
卡尔多炉旋转装置的问题分析及改造实践
2018-10-10 05:23马志玫彭亚龙
世界有色金属 2018年14期
马志玫,彭亚龙
(白银有色集团股份有限公司 甘肃白银 730900)
随着国家节能降耗及循环经济政策的落实,充分利用再生资源,回收其有价金属已成为所有企业的共识。铜阳极泥的处理工艺,一般包括水洗、硫酸化焙烧、蒸硒、浸出脱铜、贵铅熔炼、精炼分银及金银电解等工序,存在着金属直收率低、流程复杂、成本高、环境污染严重等缺点。为了克服这些缺点,白银有色集团铜业公司于2010年引进了国外先进的卡尔多炉处理铜阳极泥技术。
卡尔多炉熔炼法是由瑞典波立登公司利用氧气顶吹转炉熔炼技术开发。卡尔多炉最初应用于炼钢,现已发展应用于有色金属冶炼,可处理铜精矿废杂铜、铅精矿废杂铅铅尘及阳极泥等。卡尔多炉用于阳极泥处理始于1993年,白银铜业公司年处理4000t铜阳极泥浸出熔炼部分引进瑞典波立登公司卡尔多炉火法工艺,于2010年10月开工,于2014年三月开始试运行生产,实现了一次投料成功,卡尔多炉一次点火成功,卡尔多炉火法处理铜阳极泥各项技术指标已达到或接近设计要求,但还存在很多问题,须要改进完善,以求进一步优化指标和提高产能。
1 概述
Outotec 卡尔多炉及其附属设备,包括2m3卡尔多炉、驱动装置、燃烧喷枪、吹炼喷枪、液压装置以及卡尔多炉加料阀等。Outotec公司专利技术,世界先进国内领先的技术装备,从生产能力来看,2m3卡尔多炉日产出朵尔合金达到了1.5t。相比较原有的回转窑、贵铅炉、分银炉工艺,卡尔多炉工艺技术将阳极泥的还原熔炼、氧化吹炼、精炼作业整合一体。从工艺上来看,卡尔多炉工艺:阳极泥铜浸出—卡尔多炉粗炼—文丘里洗涤烟气净化—粗硒回收。通过充分利用卡尔多炉工艺能耗低、生产周期短、定员少、自动化程度高、环保效果好、占地少、生产成本低、对原料的适应性强等优点,实现节能、降耗,控制污染、减少投资,提高生产能力的目的。
作为当前国内最先进的贵金属冶炼设备,其主体采用钢制容器制作,且内衬耐火材料。其主要驱动方式为液压系统,传动装置主要包括旋转装置和倾转装置(见图1)。倾转装置主要是由倾转液压马达及炉体两侧轴承座组成;旋转装置主要包括底部旋转液压马达、炉体两侧托辊组成,生产中,卡尔多炉运行时,时根据作业需求,驱动卡尔多炉进行倾转、旋转。
自2014年系统投入生产以来,卡尔多炉发生多次旋转故障,炉底旋转装置出现异常声音、炉体无法旋转、振动大等问题,并且由于炉体振动使得旋转马达、托辊轴承受到径向力及轴向力增加,作业过程中旋转马达及轴承均出现故障,被迫对旋转马达及托辊轴承进行了多次更换维修。但炉体振动的问题仍未得到解决,已严重影响到卡尔多炉的稳定运行。
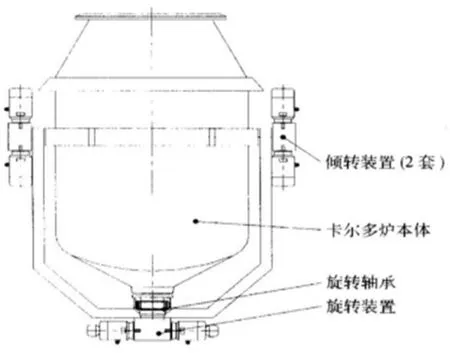
图1 卡尔多炉装置
2 炉体振动产生的原因分析
为充分发挥卡尔多炉单炉周期的有效作业效率,生产过程中,卡尔多炉作业温度达到1000℃以上,炉体外壁温度也达到了200℃以上,托辊表面长期由于热辐射作用磨损更加严重,部分部位出现凹槽,导致炉体在旋转作业时振动变大,严重影响到轴承及马达的使用寿命。
对卡尔多炉炉体半径及托辊半径进行测绘制图,炉体棍圈半径R1s为1540mm、托辊半径R2s为300mm、定位垫片厚度Sh为40mm,其关系如图2所示:
对上图2中的曲线在CAD中投影,可以得到两组数字(R2s300、Sh40)、(R2s290、Sh56),构建函数关系,用公式表示为:


图2 卡尔多炉炉体半径及托辊半径
由式(1)可见,在托辊完好(R2s=300)时定位垫片为40mm,定位垫片的厚度Sh随着托辊半径R2s的减少而增加。
由于在托辊位置无隔热装置(此位置亦无法加装隔热装置,一端有石墨片进行托辊润滑),长时间的辐射热、重负载摩擦使得托辊表面损伤严重,直径变小导致托辊与炉体辊圈接触间隙增大,从而在旋转负重作业时振动增大。
3 改进措施
经对技术资料的研究及现场测绘后,主要从两个方面对此问题进行入手改造。
(1)制作专业工具,对托辊进行测绘,测绘尺寸为298mm,根据式(1)可得到Sh=43.2mm,考虑托辊面磨损严重,故需加装4mm定位垫片,加装位置为下图3中编号11的位置,由于1副托辊有两个轴承座支撑,故需对倾转轴承座4个同样部位加装4mm定位垫片,使得两侧托辊向内移动,减少托辊与炉体辊圈的接触间隙,从而使得炉体旋转作业时振动减小的目的。(倾转装置图纸见下图4)
(2)由于托辊面存在凹凸不平的情况,在增加定位垫片后接触面为点接触,振动减少不太显著,超过正常运行时的振动值,故制作新托辊,对旧托辊进行更换,由于在此前的运行中,旧托辊面损伤较为严重,加装了定位垫片,故在更换新托辊时对前期加装的定位垫片进行拆卸,加装过程中观察托辊和炉体辊圈面接触间隙,发现接触间隙较拆卸前更小,安装完成后对炉体进行试车,振动基本消除。
(3)对托辊轴承座面加装隔热装置,由于上托辊轴承座面间隙大,测绘后在两轴承座之间制作安装弧形隔热板,隔热板中间夹装保温棉,弧形隔热能有限的阻止炉体辐射热,降低轴承区域温度,加装完成后测量轴承箱表面位置温度为80℃~90℃,能满足二硫化钼锂基润滑脂使用环境,减少由于润滑不当对轴承造成的损坏。

图3 托辊装置
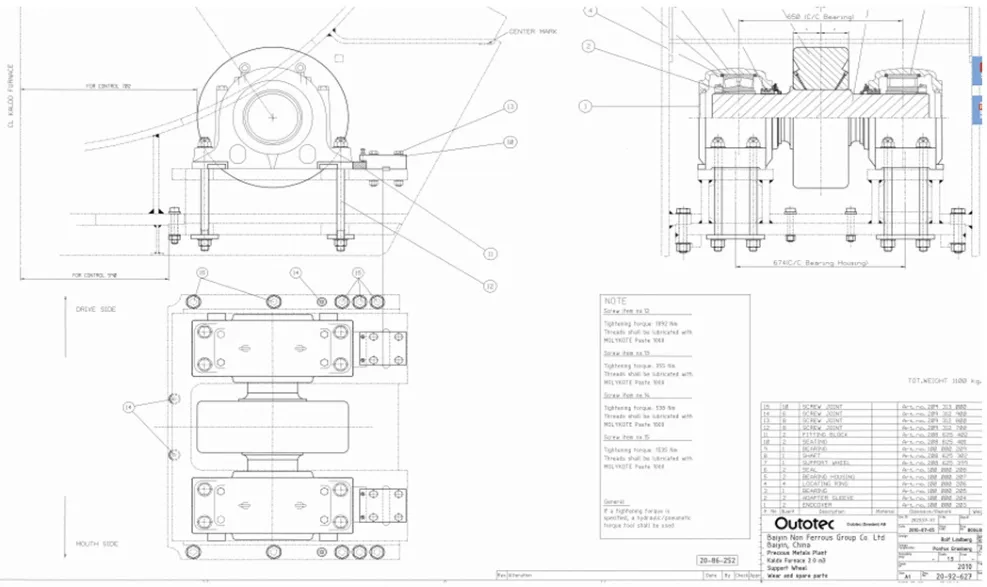
图4 托辊装置总装图
4 应用效果
通过对卡尔多炉旋转装置定位及隔热改进,卡尔多炉炉体震动问题得到极大改善,炉体向托辊轴承的传导热明显减少,轴承测温显示温度控制在80-90℃,满足润滑油脂使用范围。
通过上述改进,卡尔多炉托辊轴承、液压马达的故障率进一步降低,极大的减少了卡尔多炉因设备故障导致的检修,大大降低了卡尔多炉的维护成本,提高了卡尔多炉的运行效率和作业率,为加大处理阳极泥提供了有力保障。
5 结束语
综上所述,卡尔多炉作为先进进口设备设施,其自动化程度、设备先进程度、节能降耗能力均为国内先进水平,但国内技术人员对这类设备的了解、认知程度还不足。在工艺参数、工况条件发生变化时,深层次存在的问题可能会暴露,进而造成较大的不利,如使用温度超高润滑油脂、加设电动加油机选用是否合适、配合间隙的调整是否合理、绝热选材及厚度核定是否满足要求等。因此,要充分发挥好进口设备的先进性,就要做好进口设备的转化和消化吸收,减少因操作失误、工艺条件的变化影响产生不利因素,降低设备维修成本和人员劳动强度。
猜你喜欢
起重运输机械(2021年23期)2021-12-21
湖南有色金属(2020年6期)2020-12-28
玻璃(2020年2期)2020-12-11
世界有色金属(2020年17期)2020-11-28
Plasma Science and Technology(2020年11期)2020-11-10
中国设备工程(2020年15期)2020-07-29
铜业工程(2018年6期)2019-01-07
科技视界(2017年18期)2017-11-16
中国工程咨询(2017年8期)2017-01-31
中国经贸导刊(2015年27期)2015-10-10
