硬质相含量对Ti(C,N)-304不锈钢金属陶瓷力学性能的影响
2018-10-15 07:18:42张伟耀高义民何林李烨飞刘志伟
西安交通大学学报 2018年10期
张伟耀,高义民,何林,李烨飞,刘志伟
(1.西安交通大学金属材料强度国家重点实验室,710049,西安;2.西安交通大学铸造及耐磨材料研究所,710049,西安)
金属陶瓷是由软而韧的金属与硬而脆的陶瓷组成的复合材料,它兼具金属良好的韧性、导电导热能力和陶瓷的高硬度、耐磨损、抗氧化、耐腐蚀的性能[1-2]。因此,金属陶瓷在机械加工、矿山开采、石油化工和航空航天等领域的耐磨零部件中得到了普遍的应用。目前,在工业领域应用最为广泛的是WC-Co硬质合金(金属陶瓷的一种),但是由于原材料大量使用了W和Co等稀有贵重金属,导致其价格昂贵并且成本连年上升。此外,WC-Co硬质合金在高温下力学性能下降快,其中的粘结相(Co)的抗氧化性能有限且容易被腐蚀,导致了该硬质合金的应用范围受到限制。
因此,开发质优价廉的新型金属陶瓷以代替WC-Co硬质合金对于工业生产具有重要的现实意义。与WC基金属陶瓷相比,Ti(C,N)基金属陶瓷由于具有较高的硬度和较低的密度,因而作为硬质相被广泛地应用于新一代金属陶瓷中[3-5]。因为Ni与Ti(C,N)具有良好的润湿性,所以Ti(C,N)基金属陶瓷的粘结相较多地应用了镍/镍合金。也有一部分科学家正在开展“以钢代钴”研究,利用钢作为粘结相来制备新型金属陶瓷[6-10]。304不锈钢(stainless steel,ss)具有良好的抗氧化、耐腐蚀能力,塑韧性强;此外,304ss能够润湿Ti(C,N)并且与Ti(C,N)均为面心立方结构,有利于界面失配度的减小。因此,利用304ss作为粘结相制备的Ti(C,N)-304ss金属陶瓷是一种有应用前景的新型金属陶瓷材料[2,11-12]。
本文首先利用Ti(C,N)作为硬质相,304ss作为粘结相,制备出了Ti(C,N)-304ss金属陶瓷;之后研究了不同Ti(C,N)硬质相含量对Ti(C,N)-304ss金属陶瓷力学性能的作用规律,以期为获得综合力学性能良好的Ti(C,N)-304ss金属陶瓷材料提供参考。
1 原料与试验方法
本文采用Ti(C,N)和304ss粉末为原料来制备Ti(C,N)-304ss金属陶瓷。304ss成分如表1所示。Ti(C,N)和304ss粉末的扫描电子显微镜(scanning electron microscope,SEM)图见图1。调整Ti(C,N)与304ss的含量,利用行星式球磨机制备出Ti(C,N)硬质相体积分数为40%~80%的金属陶瓷。在制备过程中,采用304ss球磨罐和直径为5 mm的YG8硬质合金球,球磨时间为18 h,过程控制剂采用无水乙醇,球料比为15∶1,并在球磨罐中充入氩气作为保护气体。

表1 304ss成分

(a)Ti(C,N)粉末

(b)304ss粉末图1 原始粉末的SEM图
球磨后的浆料用旋转蒸发器在55 ℃、0.09 MPa的条件下烘干,然后将粉末过筛造粒。将不同硬质相含量的粉末在400 MPa下单向压制成型,并用真空烧结炉制备Ti(C,N)-304ss金属陶瓷。烧结工艺如下:首先以8 ℃/min的升温速率升温至1 000 ℃并保温30 min;再以4 ℃/min的升温速率升温至1 450 ℃并保温1 h;完成烧结后,试样随炉冷却;烧结过程中,真空度为10-3Pa。
烧结后,将不同硬质相含量的金属陶瓷用金刚石砂轮磨平并抛光。采用阿基米德排水法测量金属陶瓷的密度和致密度,采用扫描电镜SU3500观察Ti(C,N)-304ss金属陶瓷的组织结构并用能谱仪(energy dispersive spectrometer,EDS)进行元素分析。基于SEM图,使用Nanomeasure软件统计并分析Ti(C,N)硬质相的平均颗粒直径d。基于体视学原理,结合SEM图,计算硬质相邻接度c和粘结相平均自由程λ,公式[8,13]为
(1)
(2)
式中:Nc/c和Nc/b分别为硬质相/硬质相界面数量和硬质相/粘结相界面数量;φb为粘结相体积分数,φc为硬质相体积分数,并假定φb+φc=1。硬质相邻接度c代表了硬质相的相互接近程度,而粘结相平均自由程λ代表了相邻两颗硬质相之间粘结相的平均厚度。为了保证硬质相平均颗粒直径、硬质相邻接度和粘结相平均自由程试验数据的可靠性,至少应统计500个颗粒的数据。利用X射线衍射(X-ray diffraction,XRD)仪(Bruker D8 ADVANCE)对不同硬质相含量的金属陶瓷进行分析,确定了不同硬质相含量下金属陶瓷的物相组成。按照国家标准[14]制备了尺寸为3 mm×4 mm×20 mm的试样,并采用万能材料试验机(CMT5305)进行了三点弯曲试验来测量不同硬质相含量金属陶瓷的抗弯强度,并利用SEM对断口进行了观测和分析。
2 试验结论
图2为烧结后硬质相体积分数为40%~80%的Ti(C,N)-304ss金属陶瓷的SEM图,其中深色区域为Ti(C,N)硬质相,浅色区域为304ss粘结相,可以看出:烧结后的金属陶瓷液相填充充分,未填充空隙较少;在金属陶瓷中,均存在部分硬质相颗粒严重长大的现象;小颗粒的硬质相直径为0.3 μm,而大颗粒的硬质相直径约为8 μm;小颗粒硬质相多呈球形,有利于减小应力集中,而大颗粒硬质相具有较规则的结构,存在尖角,由于在尖角处通常容易存在应力集中,因此该处是金属陶瓷中的薄弱环节,微裂纹容易在此萌生,材料力学性能因而降低;随着硬质相含量的增加,图中球形小颗粒硬质相的比例逐渐增加,而规则大颗粒硬质相的比例减小。

(a)40%

(b)50%

(c)60%

(d)70%
(e)75%

(f)80%图2 不同硬质相体积分数的金属陶瓷SEM图
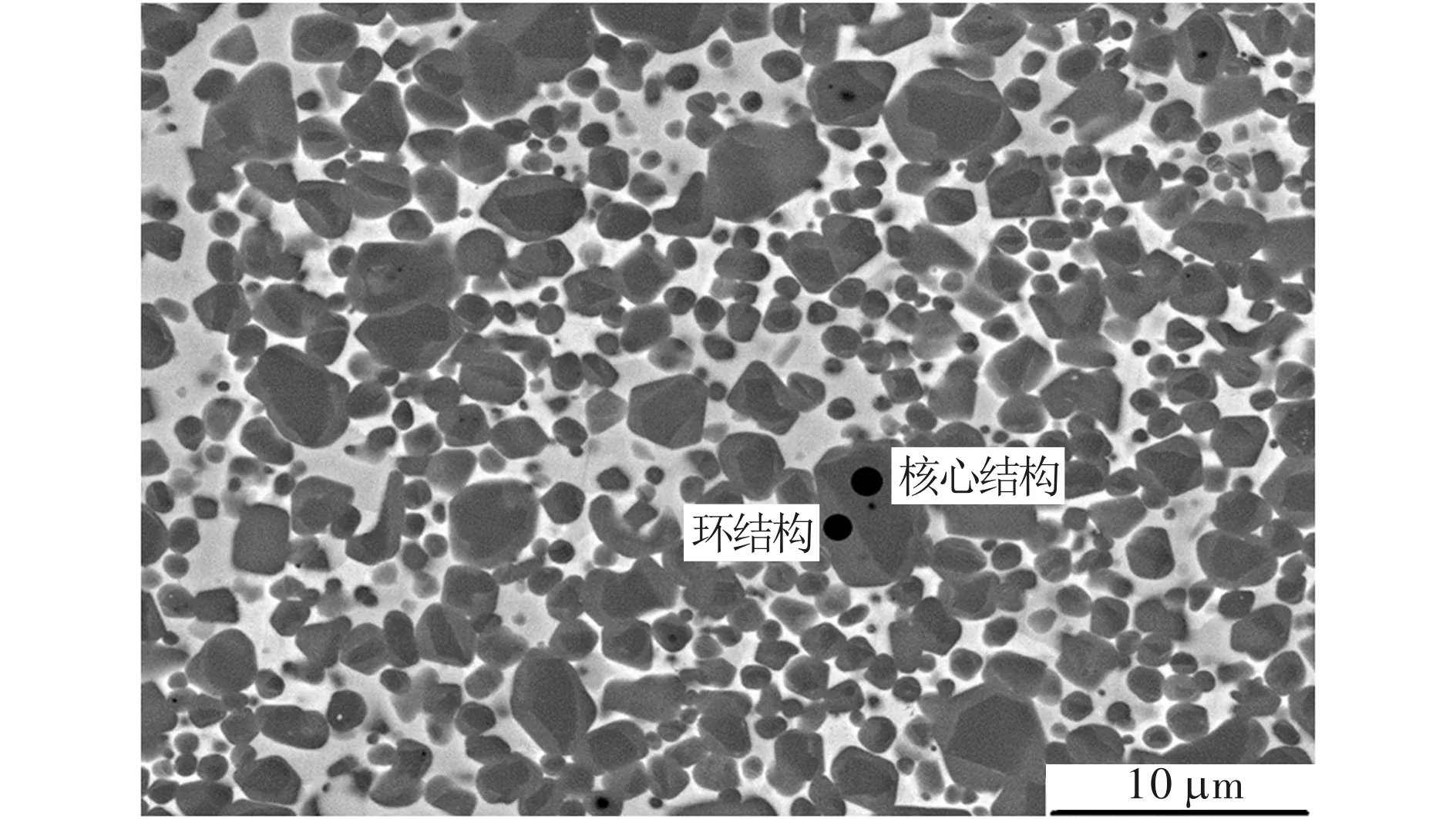
当硬质相体积分数低于50%时,Ti(C,N)硬质相为单一结构,整体呈深灰色;随着硬质相含量的增加,硬质相出现了明显的环-核心结构,环结构为浅灰色,核心结构为深灰色。利用EDS对图2e中的环结构和核心结构进行能谱分析,结果如表2所示,可以看出:环结构中含有较多的Fe和Cr元素,说明Fe和Cr在硬质相中存在固溶现象,并形成了冶金结合界面,这与前期研究的结果[2]相一致,更重要的是,在环结构中有W元素的存在;核心结构的主要成分为Ti,并含有微量的Fe、Cr元素。环结构中的W元素来自于球磨过程中的WC-Co硬质合金磨球的磨损,随着硬质相含量的增加,在球磨过程中硬质合金磨球的磨损程度逐渐增加,因此W元素在粉末中的含量随之增加。文献[12]指出,W元素能够与Ti(C,N)硬质相发生固溶形成环形结构。W元素在Ti(C,N)界面的富集阻碍了液态粘结相中Ti元素向Ti(C,N)陶瓷相的扩散,有利于阻碍硬质相的长大,减小硬质相颗粒的尺寸。
利用XRD对不同硬质相含量的金属陶瓷进行了物相分析,结果如图3所示,可以看出:烧结后的金属陶瓷主要由Ti(C,N)硬质相、304ss粘结相组成,但是其中存在微弱的Fe7C3衍射峰,可能是由304ss中的Fe与Ti(C,N)粉末中的游离碳发生了反应而形成的;此外,疑似存在Cr2Ti衍射峰,但由于峰值太低,无法完全确定其存在性。
为了表征金属陶瓷的微观结构,本试验采用硬质相颗粒平均直径d及其标准差σ来表征该金属陶瓷中硬质相颗粒的尺寸分布,利用c和λ来表征硬质相颗粒在金属粘结相中的位置分布。使用Nanomeasure软件对SEM图中的硬质相颗粒进行了直径统计,得到了在不同硬质相含量的Ti(C,N)-304ss金属陶瓷中Ti(C,N)的平均颗粒直径,如图4和表3所示,可以看出:随着硬质相含量的增加,Ti(C,N)硬质相颗粒平均直径先从硬质相体积分数为40%时的1.59 μm逐渐减小,当硬质相体积分数为70%时达到最小值1.38 μm;此后硬质相颗粒平均直径逐渐增加,当硬质相体积分数为80%时,Ti(C,N)颗粒平均的直径达到最大值1.60 μm。

表2 环结构与核心结构的能谱分析结果

图3 不同硬质相含量金属陶瓷的XRD图谱
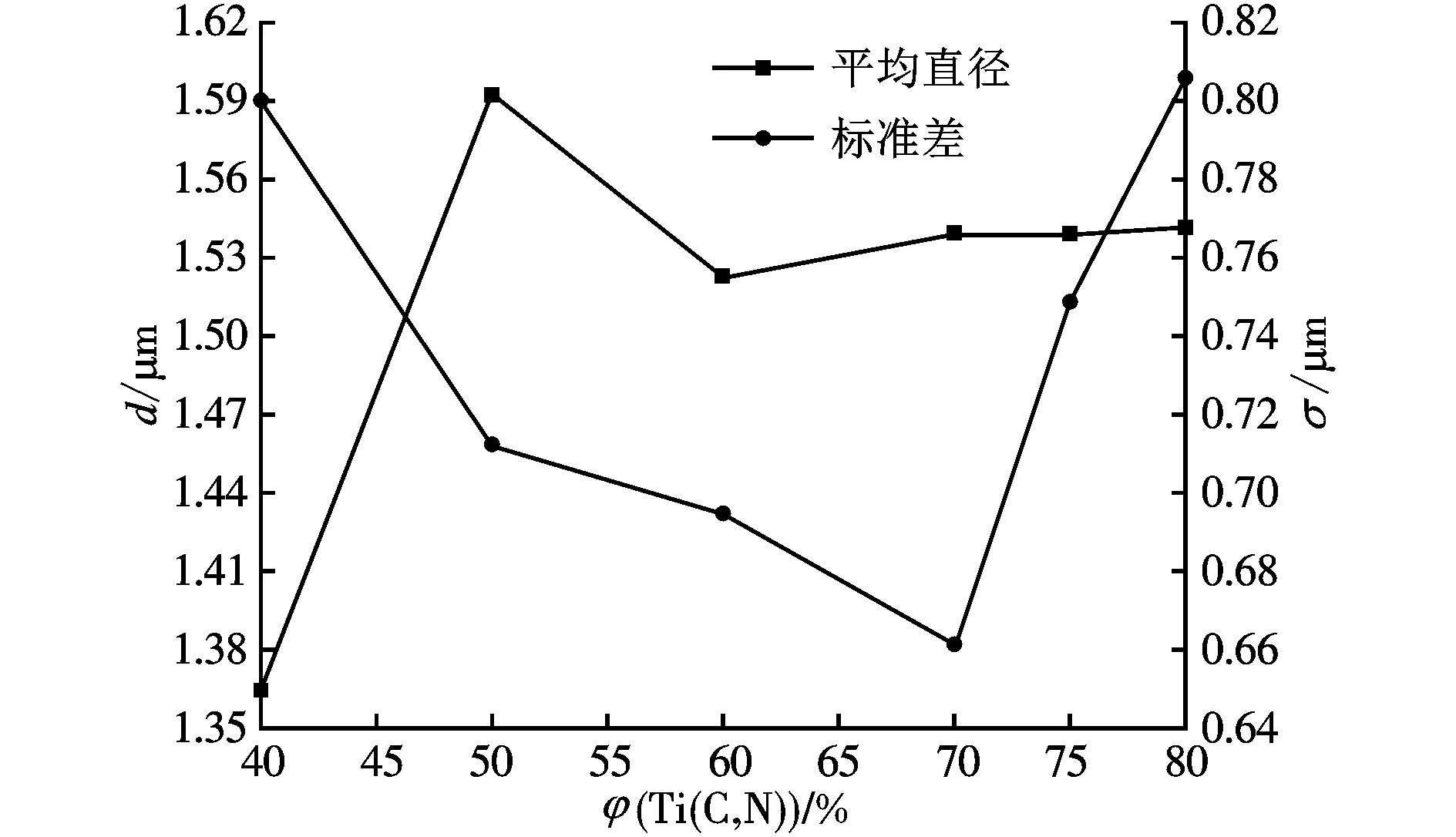
图4 颗粒尺寸与硬质相含量的关系
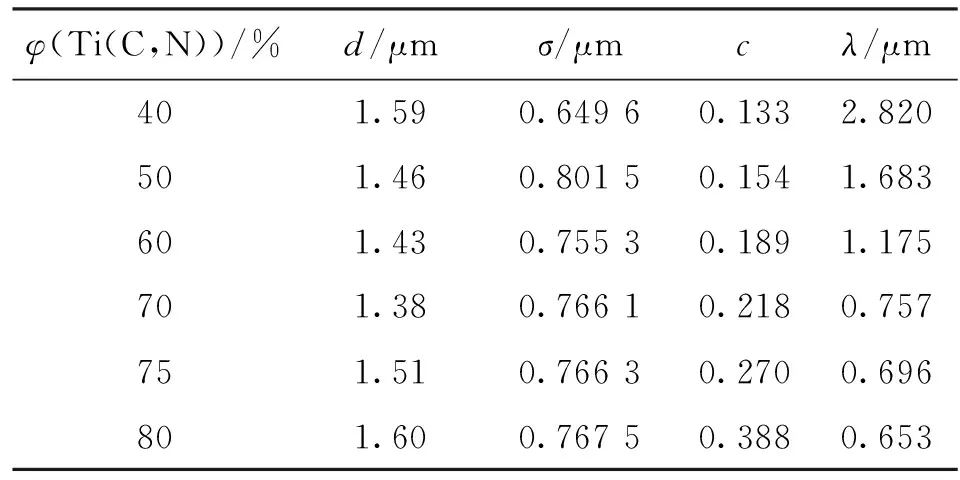
表3 金属陶瓷硬质相的微观尺度
金属陶瓷中硬质相的含量和颗粒直径对硬质相邻接度和粘结相平均自由程均有一定的影响。图5是邻接度、平均自由程与硬质相含量的关系,可以看出,随着硬质相含量的增加,邻接度逐渐增大而平均自由程逐渐减小。这是因为随着硬质相含量的增加,金属陶瓷中硬质相颗粒的分布逐渐密集,硬质相颗粒的间距变短,相互接触的概率增加,因此,邻接度增加而平均自由程减小。

图5 邻接度、平均自由程与硬质相含量的关系
图6显示了不同硬质相含量的Ti(C,N)-304ss金属陶瓷的密度、致密度的变化规律。随着硬质相含量的增加,金属陶瓷的密度逐渐减小,这与低密度Ti(C,N)陶瓷含量的增加有关;在硬质相体积分数增加至75%之前,金属陶瓷的致密度由93.3%逐渐增加至98.4%,当硬质相体积分数增加至80%时,致密度有所降低,这是由于粘结相含量减少,液相填充不充分所导致的。

图6 密度、致密度与硬质相含量的关系

图7 硬度与硬质相含量的关系
图7为Ti(C,N)硬质相含量对Ti(C,N)-304ss金属陶瓷硬度的影响。随着陶瓷硬质相体积分数的增加,硬度由40%时的HRA 81.7增加至75%时的最大值HRA 89.2,之后略有降低。一方面,Ti(C,N)-304ss金属陶瓷硬度的变化与高硬度的硬质相含量的增加有关;另一方面,由于在金属陶瓷中粘结相平均自由程类似于粘结相的平均颗粒尺寸,平均自由程的减小阻碍了粘结相中位错的移动,具有类似细晶强化的效果,从而进一步增加了金属陶瓷的硬度[1,15]。但是,当硬质相体积分数增加至80%时金属陶瓷的致密度有所降低,因此硬度降低。

图8 抗弯强度与硬质相含量的关系
图8显示了金属陶瓷的抗弯强度随着硬质相含量的变化规律,可以看出:当硬质相体积分数为40%时,抗弯强度为1 037 MPa;当硬质相体积分数增加至75%时,抗弯强度达到最大值1 291 MPa。抗弯强度是金属陶瓷力学性能的综合表现,与金属陶瓷的硬度、韧性有关。随着硬质相含量的提高,一方面金属陶瓷的硬度逐渐增加,另一方面具有良好韧性的金属粘结相的含量减少,金属陶瓷的韧性将不可避免地降低。此外,金属陶瓷的致密度对抗弯强度也具有较大影响——致密度越低,金属陶瓷中的孔隙就越多。在弯曲条件下,孔隙不仅降低了金属陶瓷的实际受力面积,而且易导致应力集中,因此裂纹易萌生,金属陶瓷的抗弯强度降低。
(a)40%

(b)50%
(c)60%

(d)70%

(e)75%

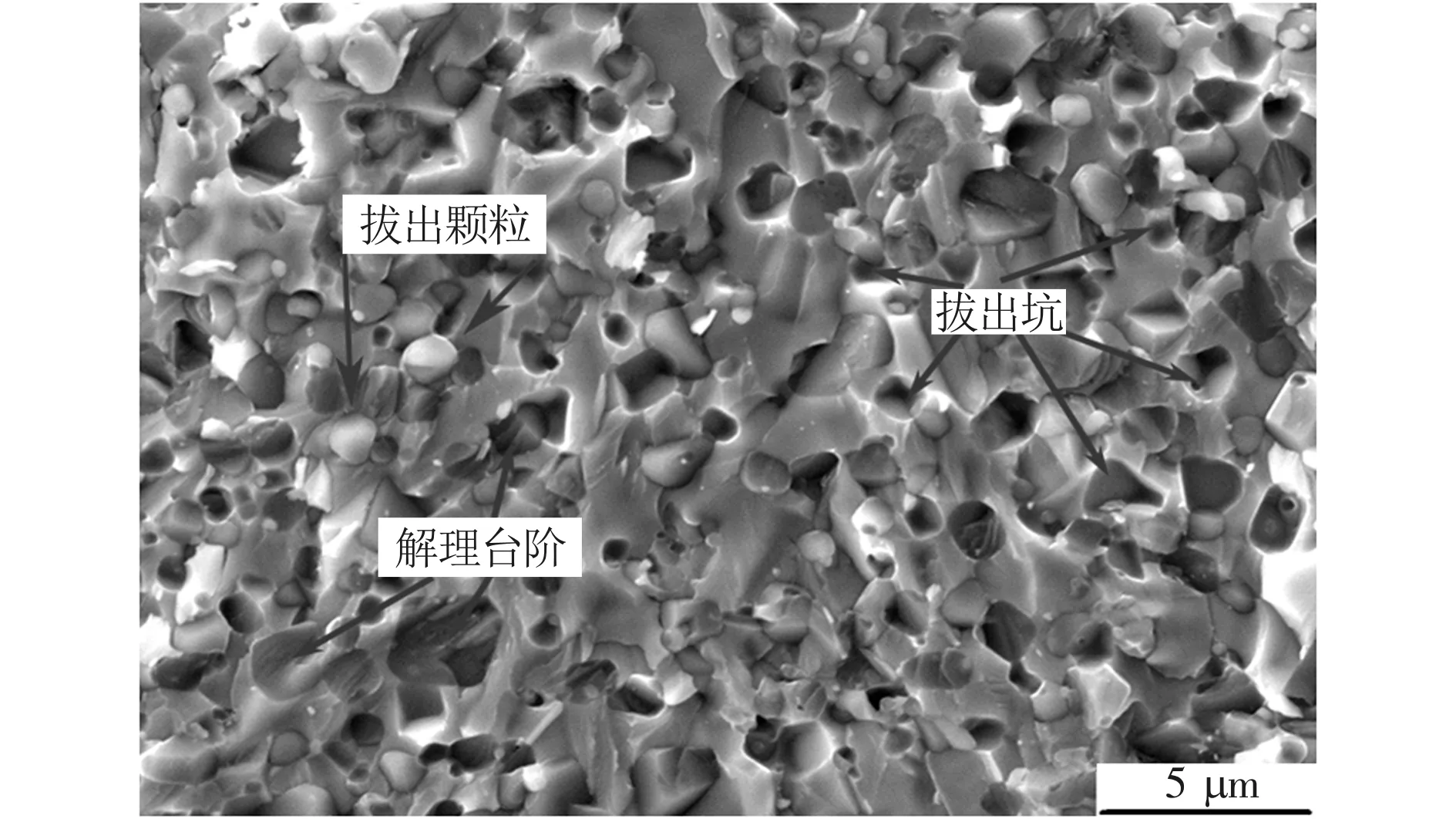
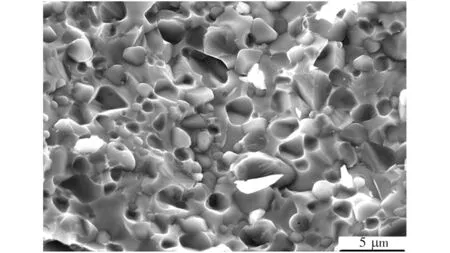
(f)80%图9 不同硬质相含量金属陶瓷的断口SEM图
为了进一步分析硬质相含量对Ti(C,N)-304ss金属陶瓷力学性能的影响规律,对不同硬质相含量的金属陶瓷断口进行了分析,结果如图9所示,可以看出:断口中存在硬质相;硬质相发生了穿晶断裂和沿晶断裂两种模式,且以沿晶断裂为主;硬质相发生穿晶断裂后形成河流状花纹,发生沿晶断裂后形成拨出颗粒和凹坑;金属粘结相发生撕裂后形成撕裂棱。通过观察发现,较大颗粒的硬质相容易发生穿晶断裂,而较小颗粒的硬质相倾向于从粘结相中拔出,形成沿晶断裂。这是因为大颗粒的硬质相在生长过程中更容易形成内部缺陷,在裂纹尖端应力场的作用下容易从缺陷处发生裂纹扩展,而小颗粒硬质相在裂纹尖端应力场的作用下容易发生转动,使与裂纹尖端接触的晶面得到调整,从而裂纹更易发生偏转形成沿晶断裂。裂纹的偏转将增加裂纹在金属陶瓷中的传播路径,增加裂纹传播过程中消耗的能量,提高材料抗弯强度。因此,对硬质相体积分数为75%的金属陶瓷的裂纹传播进行了观察,结果如图10所示,可以看出:断裂模式以沿晶断裂为主,穿晶断裂为辅;在硬质相和粘结相中均发现了裂纹分支,有利于增加裂纹数量,提高材料力学的性能;裂纹附近的硬质相/硬质相界面在裂纹应力场的作用下萌生了裂纹源,这与文献[2]的研究结果——硬质相/硬质相界面是弱界面——相一致。该金属陶瓷中硬质相邻接度的增加使得硬质相/硬质相弱界面的数量增加,不利于材料的力学性能。

图10 Ti(C,N)-304ss金属陶瓷的裂纹传播规律
使用TEM对该金属陶瓷进行观察,结果见图11,可以发现,规则大颗粒的尖角处由于应力集中,容易形成微裂纹。微裂纹的存在会极大地降低金属陶瓷的抗弯强度,对材料的力学性能具有较大影响。结合图2分析可知,小颗粒硬质相倾向于形成球形颗粒,有利于避免微裂纹的产生。因此,金属陶瓷硬质相颗粒直径的降低有利于提高其力学性能。

图11 Ti(C,N)-304ss金属陶瓷的大颗粒尖角处微裂纹
3 结 论
(1)随着硬质相含量的提高,Ti(C,N)-304ss金属陶瓷中的Ti(C,N)硬质相逐渐形成了环-核心结构,通常该结构的存在可以提高陶瓷硬质相和金属粘结相的润湿性,提高材料强度;
(2)随着硬质相含量的提高,Ti(C,N)-304ss金属陶瓷的硬质相平均颗粒直径先减小后增加,硬质相邻接度逐渐增大,粘结相平均自由程逐渐减小;
(3)随着硬质相含量的提高,Ti(C,N)-304ss金属陶瓷的致密度、硬度和抗弯强度均先提高而后略降低,在硬质相体积分数为75%时,达到最高的致密度(98.4%)、硬度(HRA 89.2)和抗弯强度(1 291 MPa);
(4)Ti(C,N)-304ss金属陶瓷的断裂模式以沿晶断裂为主,穿晶断裂为辅,大颗粒容易发生穿晶断裂,且大颗粒由于存在尖角,容易导致应力集中形成微裂纹,不利于金属陶瓷力学性能的提高。
猜你喜欢
石油沥青(2022年4期)2022-09-03 09:30:04
石油沥青(2022年3期)2022-08-26 09:13:06
云南化工(2021年11期)2022-01-12 06:06:14
石材(2020年11期)2021-01-08 09:21:48
山东冶金(2019年3期)2019-07-10 00:54:00
石油沥青(2019年2期)2019-04-28 08:42:24
西部广播电视(2015年7期)2016-01-16 03:45:16
西部广播电视(2015年6期)2016-01-16 03:45:13
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:07:56
焊接(2015年9期)2015-07-18 11:03:53