡胶密封的密封效果。
三是长期轧制高强薄规格、极窄规格,轧制力甚至达到4 000 t以上,轧辊弯曲大,R圆弧应力集中过大。
四是水质不达标,热轧厂漏油现象时有发生,导致水中Cl-、电导率急速攀升。氯离子是天然水中普遍存在的腐蚀阴离子,它有极高的极性,能促进腐蚀反应;又有很强的穿透性,容易穿透金属表面的保护膜,造成缝隙腐蚀和孔蚀,特别是易造成奥氏体不锈钢腐蚀开裂,危害很大,能使金属在短期内锈蚀。在轧钢生产线,主要体现在对设备、管道及钢板的腐蚀上,极度影响设备的使用寿命。这也加速了支撑辊R圆弧裂纹处的电化学腐蚀。
3 解决措施
根据失效的原因,曾经尝试增大R圆弧半径,以进一步缓解应力集中,但是这样做会缩短锥形段长度,使油封效果变差,油膜轴承更有可能进水,因此排除了这种改进方式。
经查阅相关资料,部分钢厂采用支撑辊肩部双台阶圆弧过渡的方式解决该问题,一般一段圆弧半径为30 mm,二段圆弧半径为60 mm,这样既降低了整体的支撑辊边部应力梯度,降低了支撑辊掉肩的风险,又增强了角部的圆弧过渡,降低了应力集中的风险(图3)。但此种方式也有一个问题,如果设计时是单圆弧,后想改为双圆弧,势必会缩短辊面长度166 mm,而这会改变辊面缩短后支撑辊的受力状态,以2 250 mm长度支撑辊为例,单位长度承受的轧制力升高约8%,因此选择这种方式必须在轧线设计时考虑。

图3 双台阶圆弧支撑辊
针对支撑辊侧面生锈的问题,曾经考虑在支撑辊端部刷一层油漆,但是并未取得良好的效果,时间一长,油漆里层仍生锈,油漆层翘起。
为了从根本上解决支撑辊侧面生锈的问题,我们尝试修改支撑辊图纸,要求支撑辊供货商在机加工时在支撑辊辊身侧面开槽,用于安装一陶瓷衬板,陶瓷环安装前在槽内涂胶,以起到密封和增强结合力的作用,再用螺栓固定(图4)。选用陶瓷衬板的目的一是为了得到一个光滑的界面,从而减小与橡胶密封之间的摩擦磨损;二是陶瓷衬板作为一个可更换件方便更换;三是彻底解决了钢铁材料易生锈的问题。从实际使用的效果来看,这种措施基本解决了支撑辊R圆弧处进水的问题。

图4 辊身侧面增加陶瓷环衬板
改善水质。以前轧钢厂补水采用其他工序用过的大污水,后为了解决钢材表面生锈问题采用河水补水,轧钢厂成为新水使用的第一用户,水质指标得到明显改善(图5)。
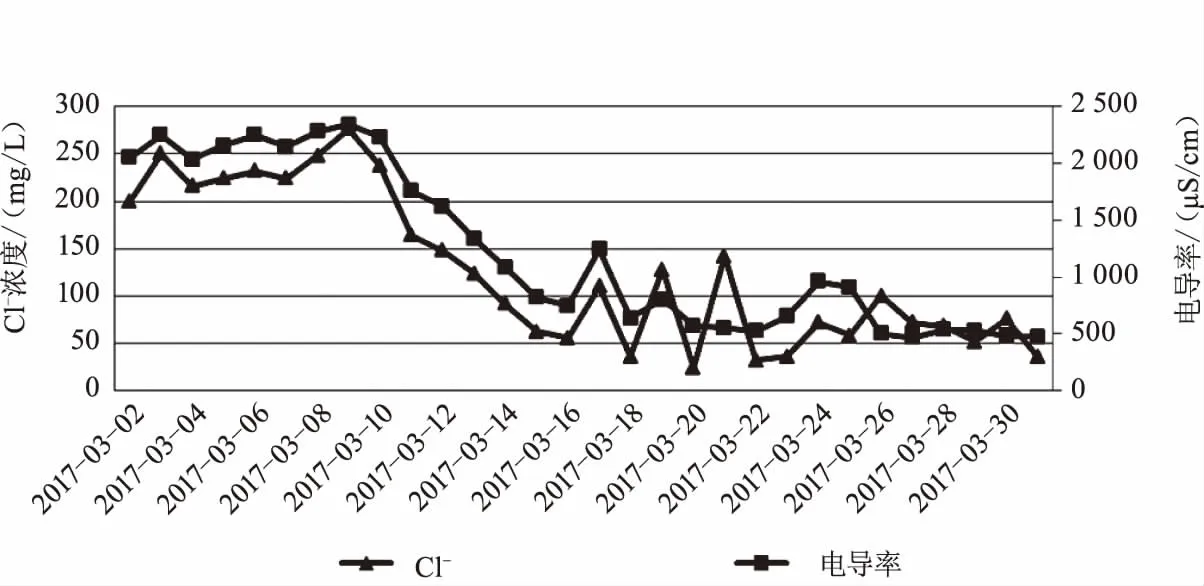
图5 水质指标变化趋势
完成以上优化后,支撑辊开裂情况明显好转(图6)。

图6 历年来裂纹辊支数
4 结论
(1)热轧厂曾经因为支撑辊端部进水发生大批量支撑辊R圆弧处开裂的问题,造成大量支撑辊异常报废,成本损失严重,影响正常生产。
(2)本文经过现场调查,分析了造成R圆弧开裂的主要原因:一是水封与辊身侧面摩擦导致磨损出凹槽;二是辊身侧面锈蚀严重;三是R圆弧应力集中过大;四是水质不达标,加速了支撑辊R圆弧裂纹处的Cl-电化学腐蚀。
(3)通过对可能的措施进行分析,最终选择可行性较高的在支撑辊辊身侧面开槽,并增加陶瓷环的方式解决了支撑辊R圆弧开裂的问题,并取得了明显的效果,为热轧厂的轧辊安全使用提供了有效的技术保障,为今后热轧线设计提出了合理的建议。
猜你喜欢
云南冶金(2022年3期)2022-07-02
建材发展导向(2022年4期)2022-03-16
石油工程建设(2021年6期)2022-01-10
科学技术创新(2020年6期)2020-04-18
水电与新能源(2020年1期)2020-04-18
制造技术与机床(2018年10期)2018-10-13
中国氯碱(2017年8期)2017-09-08
制造技术与机床(2017年3期)2017-06-23
中国铸造装备与技术(2017年3期)2017-06-21
小学教学研究(2017年21期)2017-02-26
