长轴焊接用支撑工装和检测工装设计与应用
2018-10-17 03:22林朋朋
现代制造技术与装备 2018年9期
林朋朋 高 进
(济南重工股份有限公司,济南 250109)
螺旋输送机是盾构机的重要组成部分,螺旋输送机中的螺旋轴用于旋转带动物料,螺旋轴由轴、前端叶片、后端叶片和耐磨合金焊接而成,焊接顺序为:在轴体上焊接前端叶片和后端叶片,然后在叶片上堆焊耐磨合金,焊接后叶片的直径必须在公差范围内,否则影响螺旋轴装入筒节中,因此,螺旋轴的焊接质量要求非常严格。
1 背景技术
图1为盾构机掘进模型,图中倾斜部分为螺旋输送机,主要由圆筒状机壳和带叶片的有轴式中心螺旋杆组成。工作时,机壳内充满泥土,并随着螺旋轴的旋转而上升。前仓门工作时全开,紧急时刻可关闭前仓门,操作人员可进入压力舱。伸缩门主要是便于拆卸,拆卸时伸缩油缸伸出,将压力舱中螺旋叶片收回,使螺旋部分与盾体分离。
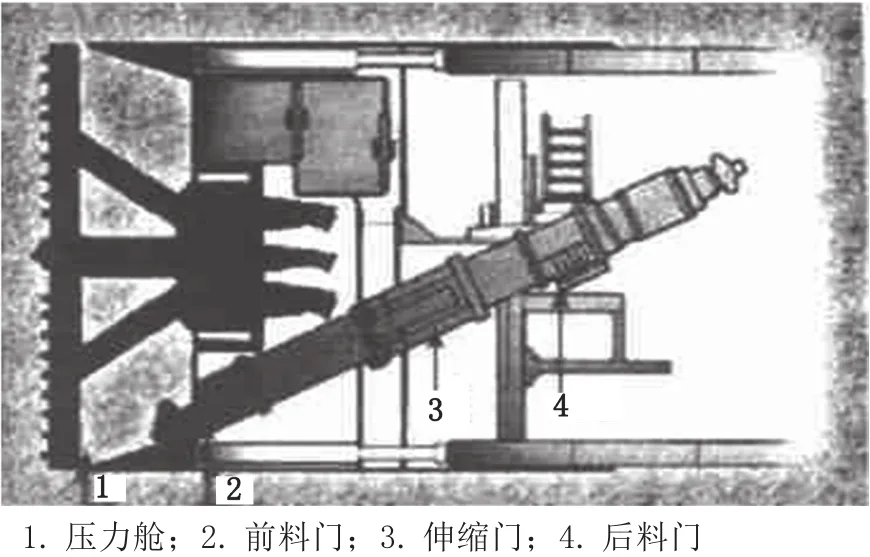
图1 盾构机掘进模型
2 工装分析
螺旋轴长度为11269mm,重达6971kg,为便于焊接和检查,设计螺旋轴类组合零件焊接用支撑工装及焊接叶片上的耐磨层完成后的检查工装,图1为螺旋轴结构示意图,图2为螺旋轴支撑架示意图,图3为螺旋轴检测卡圈示意图。

图1 螺旋轴结构示意图
螺旋轴类组合零件焊接支撑用工装及焊接叶片上的耐磨层完成后的检查工装主要是由五组支撑架与检测卡圈组成。
支架由支架立板、筋板和底板焊接而成,检测卡圈由圆环(板厚为10mm的钢板,内孔直径为螺旋轴叶片焊完耐磨合金的直径加上要求的间隙尺寸)和圆环拉撑杆组成。
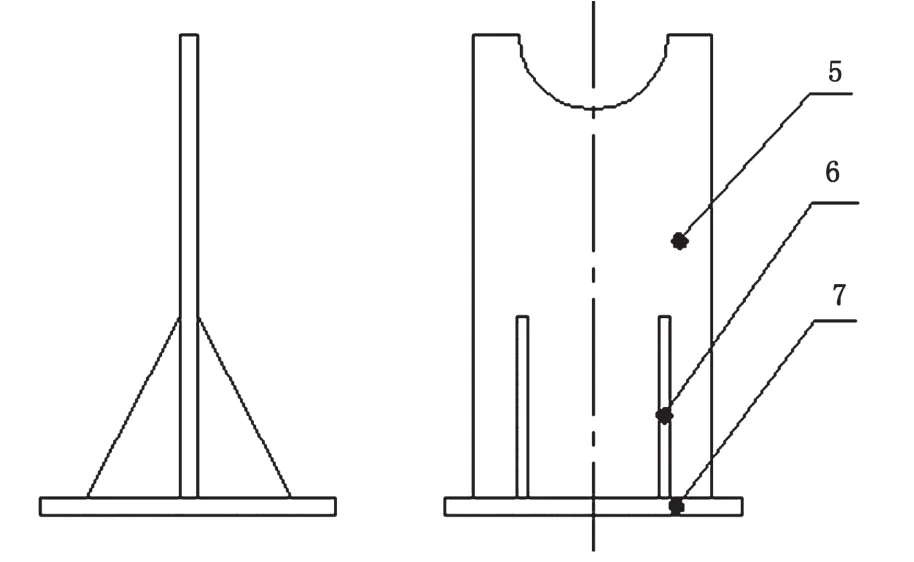
图2 螺旋轴支撑架示意图

图3 螺旋轴检测卡圈示意图
焊接时,将螺旋轴放置在五组均匀布置的支架上,按照焊接工艺进行对称焊接,适时转动螺旋轴并调整焊接工装,完成螺旋轴焊接。利用检测卡圈检查叶片和耐磨层直径是否在公差范围内:检测卡圈的内孔直径为螺旋轴耐磨合金的直径加上图纸要求的公差尺寸,检测卡圈能够顺利穿过螺旋轴,即表示螺旋轴焊接质量合格。
3 结语
螺旋输送机是盾构机的重要组成部分,螺旋轴是螺旋输送机的主要零件之一,螺旋输送轴由数段轴焊接完成,总长较长,为保证焊接质量并且必须使螺旋叶片的直径一致,才能将螺旋轴装入螺旋输送机的筒节中,满足产品要求。本文设计的工装利用五组支架把螺旋轴架起,并按照焊接工艺施焊,既保证了焊接质量又提高了焊接效率。检测卡圈的设计能更方便有效地测量焊后直径的同轴度,在实际生产中取得了良好的效果。
猜你喜欢
橡塑技术与装备(2022年1期)2022-01-20
建材发展导向(2021年14期)2021-08-23
哈尔滨轴承(2021年1期)2021-07-21
数学小灵通(1-2年级)(2020年9期)2020-10-27
家庭影院技术(2020年4期)2020-05-21
当代贵州(2019年41期)2019-12-13
模具制造(2019年4期)2019-06-24
橡塑技术与装备(2018年18期)2018-09-22
中国共青团(2015年7期)2015-12-17
Coco薇(2015年10期)2015-10-19