液压支架结构件生产的过程控制分析
2018-10-23 11:31:40董惠芳
机械管理开发 2018年10期
董惠芳
(西山煤电(集团)有限责任公司机电厂, 山西 太原 030053)
引言
液压支架包括支撑式液压支架、掩护式液压支架和支撑掩护式液压支架三种类型。液压支架能够有效承担塌落岩石的载荷,其结构件主要包括顶梁、尾梁、液压油缸、控制单元、辅助装置、连杆和底座。本次研究以掩护式液压支架结构件为例,探讨液压支架结构件生产的过程控制。
1 板材的下料
本次研究选用的掩护式液压支架的主要原材料为Q460系列的高强板材。为了提升液压支架结构件的整体焊接质量,在板材下料前应做好板材表面的除锈工作,防止铁锈对焊接造成的不良影响。通过对整板喷砂技术的充分运用,将板材下料的误差控制在2 mm/1000 mm内,并清除熔渣,确保板材表面的光滑度。
应做好坡口的加工处理工作。施工人员可采用机械切割和热切割的方法,对坡口进行加工处理。在采用热切割方法加工坡口的过程中,应运用丙烷气对坡口进行切割并使用氧气进行氧化处理,清除剩余的熔渣,确保切割面的光滑。同时,在机械切割的过程中,应确保切割表面的清洁,做好去油污处理。此外,应使坡口的角度允差小于5°,高度误差维持在2 mm以内[1]。
2 铆工的点对
由于铆工的点对质量会对焊接的强度和质量造成一定影响,甚至可能导致液压支架的变形。因此,在焊接前,应完善铆工的点对工作,提升铆工点对的准确性,确保结构件根部的间隙分布均匀,将错边和间隙的允差控制在合理范围内。针对局部间隙过大的状况,应采用二氧化碳气体保护焊和T506碱性焊条手工电弧焊对间隙进行补焊处理。同时应对铰接部位的尺寸进行严格限定,预留出2 mm左右的反变形余量,防止变形对结构件性能产生不良影响[2]。
3 液压支架结构件的焊接过程
3.1 焊前分析
本次研究采用的Q460系列的高强板材化学成分质量百分比分别为:w(C)=0.20%、w(Si)=0.55%、w(P)=0.035%、w(S)=0.035%、w(Cr)=0.70%、w(Ni)=0.70%、w(Al)=0.015%、w(Mn)=1.70%、w(V)=0.20%、w(Nb)=0.15%、w(Ti)=0.20%。碳当量约为0.62%。
通过对上述数据进行分析可知,磷的含量相对较低,因此,产生热敏感性的几率较低。碳当量约为0.62%,无法形成焊接的良好基础,具有较大的冷裂纹敏感性,因此,需要加强对该板材的焊前预热处理。计算得知,该板材焊前预热的温度约为141℃,因此,应根据本企业的生产特点,合理调控板材的预热温度,将其控制在150~200℃之间。
3.2 焊接清理
在焊接前,施工人员应根据板材的特点,合理选择焊接方式。现阶段,一般采用二氧化碳气体保护焊焊接板材。在选择焊丝的过程中,应采用粒径为1.6 mm的HS60型焊丝,确保焊丝的表面经过镀铜处理,防止焊丝发生受潮现象对焊接质量造成的不利影响。同时,在焊接前,应采用手提电动砂轮机将坡口和焊接部位20 mm内的铁锈和油污清理干净,此外,也可以采用手工清除的方法。
3.3 焊接预热
由于本次研究的掩护式液压支架结构件的主材为Q460板材,为了防止该类型板材因冷却速度过快产生的冷裂纹,应在焊接前对该板材进行预热处理,将预热的温度设置为150~200℃之间,在此过程中,还可以采用氧气和丙烷加热法以及整体加热法,将焊接部位的温度维持在150~200℃。同时,由于460系列板材具有厚度大和散热快的特点,因此,应采用焊接和加热同时进行的方式,将板材加热至2 m左右的焊缝,使板材的温度控制在150~200℃再进行焊接处理,防止该钢板产生冷裂纹。
3.4 焊接参数设置
在焊接的过程中,为了提升焊接的强度和质量,应选择合理的焊接方法和设置科学的焊接参数。本次焊接采用二氧化碳气体保护焊,采用多条多道焊缝,依据对称施焊方法的指导焊接,实现较少变形现象发生的概率。例如,针对16 cm高的板材,应采用6道3层焊缝。6道3层焊缝示意图如图1所示。
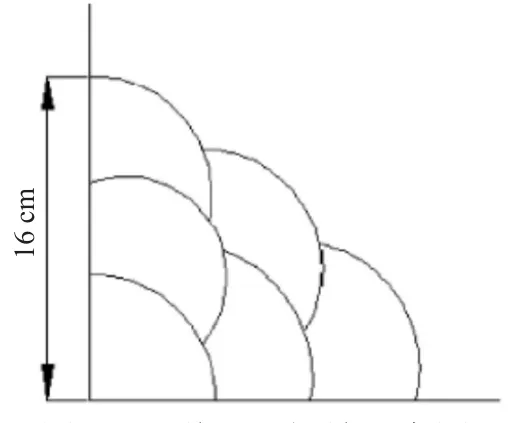
图1 6道3层焊缝示意图
1)为实现对焊接变形现象的有效防控,提升焊接的整体质量,应合理设置焊接的参数。第一道焊缝的焊接速度应由慢变快,电流参数设置应避免过大和过小,防止产生难以脱除的熔渣,对焊接的效率造成不良影响。例如,某企业在焊接第一道焊缝的过程中,设置电流值为300 A,设置电压值为30 V,设置焊接速度为25 cm/min,有效降低了熔渣的产出率,确保了焊接表面的光滑程度,提升了焊接的整体质量。
2)应做好焊接后的质量检查工作,一旦发现焊接表面存在夹渣和气孔等问题,应采用电动砂轮打磨机清除夹渣,采用手工电弧焊对气孔进行修复。在此过程中应注意,严禁遗漏任何缺陷。
3)在焊接中间层焊缝的过程中,可根据实际情况,对电流值、电压值和焊接速度进行适当调整,一般将电流值设置为350 A、电压值设置为32 V、焊接速度设置为30 cm/min。
4)在焊接该班层焊缝的过程中,应适当调高电流值、电压值和焊接速度,通常将电流值设置为380A,电压值设置为36 V,焊接速度设置为32 cm/min。
5)在焊接的过程中,应将焊接的温度控制在150~200℃,Q460板材对焊接位置和焊接顺序的要求较高,因此,应合理安排焊接顺序,合理选择焊接位置,采用多层多道的焊接方法,适当调小电流值、电压值和焊接速度。
3.5 引收弧
引收弧对焊接质量的影响较为显著。由于结构件坡口部位存在铁锈和油污,加之焊接速度过快,导致电弧未能产生电解效应,会导致焊条与电弧粘连,对结构件的焊接质量形成不利影响。为了提升焊接质量,防止在始焊和终焊位置产生焊瘤和弧坑,因此,应采用制定的引收弧位置,避免采用同样母材的板材作为引收弧板。
4 焊接后热处理工艺
由于大部分的液压支架结构件采用箱体结构,在焊接后会产生较大的应力,因此,为了消除应力对焊接质量造成的不良影响,需要采用适当有效的措施消除应力。现阶段,一般采用整体退火热处理法消除焊接过程中产生的内应力,确保焊接强度符合标准要求。整体退火热处理法是指将结构件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,使其缓慢冷却,使金属内部组织达到平衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。在采用整体退火热处理法消除内应力的过程中,应将退火炉温度控制在500~600℃。
5 结语
在完善液压支架结构件生产控制的过程中应做到以下几点:完善板材的下料工艺,确保焊接表面的清洁;做好铆工的点对工作,以降低焊接缺陷的发生率;优化液压支架结构件的焊接工作和焊接后的热处理工艺,以提升焊接质量。
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
日用电器(2022年4期)2022-05-26 03:51:28
现代仪器与医疗(2021年6期)2022-01-18 03:22:48
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
大众科学·上旬(2020年2期)2020-03-30 03:51:17
经济技术协作信息(2018年8期)2019-01-14 03:06:36
纤维复合材料(2018年4期)2018-04-28 08:45:46
制造技术与机床(2017年6期)2018-01-19 02:41:09
制造技术与机床(2017年3期)2017-06-23 08:11:24
农业科技与装备(2016年5期)2016-08-15 10:20:48