
高、低匹配对G115/T92异种钢接头组织与力学性能的影响
2018-10-19 07:32,,,
机械工程材料 2018年10期
, , ,
(1.神华国华(北京)电力研究院有限公司,电站高温材料微创寿命评估中心,北京 100025;2.天津大学材料科学与工程学院,天津 300072)
0 引 言
采用高参数大容量机组可提高发电效率、降低煤耗、控制CO2排放以减少环境污染,现已成为燃煤火电机组发展的主导方向。下阶段我国将重点建设蒸汽温度在630~650 ℃的机组[1],在该蒸汽温度范围内,可应用于厚壁管道和联箱的铁素体耐热钢包括日本国立材料研究所的MARBN钢[2]、钢铁研究总院的G115钢[3]、日本新日铁住金的SAVE12AD钢[4]。
G115(08Cr9W3Co3VNbCuBN)钢是由钢铁研究总院和宝钢共同研发的具有自主知识产权的650 ℃新型马氏体耐热钢,该钢采用“选择性强化”工艺,通过合理控制硼和氮的配比来有效控制M23C6型碳化物在服役过程中的长大速率,通过添加适量铜元素以进一步增加析出强化效果,通过将钨质量分数从3.0%调低至2.8%来提高冲击韧性[3]。因此,G115钢在温度为630~650 ℃时具有良好的组织稳定性能、优异的高温蠕变性能和较好的抗蒸汽氧化性能,主要用于制造在该温度段服役的大口径管、集箱等厚壁部件。
当将G115钢推广用于制造630~650 ℃超超临界机组锅炉的关键部件时,不可避免地会与已投入使用的以T/P92钢为代表的高强度铁素体耐热钢进行异种钢焊接。焊接接头是构件失效破坏的薄弱区,而相比于同种钢焊接,异种钢焊接接头的化学成分、组织、性能以及应力分布等更不均匀[5],对机组使用寿命的不利影响更大。
异种钢焊接时应选择合适的焊接材料,在DL/T 752-2010中规定,焊接材料宜采用低匹配原则,即对不同强度钢材进行异种钢焊接时,焊接材料选适用于低强度侧钢材的。然而,学者们对此观点不一。张建强等[6-8]研究发现,T91马氏体耐热钢在和G102贝氏体耐热钢焊接时宜采用中匹配焊接材料,而在和12Cr1MoV珠光体耐热钢焊接时宜采用低匹配焊接材料。黄咏梅[9]研究发现,选用高匹配或低匹配焊接材料焊接T91钢和12Cr1MoV钢后,所得接头的各项指标均合格,但用高匹配焊接材料焊接后接头的耐热性能和耐腐蚀性能更好,且能有效防止异种钢焊接冷裂纹的产生。目前,有关奥氏体钢与T92钢的焊接研究较多[10-15],焊接材料多选用镍基合金。在对G115钢与T92钢进行异种钢焊接时,焊接材料通常可选用与G115钢匹配的焊材(高匹配)和与T92钢匹配的焊材(低匹配)。目前,与G115钢匹配的焊材尚处于研发阶段,实际使用效果亟待试验验证;且G115钢是一种新型马氏体耐热钢,焊接方面的研究较少。
在前期研究中,作者选用E90S-G焊丝和E9015-G焊条,利用焊丝钨极氩弧焊和焊条电弧焊实现了G115钢管和T92钢管的焊接,经(770±5)℃×60 min焊后热处理,接头的组织和力学性能良好[16]。在此基础上,作者使用高、低匹配的焊丝和焊条对G115钢管和T92钢管进行了异种钢焊接,研究了高、低匹配对接头显微组织和力学性能的影响,为制订合理的焊接工艺提供试验支持。
1 试样制备与试验方法
1.1 试样制备
母材为G115钢管和T92钢管,规格均为φ60 mm×10 mm,热处理工艺分别为1 070 ℃×90 min正火+780 ℃×180 min回火、(1 040~1 080) ℃×32 min正火+(760~790)℃×60 min回火,晶粒度分别为5.0~6.0级和6.0~7.0级;两种母材的显微组织均为回火马氏体,无δ-铁素体和自由铁素体,晶界及板条界分布有M23C6及MX型化合物。高、低匹配焊丝的规格均为φ2.4 mm,焊条的规格分别为φ2.5 mm和φ2.6 mm,由供应商提供。母材与焊接材料的化学成分见表1,其中焊接材料的化学成分由供应商提供,母材的化学成分采用SPECTRO MAXx型直读光谱仪测得。两种母材在室温及650 ℃的力学性能见表2。
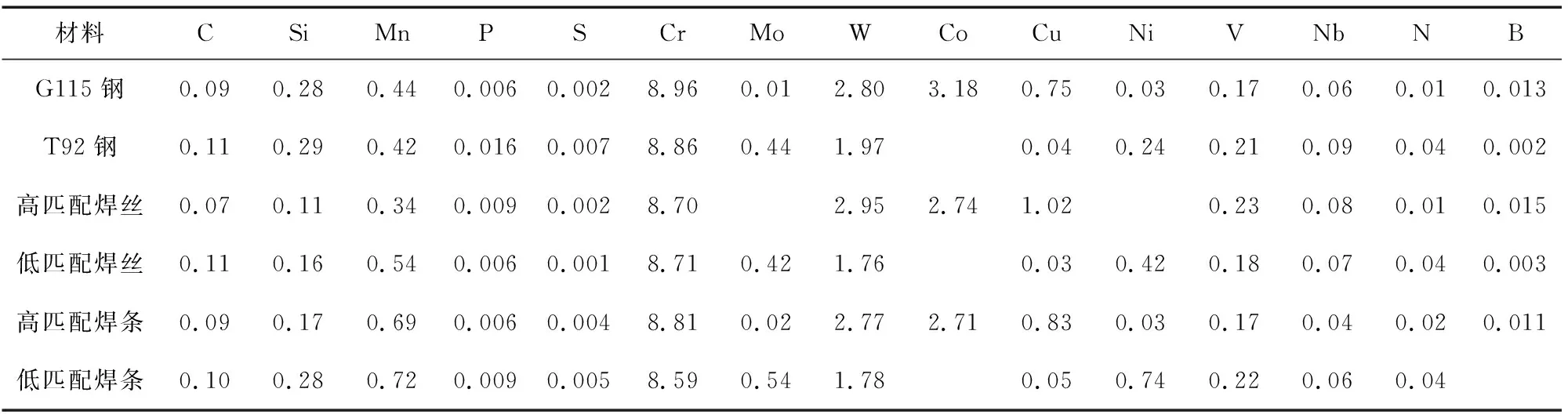
表1 母材和焊接材料的化学成分(质量分数)Table 1 Chemical composition of base metals and welding materials (mass) %

表2 两种母材的力学性能Table 2 Mechanical properties of two base metals
在G115钢管和T92钢管试样上开V形坡口,坡口角度为70°,根部间隙3 mm,钝边1 mm,接头形式见图1。焊前打磨坡口面及其边缘20 mm,确保不存在油污及氧化层。将钢管斜45°对接后,使用WS-400型逆变式氩弧焊机进行多层多道焊:打底层选用焊丝进行手工钨极氩弧焊,直流正接,电流85 A,电压9~10 V,焊接速度46~53 mm·min-1,单面焊双面成形;2~4层填充及盖面选用焊条进行手工电弧焊,直流反接,电流80 A,电压22~26 V,焊接速度64~88 mm·min-1;焊前预热温度为200~250 ℃。焊接时应控制较小的热输入以防止热影响区过热,层间温度严格控制在200~250 ℃。为防止根部氧化,打底层和第2层焊接时,钢管内充氩气保护,流量为10 L·min-1。焊接完成后,将接头缓慢冷却至约100 ℃保温1 h后,以150 ℃·h-1的升温速率加热到(770±5) ℃保温1 h,再以150 ℃·h-1的降温速率降至300 ℃,随炉冷却。

图1 G115/T92异种钢接头坡口形式及熔敷顺序示意Fig.1 Schematic of groove type and build up sequence of G115/T92 dissimilar steel joint
1.2 试验方法
对焊接接头进行外观检测及X射线无损检测,对检测合格的接头进行下述性能测试。以焊缝为中心线切割出含接头各区域的金相试样,经研磨、抛光,用由5g FeCl3、15 mL HCl和80 mL H2O组成的溶液腐蚀后,在ZEISS AX10 Olympus型光学显微镜下观察显微组织。采用岛津HMV-G型显微硬度计测显微硬度,载荷4.9 N,保载时间15 s,在距焊缝内表面1,3,6,8 mm处,以焊缝为中心沿两侧轴向每隔0.5 mm取点测试。
按照GB/T 228.1-2010和GB/T 4338-2006,使用UTM5105X型电子式拉伸试验机进行室温和高温拉伸试验。室温拉伸试样的尺寸为φ5 mm×30 mm,拉伸速度为0.375 mm·min-1,使用引伸计测定应变;高温拉伸试样的尺寸为φ5 mm×25 mm,拉伸速度为0.125 mm·min-1,使用光栅尺测定应变,试验温度为650 ℃。
按照GB/T 2650-2008和DL/T 868-2014,加工出尺寸为10 mm×7.5 mm×55 mm的冲击试样, V形缺口分别开于焊缝、G115钢和T92钢侧热影响区中,在JBS-300B型冲击试验机上进行室温冲击试验,测5个试样取平均值。使用ZEISS AVO-18型扫描电镜(SEM)观察冲击断口形貌,用附带的X-Max型能谱仪(EDS)对熔合区进行线扫描分析。
2 试验结果与讨论
2.1 显微组织
由图2可以看出:高匹配焊接接头以熔合区为分界,两侧分别为焊缝和热影响区;G115钢和T92钢侧的熔合区宽度相当,均约为50 μm,T92钢侧的熔合区界面相对较清晰;G115钢和T92钢侧热影响区的组织均为回火马氏体,热影响区近熔合区侧为粗晶区,宽度均为200~300 μm,远离熔合区侧为细晶区;焊缝为典型的铸态组织,柱状晶位向较为一致,这是因为在焊接过程中焊缝散热较慢,晶粒沿温度梯度方向发生了择优生长。
在焊接过程中,紧邻熔合线的热影响区经历了极高的峰值温度(1 100~1 500 ℃[17]),组织完全奥氏体化,晶界及板条界的M23C6和MX等析出相固溶于奥氏体中,析出相对晶界的钉扎作用削弱,因此奥氏体晶粒长大;在焊后冷却过程中,热影响区发生过冷奥氏体的马氏体转变,在原奥氏体晶内形成具有一定位向关系的、较粗大的板条状马氏体。由于导热系数大、冷却速率快,G115钢和T92钢侧热影响区粗晶区的范围均很小。而在距熔合区距离较远的热影响区中,由于峰值温度较低(Ac3~1 100 ℃[17])而不足以使奥氏体晶粒长大以及析出相充分溶解,且其焊后冷却速率又较大而易于发生过冷奥氏体的重结晶,因此形成了细晶区。据统计,G115钢侧热影响区中细晶区的晶粒度为7.0~8.0级,T92钢侧的为9.0级。此外,在近细晶区侧的峰值温度在Ac1~Ac3之间,该处仅发生部分奥氏体转变,铁素体和碳化物均未充分溶解,为不完全相变区。
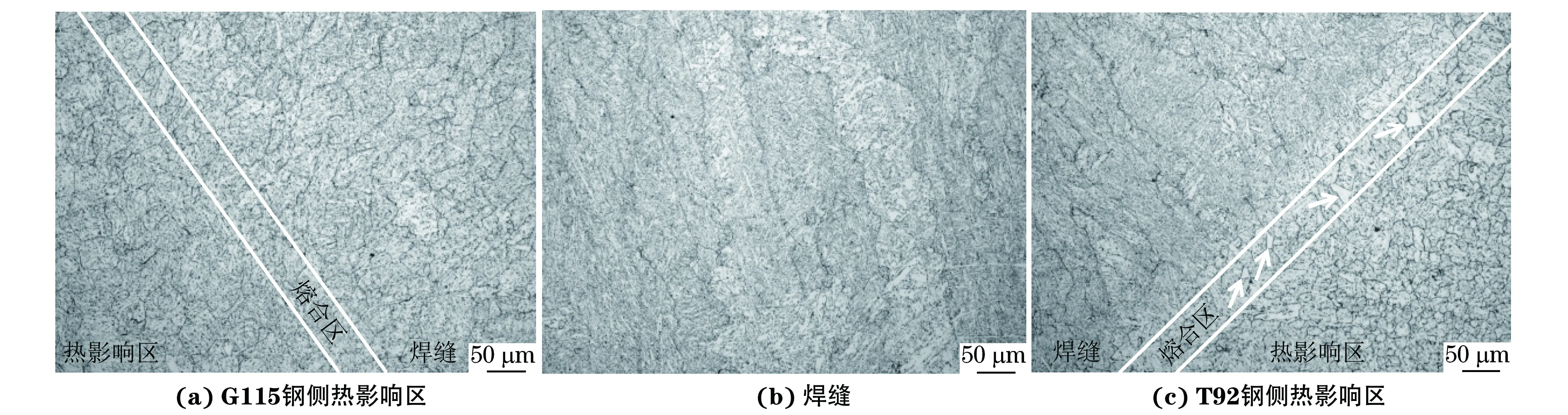
图2 G115/T92异种钢接头的显微组织(高匹配)Fig.2 Microstructure of G115/T92 dissimilar steel joint (overmatching): (a) heat-affected zone at G115 steel side; (b) weld and (c) heat-affected zone at T92 steel side
由图2(c)还可以看出,在T92钢侧熔合区附近存在多边形δ-铁素体。采集所有含δ-铁素体的100倍视场照片,使用图像分析软件进行定量分析,得到δ-铁素体体积分数最大为0.9%。
由图3可以看出,低匹配焊接接头焊缝、热影响区的组织均为典型的回火马氏体,在T92钢侧熔合区附近分布有多边形的δ-铁素体,体积分数最大为0.1%,低于高匹配接头中的。此外,高、低匹配接头T92钢侧熔合区附近的δ-铁素体的平均体积分数均低于0.3%。胡小强等[18]研究发现:δ-铁素体的生成机制与奥氏体化加热温度密切相关,在较低的加热温度下δ-铁素体呈针状,在较高的加热温度下呈多边形;两种形态的δ-铁素体均会降低钢的冲击韧性,但当其体积分数小于0.3%时,对钢强度的影响较小。
2.2 微区成分
由图4(a)可以看出:在高匹配焊接接头中,T92钢侧熔合区中的铬元素含量与焊缝和热影响区中的相当,几乎不存在浓度梯度;但钨、钴、钼、铜等元素存在明显的浓度梯度,沿焊缝至T92钢热影响区,熔合区中的钨、铜含量略微降低,钴含量明显降低,钼含量增加。对比图4(a)和图4(b)可以看出,低匹配焊接接头中G115钢侧熔合区中的元素分布与高匹配焊接接头中T92钢侧的相似,铬元素几乎不存在浓度梯度,钨、钴、钼、铜等元素存在浓度梯度。在焊接过程中,在熔合区内G115钢和T92钢母材熔化,焊接材料对熔融母材产生一定程度的元素稀释作用。当某一元素的含量与焊接材料中的相近时,稀释效果很小,元素的浓度梯度也很小,如铬元素;当某一元素的含量与焊接材料中的相差较大时,则会在熔合区内产生较大的浓度差。
图3 G115/T92异种钢接头的显微组织(低匹配)Fig.3 Microstructure of G115/T92 dissimilar steel joint (undermatching): (a) heat-affected zone at G115 steel side; (b) weld and (c) heat-affected zone at T92 steel side

图4 G115/T92异种钢接头截面的EDS线扫描结果Fig.4 EDS linear scanning results on cross section of G115/T92 dissimilar steel joint: (a) overmatching and (b) undermatching
2.3 维氏硬度
由图5可以看出,高、低匹配焊接接头的显微硬度均呈“W”形分布。其中:高匹配焊接接头焊缝区的硬度波动较大,变化范围为206~285 HV,低匹配焊接接头焊缝区的硬度波动较小,变化范围为217~248 HV;高、低匹配焊接接头热影响区的硬度均随距焊缝距离的减小而增大,最高硬度均出现在紧邻熔合线的粗晶区;高、低匹配焊接后,G115钢母材的平均硬度分别为215,233 HV,比焊接前的分别降低了48,30 HV,而T92钢母材的分别为198,207 HV,比焊接前的分别降低了37,28 HV,高匹配焊接后的降幅更大。焊接后母材硬度的下降是因为受到了焊接热循环作用以及焊后热处理作用,相当于进行了二次回火处理。
由图5还可以看出,高匹配焊接接头中,G115钢和T92钢侧的硬度最小值出现在距焊缝中心约11.0 mm处,该处紧邻不完全相变区,焊接时的峰值温度略低于Ac1点,发生了过度回火。有学者将该区域定义为亚临界区[19],该区域的马氏体分解较充分,因此硬度较低。低匹配焊接接头中,G115钢和T92钢侧的硬度最小值出现在距焊缝中心10.5~11.5 mm处,该处属于不完全相变区,由于奥氏体远未达到平衡,铁素体和碳化物均未充分溶解,故该区域冷却后的硬度较低。

图5 G115/T92异种钢接头的截面硬度分布Fig.5 Hardness distribution on cross section of G115/T92 dissimilar steel joint: (a) overmatching and (b) undermatching
2.4 拉伸性能
由表3可以看出:高匹配焊接接头的室温抗拉强度、屈服强度均低于低匹配焊接接头的,伸长率略高于低匹配焊接接头的,650 ℃拉伸性能均低于低匹配焊接接头的;高、低匹配焊接接头的室温拉伸断裂位置均位于T92钢母材中,650 ℃拉伸断裂位置均位于T92钢侧的不完全相变区,说明G115钢母材和焊缝的强度均较高,而T92钢母材及热影响区的较低。

表3 G115/T92异种钢接头的室温及650 ℃拉伸性能Table 3 Tensile properties at room temperature and 650 ℃ of G115/T92 dissimilar steel joint
由T/CISA 003-2017和GB/T 5310-2017可知:G115钢母材的抗拉强度应不低于660 MPa,屈服强度不低于480 MPa,伸长率不低于20%;T92钢母材的抗拉强度不低于620 MPa,屈服强度不低于440 MPa,伸长率不低于20%。结合表2分析可知:高匹配焊接接头的室温拉伸性能不仅低于两种母材的,还低于标准指标要求;低匹配焊接接头的室温拉伸性能低于两种母材的,但其抗拉强度和屈服强度均满足标准指标要求,只有伸长率低于标准指标要求。
2.5 冲击性能
由T/CISA 003-2017和GB/T 5310-2017可知,G115钢母材的冲击功不低于40 J,T92钢母材的不低于40 J。由表4可以看出:高匹配焊接后,G115钢侧热影响区和焊缝的冲击功均小于低匹配焊接后的,T92钢侧热影响的则大于低匹配焊接后的;无论采用高匹配还是低匹配焊接材料,焊接后T92钢侧热影响区的冲击韧性均最好,其次是G115钢侧热影响区的,焊缝处的最差;除了高匹配焊接后接头焊缝的冲击功低于标准指标要求外,其他条件下的冲击功均满足标准指标要求。结合图5(a)分析推测,高匹配下焊缝冲击功的降低与其硬度分布的不均匀有关。
由图6可以看出:在高、低匹配焊接接头焊缝的冲击断口上,除了在起裂区和断裂区出现韧窝外,在扩展区内均可观察到一定面积的脆性区(白色虚框部分);在高匹配条件下,冲击断口脆性区内可以清晰地看到河流花样、解理台阶和撕裂棱等准解理形貌,断裂机制为准解理断裂机制;在低匹配条件下,冲击断口上脆性区的面积相对较小,且脆性区的局部区域上仍存在数量较多的韧窝,尺寸大小不一,部分韧窝底部还分布有第二相粒子,断裂机制为微孔聚集断裂和准解理断裂的混合断裂机制。韧窝在冲击过程中可延缓裂纹的扩展,这是导致低匹配接头焊缝韧性较高的主要原因。

表4 G115/T92异种钢接头不同位置的冲击功Table 4 Impact energy at different positions inG115/T92 dissimilar steel joint J

图6 G115/T92异种钢接头焊缝的冲击断口SEM形貌Fig.6 SEM micrographs showing impact fracture of weld in G115/T92 dissimilar steel joint: (a) overmatching, macromorphology;(b) overmatching, micromorphology of brittle area; (c) undermatching, macromorphology and (d) undermatching, micromorphologyof brittle area
3 结 论
(1) 分别采用高、低匹配焊接材料对G115钢和T92钢进行异种钢焊接,所得接头的焊缝、热影响区组织均为典型的回火马氏体,在T92钢侧熔合区附近均分布有多边形的δ-铁素体,高、低匹配下δ-铁素体体积分数最大值分别约为0.9%,0.1%,平均体积分数均低于0.3%;高匹配接头T92钢侧、低匹配接头G115钢侧熔合区中的钨、钴、钼、铜元素存在浓度梯度,沿G115钢至T92钢的方向,熔合区中的钨、铜含量略微降低,钴含量明显降低,钼含量增加。
(2) 高、低匹配焊接接头的截面显微硬度均呈“W”形分布,热影响区的硬度均在紧邻熔合线的粗晶区达到最大,在不完全相变区达到最小;高匹配焊接后焊缝的硬度波动较大,低匹配焊接后的硬度分布较为均匀;焊接后母材的硬度与焊接前的相比均有不同程度的降低,高匹配焊接后的降幅较大。
(3) 高匹配焊接接头的室温和650 ℃抗拉强度、屈服强度均低于低匹配焊接接头的,两种接头的室温拉伸断裂位置均位于T92钢母材中,650 ℃拉伸断裂位置均位于T92钢侧的不完全相变区中;高匹配焊接接头的G115钢侧热影响区和焊缝的冲击功低于低匹配焊接接头的,T92钢侧热影响区的则高于低匹配焊接接头的,两种接头焊缝处的冲击韧性均最差;在高匹配条件下焊缝的冲击断裂机制为准解理断裂机制,在低匹配条件下的为微孔聚集断裂和准解理断裂的混合断裂机制。
猜你喜欢
山东冶金(2022年3期)2022-07-19
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年1期)2020-12-25
四川冶金(2018年1期)2018-09-25
上海金属(2016年1期)2016-11-23
动画大王(漫画行)(2016年7期)2016-07-30
动画大王(漫画行)(2016年5期)2016-07-29
动画大王(漫画行)(2016年4期)2016-07-29
动画大王(漫画行)(2016年1期)2016-07-29
设备管理与维修(2016年7期)2016-04-23
