
数控车床刨削分度圆锥槽的工艺方法研究
2018-10-14 09:39崔永远王艳艳
河南科技 2018年32期
关键词:数控车床
崔永远 王艳艳


摘 要:本文通过利用普通数控车床,并辅助一套定位分度夹具,较好地解决了分度圆锥槽的加工问题,巧妙利用数控车床对复杂零件进行刨削加工,成本低,效率高,编程方便,实现了分度圆锥槽的数控加工,为圆锥槽类零件的工业生产提供了一种有效的加工工艺方法。
关键词:分度圆锥槽;数控车床;刨削;分度锁紧机构;宏编程
中图分类号:TG519.1文献标识码:A文章编号:1003-5168(2018)32-0035-03
Study on the Technological Method of Planing Indexing
Conical Groove on NC Lathe
CUI Yongyuan1 WANG Yanyan2
(1.Henan Industrial School,Zhengzhou Henan 450011;2.Luoyang Vocational College of
Science and Technology,Luoyang Henan 471822)
Abstract: This paper solved the processing problem of indexing conical groove by using common NC lathe and a set of positioning and indexing fixture. It skillfully used NC lathe to planer complex parts, which had low cost, high efficiency and convenient programming. It realized the NC processing of indexing conical groove, and provided an effective processing method for the industrial production of conical groove parts.
Keywords: fractal cone slot;CNC lathes;shaving;locking mechanism; macro programming
数控车床是现代制造技术中被广泛应用的一种通用型数控机床,具有适应性强、效率高、成本低等优势,能满足复杂零件的编程加工需要,具有车削回转体零件、车削螺纹等多种加工功能。现代数控车床因具有可编程功能,因此加工范围较为广泛。在控制方式上,多数控制系统和伺服驱动系统是半闭环反馈控制,甚至是闭环反馈控制,所以具有较高的加工精度。再配合一些必要的工装夹具,便能够更加广泛地适应现代工业生产制造需要。在实际应用中,数控车床还可以作为刨床使用,如加工一种圆锥槽类模具零件,既需要两轴联动控制,又需要分度定位锁紧。本文主要介绍一种利用数控车床,结合必要的工装夹具,对复杂圆锥槽进行刨削的宏编程工艺方法。
1 加工工艺原理
数控车床具有两轴联动功能,可实现任意直线的插补运算,保证了精确实现圆锥面的加工编程。利用数控车床这些特点,对外分度圆锥槽刨削进行数控加工,既保证了圆锥槽的加工精度,又节约了经济成本[1]。同时,还可以利用数控车床强大的宏编程功能,实现任意锥面形状合理切削参数的快速设置。考虑到该数控车床不具有主轴伺服定位功能,只具有變频主轴的功能,因此,特设计一套辅助定位夹具,实现数控车床的主轴分度定位功能。
在对外圆锥槽的加工中,小锥度短尺寸的圆锥槽通常可以使用线切割的方式加工,线切割加工有两个特点:一是单件加工时间较长,效率较低;二是成本较高,加工锥度和长度均受限。因此,从节约成本和提高效率的角度看,使用一种改进的带有分度定位装置的数控车床加工较为合适[2]。
2 加工任务
圆锥槽零件如图1所示,材料为45号钢,调质至HRC22-25,按图纸要求进行编程加工。
3 装夹工艺原理
3.1 工艺原理
从图纸看,需要加工的要素有圆锥、两端中心工艺孔和外十二等分圆锥槽等。除外圆锥槽外,其他加工均属于常规加工内容,本文不做论述。本文主要介绍加工外十二等分圆锥槽部分的装夹定位及加工工艺方法。
外十二等分圆锥槽,深2mm,宽3mm,长325mm。利用CK6140数控车床,HNC-22T华中数控系统编程加工,装夹工艺采用一夹一顶的方式进行装夹,主轴由分度锁死机构锁死。加工时,刨削刀具采用宽3mm的切槽合金刀具,翻转90°调整到合适高度,安装在刀架1号位置上[3],其装夹工艺结构原理如图2所示。
3.2 分度定位装置
对于主轴间隔性旋转的分度定位装置设计,本文巧妙利用了导轨内侧作为固定位置,采用带有分度装置的轴与孔精密配合,辅以定位顶紧螺钉,较好地解决了数控车床主轴间隔定位、分度旋转以及锁死定位的问题。
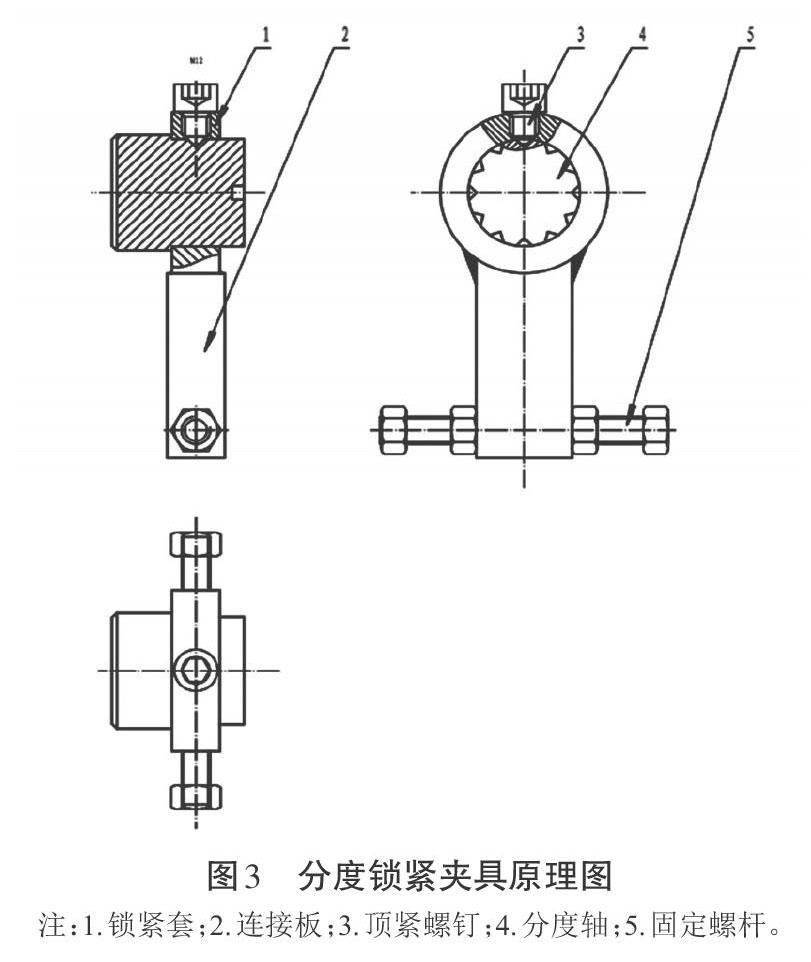
在对圆锥槽毛坯零件的分度装夹定位上,设计了一种可以固定到导轨侧面的分度定位锁死机构,如图3所示。
从图3可知,分度轴左端固定在数控车床的三爪卡盘上,右端由端面键槽顶紧圆锥毛坯零件,顶紧螺钉通过锁紧套顶紧到分度轴上,夹具的下端通过连接板和固定螺杆上的两端螺母,顶紧到导轨的内侧。其中,连接板和锁紧套通过氩弧焊接的方式焊接成为一体结构,与固定螺杆一起,下端固定到数控车床导轨内侧,上端与分度轴通过间隙配合的方式实现精密相对转动,从而达到固定圆锥槽毛坯轴的目的。在完成一个圆锥槽刨削加工后,松开顶紧螺钉,手动旋转到下一个角度位置,然后再把顶紧螺钉固定到分度轴上,这样通过手动调节分度轴的方式,便可调整加工圆锥槽位置。
4 宏编程加工程序
在对外圆锥槽进行加工编程时,需要对主轴锁紧固定不动,X轴和Z轴实现直线插补联动。由于刨削加工的特点是刀具和零件承受的切削力较大,所以宜采用小切削量,快进给的加工工艺思路进行加工,每次背吃刀量为ap=0.05mm,进给速度为F=2 000mm/Min。因此,利用数控车床的宏程序编程功能,可以实现加工,且程序短小,功能强大,能反复循环,直至完成加工。加工程序如下:
%0001
T0101
M07
GO X48 Z2
#1=0
WHILE #1GE[-4]
G80 X[#1+46.56] Z-324.8 I-7.53 F2000
#1=#1-0.05
ENDW
GO X80 Z5
M30
5 结论
利用数控车床刨削外分度圆锥槽,只需要设计一套
夹具即可,结构简单,使用方便稳定,使用宏编程,程序短小,功能强大。利用数控车床,较好地解决了复杂分度圆锥槽零件的加工问题。当圆锥槽数量改变时,只需更换分度轴即可。可以根据数控车床的加工行程,设定圆锥槽零件的加工直径和加工长度。总体来看,加工尺寸范围较大,适合于批量工业生产。经实际加工实践检验,加工精度高,分度方便,效率高,生产成本低,能够满足工业生产需要。加工实际效果如图4所示。
参考文献:
[1]李庆涛.机床夹具设计[M].北京:机械工业出版社,1984.
[2]陈家芳,顾霞琴,典型零件机械加工工艺与实例[M].上海:上海科学技术出版社,2010.
[3]沈春根,数控车宏程序编程实例精讲[M].2版.北京:机械工业出版社,2018.
猜你喜欢
科技研究·理论版(2021年20期)2021-04-20
证券市场红周刊(2020年33期)2020-08-29
学校教育研究(2020年10期)2020-06-03
现代信息科技(2018年8期)2018-10-21
现代职业教育·中职中专(2017年12期)2017-08-13
科学与财富(2017年15期)2017-06-03
广西教育·B版(2016年10期)2017-01-14
中国科技纵横(2016年20期)2016-12-28
企业技术开发·下旬刊(2016年11期)2016-12-27
科学与财富(2016年26期)2016-12-01
