基于平模加工的普通台钻改造设计
2018-10-10 05:12:36苏春锦
长春工程学院学报(自然科学版) 2018年3期
苏春锦
(福建信息职业技术学院机械工程系,福州 350003)
0 前言
如图1所示,平模零件是饲料机械中用来控制饲料颗粒大小的零件,其外径有Φ200、Φ250、Φ315、Φ400、Φ500等系列,控制饲料颗粒粗细的孔径可分为:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.5、Φ4.0、Φ5.0、Φ6.0等。一块平模零件上有成百上千个小孔,并且两面都有倒角。可见,钻孔和倒角是平模加工的主要加工量。

图1 平模零件
虽然数控机床也能实现钻孔加工,但因数控机床价格远比普通台钻高,故饲料机械中的平模零件的钻孔工作还是普遍采用台钻来完成。为了降低平模钻孔的加工成本和提高钻孔生产效率,对于几百上千个孔的平模零件的生产,需把高强度手工进给的台钻改为气动自动进给台钻。
1 台钻结构原理
如图2所示,台钻由电机作为动力,通过塔式三角带轮传动传递给主轴实现台钻钻头旋转的主运动。带有齿条结构的主轴套筒与主轴箱采用高精度的间隙配合而能够直线运动,带有齿条结构的主轴套筒与手柄相联接的齿轮啮合形成齿轮齿条传动,从而转动手柄可以使主轴套筒实现直线运动并实现了钻头直线运动的进给运动。因为主轴与带有齿条结构的主轴套筒内孔采用高精度的滚动轴承联接,主轴能自由地在主轴套筒里面旋转,但主轴套筒的上下移动会带动主轴的上下移动,空心塔式三角带轮通过键联接与内花键轴固定,内花键轴与主轴的上端有一个比较长的花键轴实现花键联接,空心塔式三角带轮带动内花键轴的转动而带动主轴转动,这样主轴在花键联接的方式下既能上下移动又能转动。
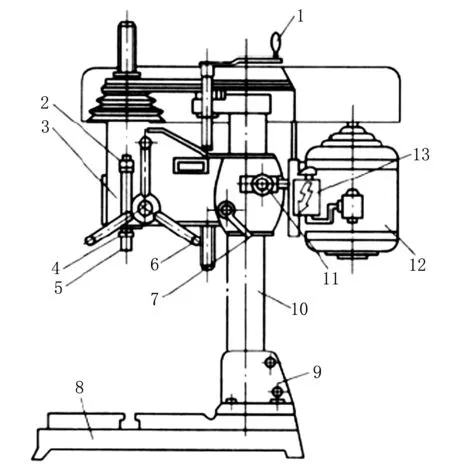
1.摇把;2.限位挡块;3.头架;4.螺母;5.主轴;6.进给手柄;7.锁紧手柄;8.底座;9.立柱座;10.立柱;11.螺钉;12.电动机;13.接线盒图2 台钻结构
2 台钻改造
通过对台钻机械结构和电气控制的改造,使平模零件在工作台上安装定位后,能够自动控制平模零件的钻孔加工及定位。
2.1 机械结构改造
2.1.1 主轴进给装置改造
拆去原气动进给普通台钻的进给手柄和齿轮,装上一套气动控制装置来完成主轴的进给运动,而主轴的旋转运动还是由原来的塔式三角带传动实现。这样在操作时,工件装夹并定位好后就无需用手抓操作手柄进给,而是通过开关按键实现自动进给。具体改装结构如图3所示,在主轴套筒的下方安装一个进给气缸横梁,横梁的两端分别安装一个双作用进给气缸,同时进给气缸固定在支架上;在进给气缸横梁前面的中间部位安装一个阻尼器,用来缓冲气缸行程末端的运动和力。

图3 台钻主轴进给的机械改造
2.1.2 工作台改造
平模零件上孔多,钻孔定位的工作量也很大,为实现钻孔的自动定位,在台钻原来的工作台上固定叠加两个十字相交且由步进电机带动的自动进给工作台,从而实现平模零件钻孔时的自动定位,如图4所示。
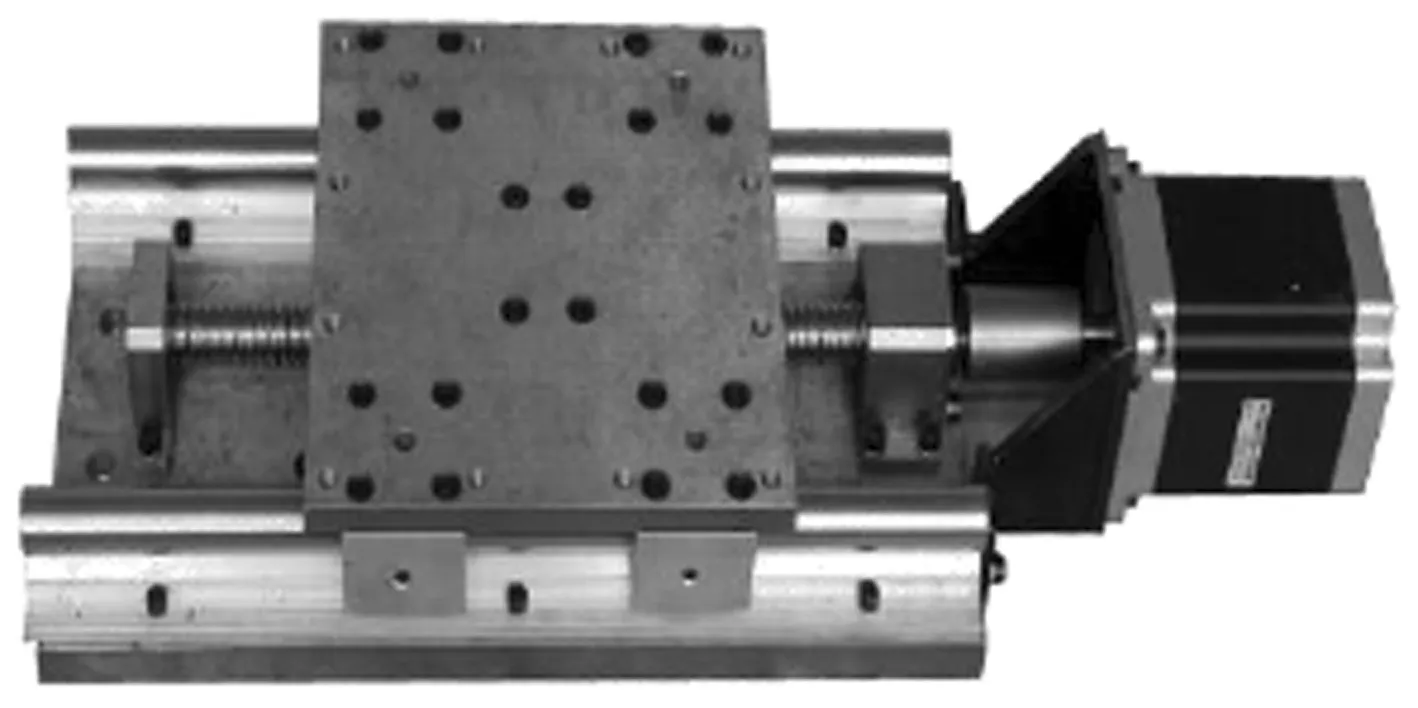
图4 台钻自动进给工作台
2.2 电气控制改造
从台钻机械结构的改造可以看出,主轴的旋转运动还是由原来的电机通过塔式三角带传动实现,而主轴的直线进给由气缸活塞杆的直线往复运动来实现,同时,工件的移动由两个十字相交步进电机带动的自动工作台来实现,电气控制系统要完成上述控制功能。
2.2.1 气动控制改造
钻孔进给过程中,钻头在起始位置到工件表面的空行程要求动作要快,以提高效率,在钻孔过程中要根据要求调节进给速度,在工件快钻透时要求进给速度要慢以防止进给力太大和钻头折断。
钻孔进给运动的实现是由两个竖直安装的双作用气缸来推动台钻主轴上下运动。为满足钻孔工艺要求,台钻气动进给的气动控制要采用不同控制回路:快速进给回路用来实现钻头在空行程的快速动作要求;二次慢速进给回路用来实现进给过程的两种进给速度、快速返回;同步回路用来实现两个气缸同时动作;速度调节和压力调节用来实现不同工况的进给速度要求。主控阀采用两位五通双电控先导式电磁阀(带手动),设置单向节流阀来调节气缸速度,利用快速排气阀使气缸快速排气,如图5所示。同时,通过阻尼器来保证慢速的进给速度和力的控制,如图3所示。

图5 台钻气压回路图
2.2.2 控制系统
控制系统框图如图6所示。主控芯片采用STM32F103C8T6,STM32F103C8T6采用ARM 32位的CortexTM-M3 CPU内核,最高72 MHz工作频率,64 K的闪存程序存储器,20 K的RAM存储器,工作电压范围2~3.6 V,有睡眠、停机和待机模式低功耗模式,自带3个12位AD转换器,自带2通道12位D/A转换器,支持定时器、ADC、DAC、SDIO、I 2 S、SPI、I 2 C和USART,有4个16位定时器,每个定时器有多达4个用于输入捕获/输出比较/PWM或脉冲计数的通道,有2个16位6通道高级控制定时器,多达6路PWM输出,并带死区控制,非常适合电机运动控制。
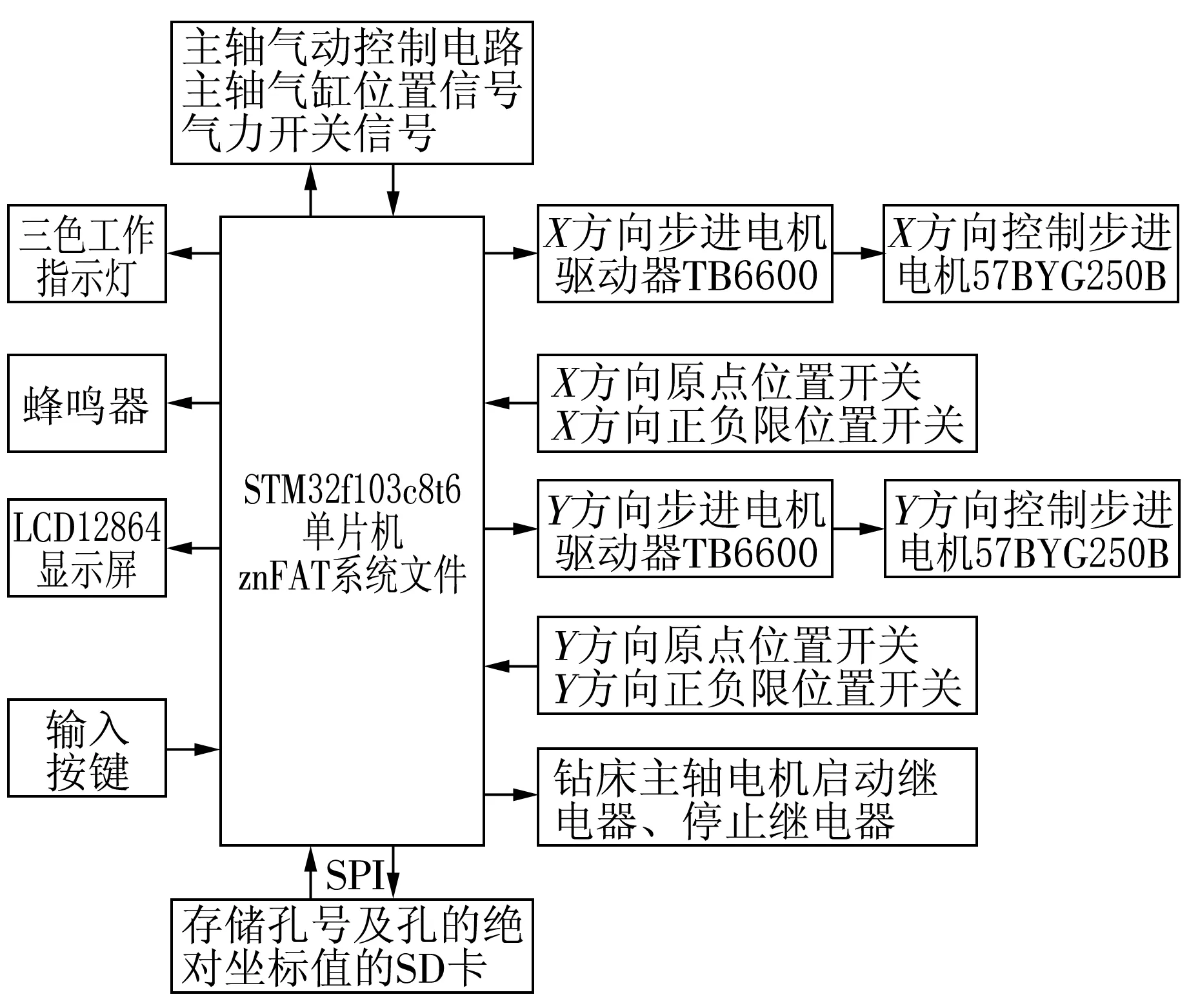
图6 控制系统
嵌入式文件操作系统是基于国内振南老师的znFAT系统移植过来的。
孔位存储器选用通用的SD卡,以TXT文本形式存放孔号以及相应孔号的X和Y的绝坐标值。SD卡与STM32F103C8T6单片机采用SPI通信。
工作台的X方向和Y方向均采用57BYG250型步进电机驱动,驱动器均采用TB660型步进电机驱动器。
显示屏采用LCD12864液晶屏,用来显示要加工的孔号以及孔号的X和Y的绝对坐标位置。
三色工作指示灯用来提示设备是在准备状态、加工运行状态还是加工完成状态,蜂鸣器用来提示设备故障等。
输入键盘用来控制设备启动、暂停、停止、修改孔位号的绝对坐标值以及手动移动工作台等。
在零件图纸中设定坐标原点,可以确定各孔的X和Y方向坐标值,从而确定各孔装夹定位的位置,可以计算出各孔在工作台上的X和Y的坐标值,并保存在SD卡内的TXT文本里。工作人员只要手工完成平模零件的安装定位,再通过按键复位、回原点、读取孔的TXT文本、启动即可开始自动加工,加工完成蜂鸣器发出3声“滴滴滴”提示声音,同时三色灯橙色灯闪烁。取件,再次手工完成平模零件的安装定位,再通过按键复位、回原点、读取孔的TXT文本、启动,即又可开始自动加工件。加工流程如图7所示。

图7 加工流程图
3 结语
针对平模零件加工的普通台钻改造,保留了台钻原来的主体结构和工作性能,增加了自动操作功能,原来采用普通台钻时,经验丰富的熟练师傅一天只能加工一二个平模零件,采用本改造的设备后,一个普通师傅只需要进行平模零件上下料的操作,可以同时管理几台设备,大大提高了生产效率和零件的加工质量,降低了生产成本,获得客户好评。同时,为类似产品加工设备的改造提供了借鉴。
猜你喜欢
结构工程师(2022年2期)2022-07-15 02:25:22
装备制造技术(2021年1期)2021-05-21 07:55:14
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
模具制造(2019年4期)2019-06-24 03:36:42
制造技术与机床(2017年10期)2017-11-28 05:23:55
制造技术与机床(2017年8期)2017-11-27 02:10:01
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
科技创新导报(2016年9期)2016-05-14 09:12:16
邢台学院学报(2016年4期)2016-02-28 19:54:41