
CCMT2018刀具展品综述
2018-09-28 07:24中国机床工具工业协会工具分会秘书处杨晓执笔
世界制造技术与装备市场 2018年4期
中国机床工具工业协会工具分会秘书处 杨晓执笔
一、车削刀具
1.内外圆车刀
泰珂洛展出了其新的车刀材质T9215(见图1)。它结合了厚度均匀的Al2O3层和硬陶瓷层(硬陶瓷涂层是采用传统技术涂层厚度的1.5倍),比传统的TiN涂层具有更高的硬度。这些特性提高了耐磨性,同时提高了钢件车削加工的生产效率。泰珂洛特殊的后处理技术PremiumTec提高了加工稳定性,并有助于防止微裂纹在涂层中的产生和扩展,从而导致灾难性的刀片失效。泰珂洛T9215系列产品包括其标准刀片,以及用于钢车削的-TSF,-TM和-TH型断屑槽的ISO-EcoTurn刀片。

图1 泰珂洛车刀材质T9215
泰珂洛还推出一款用波纹焊接的CBN刀片(见图2)。这是因为采用传统钎焊技术焊接的CBN刀尖容易在较大的切削力下从其硬质合金刀片基体上脱落。因此,一些操作者不得不采用小切深、多次走刀的方式来完成加工,切削效率较低。而波状焊缝联接的CBN刀片是一种突破性的解决方案,能够大幅提高加工效率,能够实现硬车削时在大切深条件下采用更高的进给效率一次走刀完成加工。

图2 泰珂洛波纹焊接的CBN刀片
伊斯卡推出了一种名为LOGIQ4TURN的双面车刀(见图3)。这种车刀虽然也叫双面车刀,但和常规的0°后角的负型车刀不同,它两面的刀尖是交错的,每个刃口带有后角,这就为刀片能够用楔形(燕尾形)锁紧提供了条件,使车刀的夹紧更为牢固,切削时更为稳定。

图3 伊斯卡LOGIQ4TURN车刀
伊斯卡另外一种专用于铝合金的双面大前角车刀片(见图4)则没有采用错开切削刃的方法,而是在负型刀片上做出超大前角以保证切削轻快,刀片的前刀面也经过抛光以确保排屑流畅。虽然常规的铝合金车刀片采用大前角和前刀面抛光并不罕见,但用于负型刀片能使可用切削刃倍增,经济性大为提高。

图4 伊斯卡ALUPTURN车刀
瑞士的拉芈娜则推出了一系列的所谓“通用型”刀片(见图5),可以适合多种材料的加工。如图所示的第一行CNMG120404NNLT1000就是表示适合钢类(蓝色)、不锈钢类(黄色)、铸铁类(红色)、难加工材料(橙色)、硬材料(灰色)以及非铁材料(绿色)。
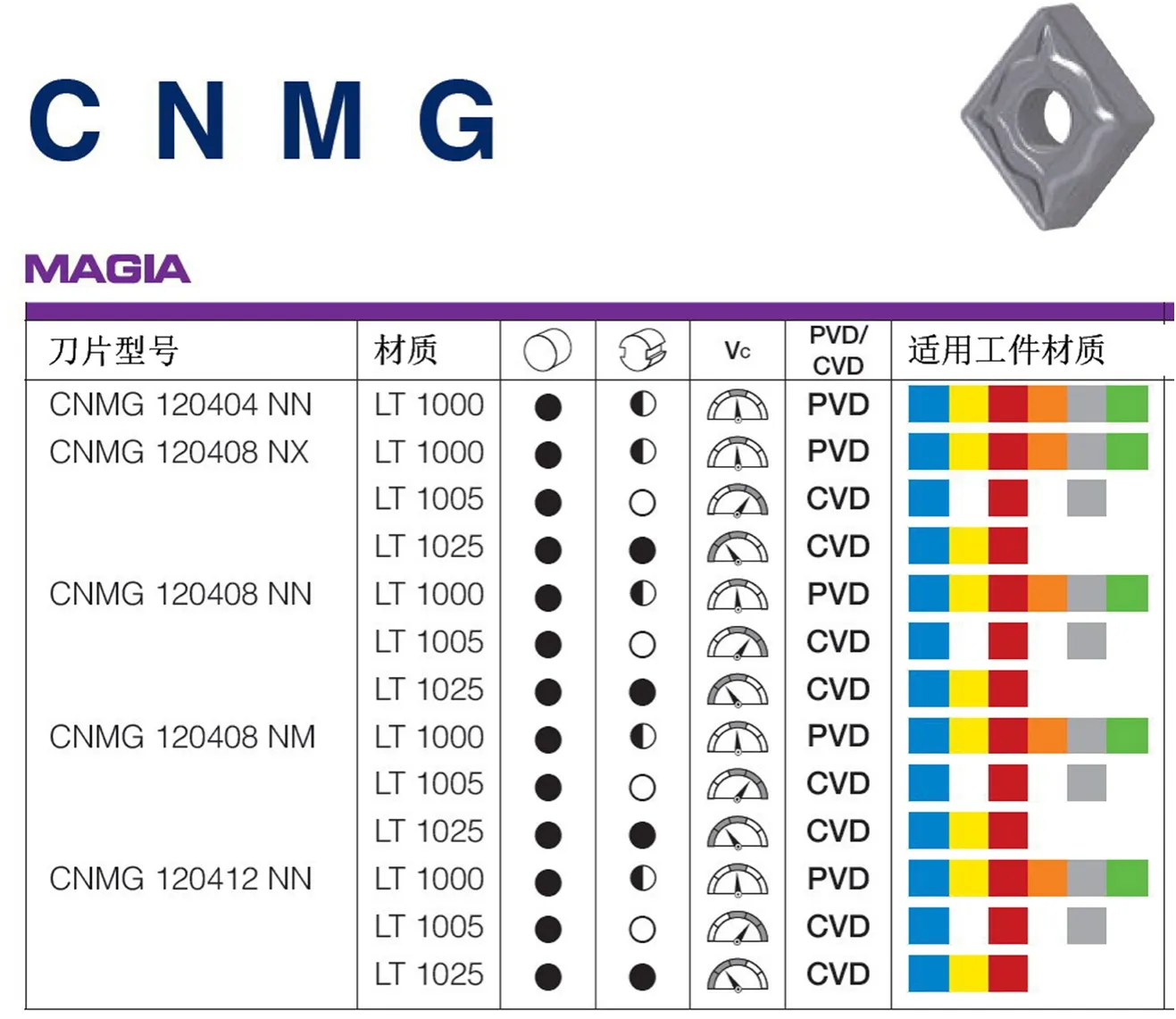
图5 拉芈娜 “通用型”刀片
2.切槽车刀
瓦尔特展出了他们称为“MX槽刀系统”的四个刃口的切槽刀(见图6)。瓦尔特介绍说他们的这一系统具有刀片的自动找正、切向锁紧特点,以及刀片定位销所带来的稳定性,提高了刀片的重复定位精度和工艺可靠性,同时还能避免刀片安装错误。由于具有特别精确的中心高度和精磨刃口,该系统非常适合加工精密槽、弹簧挡圈槽和小直径工件。无论是左刀杆还是右刀杆都只需要一个类型的刀片,当一个切削刃断裂时还能使用其他切削刃继续加工,因此非常经济。

图6 瓦尔特MX槽刀系统
伊斯卡在之前五星型切槽刀片后推出了另一种以TANG-GRIP立装自夹式单头刀片插入的五边形切槽车刀(见图7),由于刀片尺寸远小于五星形刀片,经济性更好。

图7 伊斯卡TANG-GRIP立装自夹式五边形切槽车刀
伊斯卡的另一款减振的GRIP切槽刀片用安装在刀板上可调减振块和橡胶圈来吸收振动能量(见图8),快速减少弱刚性的薄型切槽刀板在重载切槽加工中极易发生的振动,对提高切槽的加工效率极有帮助。

图8 伊斯卡减振GRIP切槽刀片
二、铣削刀具
1.铣刀片的材质
瓦尔特在CIMT2017推出的金虎刀片的基础上又推出了新品种的金虎刀片(见图9)。刀片采用的特殊涂层工艺“超低压涂层工艺 (ULP CVD)“,具备了卓越的产品特性,满足了切削加工更高要求,可以说开创了刀具行业一个新的里程碑。与之前常见的CVD化学涂层氧化铝材质相比,金虎刀片采用了拥有高韧性和耐磨性的TiAlN涂层,涂层中铝元素含量很高,位于TiN表层涂层之下,可以保护刀片基体减少腐蚀磨损、梳状裂纹、塑形变形和氧化磨损。另外,TiN涂层可确保具有极佳的涂层附着性能。采用这种涂层,瓦尔特金虎刀片在刀具寿命、生产效率、工艺可靠性方面均获得了惊人的提升:减小了后刀面磨损和刃口崩刃的风险,热裂纹变少,抗塑性变形能力增强;显著地提高了使用寿命;可兼顾钢件和铸件加工,减少用户刀片采购类型和成本;当然金色的表面也更易于刀片磨损识别。新的金虎铣削材质 WKP35G可转位刀片扩展了应用领域,现在也可用于仿形铣、铣槽、高进给铣削以及三面刃铣刀,实现了耐磨性与韧性的很好的平衡;可加工材料范围更加广泛:涵盖了灰铸铁到球墨铸铁、结构钢以及高强度不锈钢。

图9 瓦尔特“金虎”铣削材质
京瓷则展出了用于铣削的金属陶瓷材质TN620M(见图10)。之前我们行业的大部分从业者都认为金属陶瓷材料只适合小余量的连续切削,京瓷通过不断的技术改进,已经开发出适合铣削这类断续切削的金属陶瓷材质。据京瓷介绍,这种材质的耐磨损性、耐粘屑性优异,能实现被加工表面的高品质。

图10 京瓷金属陶瓷铣削材质TN620M
2.面铣刀
澳克泰工具在展会上推出了负型七边形面铣刀具NX(见图11),负型的双面刀片具有14个可用刃口,属于经济适用型刀片。澳克泰的NX铣刀有疏齿和密齿两个系列。疏齿的采用了不等分齿距,这在一定范围内对于抑制切削中的振动有相当的帮助,而密齿采用的是等分齿距,用于高效率的加工。澳克泰介绍说,NX在面铣中应用广泛,可用来做钢件、铸铁等材质的粗铣、半精铣及精铣。

图11 澳克泰负型七边形面铣刀具NX
高迈特展出了一款装有3D打印的刀环的铣刀(见图12)。由于采用3D打印的方法制造,该铣刀的齿距可以非常小,可以达到传统PCD铣刀两倍的生产率。

图12 高迈特装有3D打印的刀环的铣刀
钴领展出了一款由其名下的豪费德制造的HPC系列面铣刀(见图13)。据钴领介绍,它是目前效率最高的针对铝合金加工的解决方案,其进给速度可达60000mm/min。高转速、密齿数、精确到微米的刀片调节能力以及精妙的排屑系统设计,使得高效加工成为可能,并且其加工后的工件内近乎无切屑残留,从而在大幅度降低加工时间的同时能够有效地降低成本。

图13 钴领豪费德HPC系列面铣刀
其特别之处还在其挡屑板的设计:挡屑板在比切削刃稍低的位置有在端面尚看几乎封闭的挡屑楔块,而在楔块的下方则是冷却液出口,这样切削中的切屑在冷却液的冲击下因受楔块的阻挡无法涌向工件表面而只能向刀柄方向排出,这使得切屑能够被有效地导引到工件外部(见图14)。对于内部非常敏感或内部难以清洗的工件,应用HPC面铣刀能够非常显著节约清洗过程的时间和成本,并为工件使用的可靠性提供了保障。

图14 钴领豪费德HPC系列面铣刀结构说明
沃尔德展出了一种钢铝复合刀体、刀片的轴向可精调、带有动平衡调整螺钉和冷却液输出(通过喷淋板和钢刀体间的缝隙)结构的金刚石铣刀(见图15)。沃尔德介绍说,这种铣刀装有带两个可用切削刃的金刚石刀片,由于刀片的后刀面并非定位面,因此刀片转位后的定位并不受刀片磨损的影响。沃尔德称,他们的铣刀出厂前刀片轴向位置和动平衡都已经过调整,如果用户要求不太高,可以不作调整。另外他们还强调,刀盘底部有联接铝刀体和钢刀体的螺钉,请用户切勿擅动那组螺钉。

图15 沃尔德高速金刚石铣刀
3.大进给铣刀
伊斯卡推出了一种确保获得更高生产效率的大进给铣刀LOGIQ4FEED(见图16)。这种大进给铣刀采用了扭转的形状,加大了双面刀片的前角,从而实现切削轻快;同时由于这种扭转,使这种双面刀片铣刀也具备了一般双面刀片铣刀所不具备的坡铣能力。

图16 伊斯卡大进给铣刀LOGIQ4FEED
4.仿形铣刀
伊斯卡的圆弧仿形铣刀TOR6MILL(见图17)也是一种使用带有扭转效果的双面刀片的铣刀,具有6个大圆弧,大前角使得切削轻快,可适用于粗铣、半精铣和精铣加工,可加工钢件和不锈钢件。

图17 伊斯卡的圆弧仿形铣刀TOR6MILL
利美特基宁格(原蓝帜基宁格)展出了据说是全世界首款精密烧结、双头仿形铣削刀具Copy Max 2(见图18)。通常的可转位球头精铣刀其实只能用一次,并不能“转位”,而Copy Max 2却通过技术创新,使精加工的球头铣刀转位的“不可能”变为“可能”,刀片的经济性成倍增长。同时,这种铣刀刀片采用利美特的Nanomold Gold涂层,其出色的切削稳定性,尤其适合无人化生产的加工;而新的锥度设计优化刀杆,加上Torx plus增强型螺钉,提高了加工的稳定性。

图18 利美特基宁格双头仿形铣削刀具Copy Max 2
图19是霍夫曼展出的一款看上去像锥形球头铣刀而实质是抛物线形的高性能铣刀(GARANT Parabolic Performance Cutting,他们简称PPC)。PPC的主要刀刃为抛物线形,其近似为大半径圆弧。这样能让有效半径起到更大作用。因此,相对于相同直径的球头铣刀,全新PPC铣刀的步距要大9倍(参见图20),同时还能达到相同的表面加工质量。最终的结果就是加工时间更短,工件、刀具和机床所承受的应力更小。另一方面,若保持同样的步距大小,则表面加工质量可优化80倍。

图19 霍夫曼的抛物线形高性能铣刀
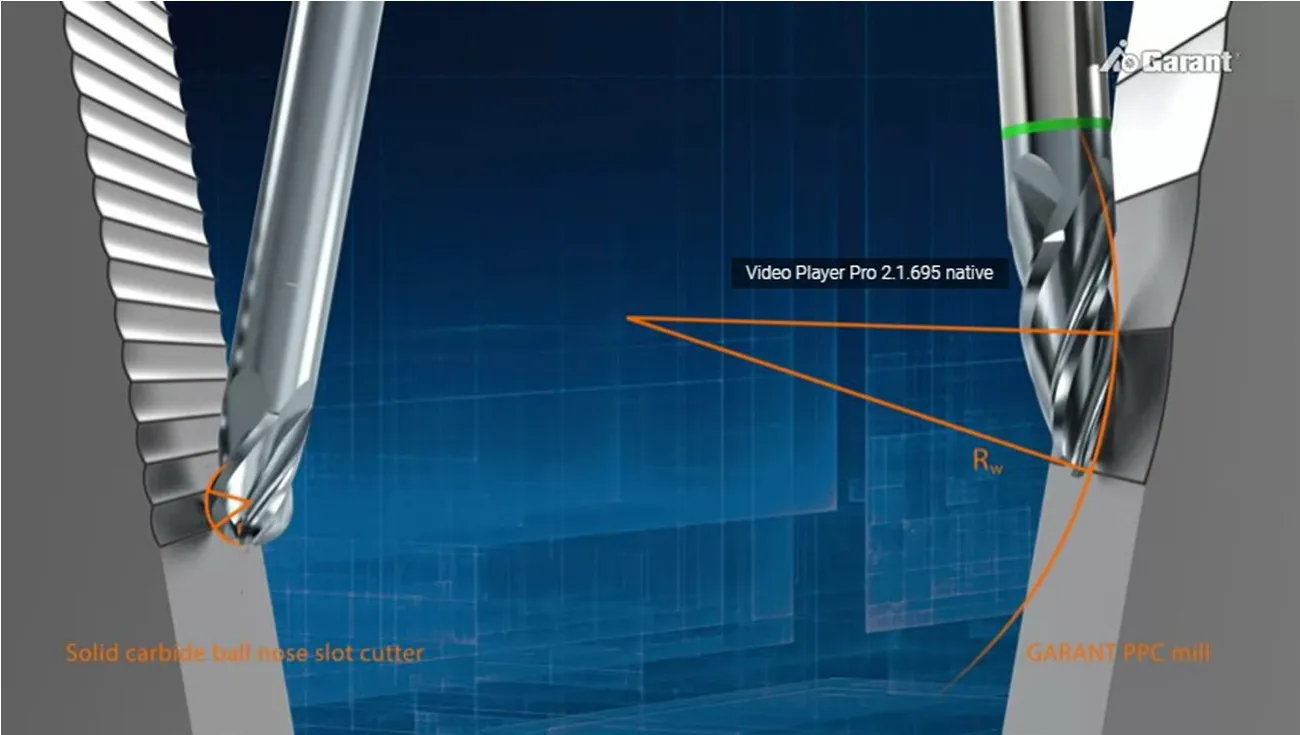
图20 霍夫曼-球头铣刀抛物线形铣刀对比
5.微型铣刀
微型铣刀在3C行业(计算机、通讯和消费电子产品)上有大量的应用。这样的铣刀涵盖了铝合金(如许多4G手机的后盖和电脑零件)、不锈钢(如手机Home键、镜头圈、中框)以及印刷电路板(PCB)。
图21是深圳金洲四款针对3C行业加工不同对象的微型铣刀。图21a的环切刀为典型的高效加工刀具,其一次加工即可加工出圆柱面和底面,效率高于传统加工方式。金洲的零侧隙结构设计使其具有较好的圆柱面表面质量和高精度尺寸,并且刀具寿命得以保证。同时涂层环切刀也可用于不锈钢手机中框加工。图21b的成型类外观刀具定位铝合金笔记本电脑、手机的型面加工。金洲成型刀特点是高精度轮廓保证和润滑型涂层加成,其轮廓精度和刃口质量可以达到较高水平;润滑型涂层提供了较好的抗粘刀性能和高质量表面,即使干加工也能胜任。图21c的键盘槽刀具着重在刃口加以优化处理,较好地解决横纹亮线问题,并且对干湿加工均有适应方案。图21d为摄像头倒角刀。为实现高光效果,金洲在刃口质量和涂层方面做了深入研究,刃口优化处理使其加工寿命和表面质量相较传统刀具得以明显提升,涂层的处理保证表面质量的进一步改善,达到高光效果。

图21 深圳金洲四款针对3C行业加工不同对象的微型铣刀
据金洲介绍,在即将推出的5G手机上,玻璃和陶瓷后盖会替代现在4G手机上大量使用的铝合金的手机后盖(见图22)。当这种变化来到时,玻璃或陶瓷后盖所使用的石墨模具使用量会有大量增长。阿诺也介绍说石墨模具作为3D玻璃热弯成型的重要耗材,直接影响了3D玻璃表面光洁度和弧度,其使用寿命也对3D玻璃热弯成型的成本影响极大。金洲认为应用到石墨加工的刀具,要适应石墨对刀具磨损大,切屑为粉末状的加工特点。阿诺也指出,由于石墨材料独特的晶体结构,使其具有良好的耐高温、化学稳定性和抗侵蚀能力,而它的高硬性,目前常用的整硬刀具加工石墨时刀具磨损严重,寿命低,加工质量较差。

图22 手机玻璃屏石墨模具
采用整体陶瓷刀具(见图23)可以成倍地提高石墨加工时的效率,刀具寿命最高可提高8~10倍,加工工件表面尺寸更加均匀(2μm以内),光洁度更高(Ra在0.05μm以内)。

图23 加工石墨的整体陶瓷铣刀
图2 4是霍夫曼展出的其GARANT 微型高精度铣削刀具系列。霍夫曼介绍说他们的微型铣刀的最小直径已达0.5mm。由于铣刀在很多工况下是单侧受力,这对铣刀的强度尤其是抗弯强度提出了很高的要求。霍夫曼还介绍说,他们的微型铣刀制造的精度极高,例如铣刀工作直径是0 / –0.005 mm;圆角铣刀的圆角公差是±0.0025 mm;球头铣刀的轮廓公差是0 / –0.005 mm。他们不同的色环是代表适合不同的被加工部分材料,例如红色环代表用于高合金钢和淬硬钢,而黑色环则适用于石墨、CFK、GFK和其它纤维复合材料加工。

图24 霍夫曼GARANT 微型高精度铣削刀具系列
6.安全锁铣刀
以制造安全锁(Safe-Lock)刀柄闻名的翰默公司在本次展会上展出其自有品牌的带安全锁结构的整体硬质合金铣刀(见图25)。安全锁结构能防止铣刀在机床上轴向退刀时由于工件弹性变形而使刀具从刀柄中拔出,对于切削余量较大或工件材料弹性极限较高的能很好地保证加工的安全性。

图25 翰默带安全锁结构的整体硬质合金铣刀
三、孔加工刀具
1.三刃冠齿钻
伊斯卡展出了一种具有3个刃口的换头式冠齿钻LOGIQ3CHAM(见图26),这种新推出的3刃换头式冠齿钻相比传统的2刃冠齿钻生产效率能提高50%,只不过由于增加了一个刃瓣,容屑槽的面积可能有所减少,而增加效率意味着要排出的切屑更多,冷却液的压力和流量会有更多的需求。刀头尾部带削平面的圆锥定位锁紧结构能较好地保证即使加工条件比较恶劣也能可靠地进行钻孔加工。
图26 伊斯卡三刃冠齿钻LOGIQ3CHAM
玛帕则展出了另一种结构的三刃冠齿钻TTD-Tritan(见图27)。玛帕认为在TTD-Tritan中,刀头与刀杆通过端面齿啮合连接在一起。这种连接特别牢固,从而使可换头钻头类型保持了整体硬质合金钻头的优点和性能水平。此外,连接的牢固性还基于特别适用于可换钻头系统的三切削刃。玛帕介绍说,与整体硬质合金双刃可换头钻头相比,采用TTDTritan能够实现双倍高的进给。因为采用新的可换头系统能够将昂贵的硬质合金仅限制用在刀头上,从而在大直径中也能够保证很低的成本。

图27 玛帕的三刃冠齿钻TTD-Tritan
2.微直径钻头
瑞士的米克朗刀具展出了直径仅0.75mm,钻深可达15倍(刃长12.4mm)的所谓“内冷疯狂钻”(CrazyDrill Cool,见图28)。米克朗的这类内冷疯狂钻直径覆盖0.75~6mm,钻孔的长径比分为6倍、10倍和15倍三种。米克朗认为,这些小钻头带内冷孔之后,即使在低压下,也能保有足够大的冷却液流量,而在满负荷压力下,可以具备三倍冷却液流量,从而可以使用更高钻削速度,具有更高刀具寿命和排屑能力。


图28 内冷疯狂钻(上)及其端面图(下)
三菱综合材料也展出了一款微型带内冷钻头MVS(见图29)。与米克朗内冷疯狂钻相比,三菱的最小直径只到1mm,比米克朗内冷疯狂钻稍粗,而在钻孔深度方面,三菱综合材料的最大长径比达到30倍,比米克朗内冷疯狂钻的可用深度大了整整一倍。
深圳金洲展出了上图所示的石墨加工用的直径为0.3mm微型钻头(而金洲介绍他们最小的钻头直径可达0.05mm,见图30)。金洲认为结合石墨加工的需求和加工特点,满足石墨加工的主要需求:寿命、钻孔位置度、钻孔类的孔口质量、成型类的转角质量等。他们认为石墨钻孔的微型钻头的核心是高水平的结构尺寸精度和高水平的同轴度、圆度等形位精度,而金洲的微型钻头结构采用不易崩口和高刚性设计,辅以金刚石涂层,配合适当的加工工艺,性能实现上述需求,成为具有微小径高性能特点的石墨类加工刀具。

图30 深圳金洲微型钻头
3.深孔钻
成都工具研究所展出了他们的几种深孔钻,图31所示是所谓管板钻。管板钻是特指用于换热器管板的深孔加工的深孔钻,换热器管板的深孔加工是一种难度大的关键技术,到目前为止,随着各产业项目的引进和发展,深孔加工也处于不断改进、提高阶段,其特殊性体现如下:
孔深度与孔径比较大(一般≥10,甚至可达100以上,核电产品中深度和孔径比可≥ 50),钻杆细,钢性差,工作时容易产生偏斜和振动,孔精度及表面质量难以保证;切屑量大而排屑通道长,若断屑不好,堵屑钻头损坏,孔加工质量难以保证;钻头在近似封闭情况下工作,工作时间长,热量不易排出,钻头极易磨损。而工研所开发的Φ16.28、Φ16.35、Φ17.75、Φ19.25、Φ19.26、Φ19.30 ,Φ25.35等多种规格的管板钻,在核电、锅炉、化工行业的管板加工试验取得了较好的效果。

图31 成都工具研究所管板钻
4.超高精度镗刀
松德数控展出了直径上一个代表0.001mm(1μm)的精镗刀(见图32),并在这种精镗刀上增加了平衡调整装置——这个平衡调整装置具有两个平衡调整环,只要把实际的直径对应到环上的相应直径刻度即可。这种平衡调整装置的精度并不很高,但对于尚不具有平衡机的厂家来说,还是非常简便、经济和有效的方法。

图32 松德带动平衡调整的微米镗刀
方寸工具则推出了每格调节精度为半径0.001mm(即直径0.002mm)的超精密小刀座(在图33中,图33左为每格直径0.01mm的普通刀座),使各种直径的超精镗刀范围得到了很大的提升。对于较小直径的镗刀,方寸会将精调刀座嵌入刀体中,这样可以做出直径更小的精镗刀(图33右)。目前,这种嵌入结构的精镗刀需要非标定制,它主要适应的是大批量的生产。

图33 方寸工具超精密小刀座和小直径经济性镗刀
5.超大尺寸镗刀
玛帕展出了一些大直径镗刀的解决方案。图示是一个直径超过250mm的大孔镗刀(见图34),一般这样的镗刀刀重会比较大,使用上受到一些限制。玛帕采用了焊接结构,大大减少了刀具重量,又能保证刀具的强度刚性和加工的稳定性。玛帕介绍说。这种焊接结构的刀座以及导条(如果有导条的话)都是焊接的,借助于连接筋的相互支撑,虽然刀重只是传统镗刀的一半,但刚性非常好,也减轻了振动的风险。
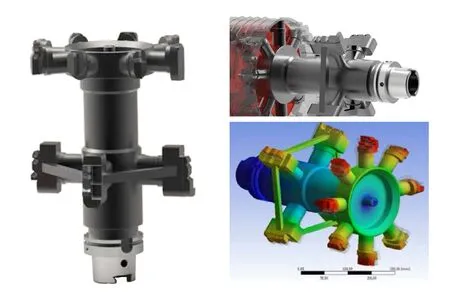
图34 玛帕焊接结构大孔镗刀
6.蓝牙联接的数字化镗刀
高迈特展出了MicroKomRBluFlexTM微调精镗头(见图35)。这种镗刀可通过蓝牙技术将显示器、调节器和微调精镗头分离,能更容易、更方便地读取数据。刀体经过整体动平衡,转速可高达 20,000 r/min。高迈特说,它具有柔性可换的镗杆和镗桥,直径覆盖Φ6至Φ215。

图35 高迈特MicroKom R BluFlexTM微调精镗头
四、螺纹加工刀具
1.专用化丝锥


图36 成都成量多种专用丝锥
作为以前习惯生产量大面广产品的成都成量是一家国内的传统大型工具制造厂,这次他们在展会上推出了一系列的专用丝锥。图36左是他们展出的奥氏体不锈钢专用螺尖丝锥,它采用国外进口材料;采用针对性参数设计、结合刃口钝化技术,并使用国际先进高精度数控机床加工,既能克服不锈钢韧性大,导热性差,强度高,膨胀系数大,冷硬趋势强等特性,又保证丝锥几何尺寸的一致性和稳定性;采用国外先进涂层技术,其优异的涂层结合力可显著增强丝锥耐磨性,提高丝锥寿命,而微合金化涂层可明显改善红硬性,减少高速切削环境下的刃口磨损。图36右则是加工中心铸铁专用丝锥,适用于在加工中心上以较高的切削速度(可达30~35m/min)加工材质为铸铁类(包括灰口铸铁、球墨铸铁、蠕墨铸铁)的发动机缸体、缸盖的内螺纹加工。据成量介绍,相比普通丝锥,铸铁专用丝锥有转速高、寿命长、刚性好、稳定性好等特点,其性价比优于国外品牌同类型丝锥。
2.大直径挤压丝锥
埃莫克法兰肯展出了大尺寸的挤压丝锥(见图37),这些挤压丝锥的直径有些最大的可达M48,可以用于加工部分的钢件和铸铁件(主要是球墨铸铁)。埃莫克法兰的挤压丝锥的槽主要用于润滑油通过,可以在没有内冷却的条件下用外部冷却来实现润滑,而中心冷却孔将很好的冷却和润滑其挤压锥部分,在加工通孔螺纹时侧冷是最安全可靠的方案,能更好地对挤压锥部分提供冷却与润滑。据埃莫克法兰的介绍说,所有易延展的材料均能挤压成形, 但必需有充分的润滑, 他们一般对于通孔和水平加工,推荐使用油槽(除浅螺纹通孔外, 如薄板零件)。

图37 埃莫克法兰大尺寸的挤压丝锥
3.螺纹铣刀
欧仕机(OSG)则推出了“AT-1”的螺纹铣刀(见图38)。据OSG介绍,该螺纹铣刀采用超微颗粒的硬质合金,以使铣刀的硬度和韧性都得以提高,采用EgiAs涂层以使该铣刀表面兼备高耐热性和韧性,以不等分齿和变螺旋角来达到抑制震动的效果以外,还采用了左旋右切的结构设计,使得在采用顺铣加工时靠近柄部一侧的切削刃首先开始加工,从而使让刀的情况得以大幅度的减少(以往的右旋右切是靠近顶部一侧的的切削刃首先开始加工,因此让刀比较严重),如图39所示。

图38 欧仕机“AT-1”的螺纹铣刀

图39 欧仕机“AT-1”的螺纹铣刀减少让刀原理
瓦尔特则推出了一款多排齿可转位刀片的螺纹铣刀(见图40)。瓦尔特介绍说,多排齿的刀体不再只涵盖一种或两种螺距,而是更多——只要齿间距是螺距的整倍数即可。使用这样的新刀体几乎可以毫无问题地加工螺距在1.5到6mm范围内的各种螺纹。用户现在利用这样一把铣刀就能加工出多种螺距,而之前只能加工一两种。对于经常更换工件多品种小批量生产的客户,该铣刀更具吸引力——只需使用几把铣刀,不仅可加工出多种螺距,还能生产出常见的以及不常见的螺纹尺寸。
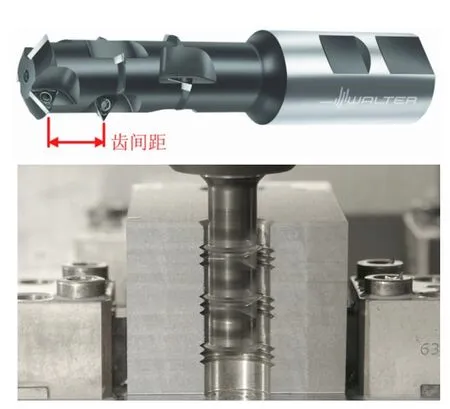
图40 瓦尔特多排齿可转位刀片的螺纹铣刀
泰珂洛展出的螺纹铣刀(见图41)则是用了长度为25mm的螺纹刀片,按不同的铣刀直径(17mm-30mm)可以安装2-5个刀片(螺距不能超过3mm)。只要螺纹长度在25mm以内,可以在铣刀插补一圈之内完成整个螺纹的铣削。

图41 泰珂洛长刃可转位螺纹铣刀
4.螺纹滚压头
利美特金工(原蓝帜金工)展出的几种螺纹滚压头(见图42)。与挤压丝锥类似,螺纹滚压头压实利用材料受挤压时产生的塑性变形来“无屑”地完成螺纹加工。EVOline是利美特菲特新开发的螺纹滚压产品,是滚压系列产品的新成员,相比较同类产品,实现了模块化,安装和更换更简易,调整机构更精确,可精确螺纹中径至0.01mm。据利美特介绍,它改进加工效率:采用最新的结构设计可以实现最高线速度60m/min,滚压时间仅为螺纹车削加工的1/10;它提高加工精度及质量:在工件一次装夹内完成加工,保证被加工部位的尺寸、跳动等形位公差要求,还同时冷挤压加工可以极大提高被加工部位的表面机械强度及表面质量;它改善安装应用便捷性:优化了产品结构设计,部分结构采用模块化设计,使之更“小”,更像一把刀具而不是一个系统,这样就更便于安装在机床内,降低了对机床空间的要求;它还节省及降低成本,如高效加工带来的节拍降低效率提升、滚轮新材质新涂层的高寿命有效降低了单件成本、减少了机床的停机时间等等。

图42 利美特金工螺纹滚压头
五、齿轮加工刀具
1.齿轮铣刀
伊斯卡推出一种可换刀头的齿轮铣刀T-GEAR(见图43)。这种齿轮铣刀的刀头是带有8个刀齿的整体硬质合金刀头,采用能传递大扭矩的类似Torx的花型内六角与刀杆联接,能加工不同的渐开线齿形,据伊斯卡介绍,它能确保所加工的齿轮加工精度达到“10级”。

图43 伊斯卡可换刀头的齿轮铣刀T-GEAR
2.齿轮滚刀
利美特金工(原蓝帜金工)展出了全齿侧整体硬质合金的可转位齿轮滚刀UNIFY(见图44)。UNIFY滚刀将刀夹和刀体设计成一体式,在同等模数情况下,外径可以做得更小,可适用于较小的机床。其技术创新点表现在:相对于传统的错齿结构的镶片类滚刀,UNIFY的精度更高。UNIFY适用于干切和湿切、端面驱动和轴向驱动、对于被加工零件材质没有严格限制、可适用于较小的机床;由于UNIFY滚刀的外径相对更小,取消刀体两端固定环,从而节省刀具成本;而由于UNIFY滚刀的外径相对更小,在同样切削参数下,进刀/出刀行程更短,从而节省加工时间,提高效率,降低工件单件成本。

图44 利美特金工可转位齿轮滚刀UNIFY
3.车齿刀
汉江工具展示了他们用粉末冶金高速钢制造的车齿刀(见图45)。所谓车齿,就是由图示的车齿刀代替啮合中的螺旋齿轮副中的一个,并沿工件轴线移动的方法。据汉江工具介绍,它的切削运动特征有两个,一是运动与轴向剃齿相同,二是刀刃上同一点的工作角度在切削过程中变化。从开始参与切削时的正前角,变为绝对值较大的负前角。

图45 汉江工具车齿刀
恒锋工具展出了内齿轮拉刀(见图46)。对于一些尺寸不太大的内齿轮(图46左下角),传统一般使用插齿刀,但插齿刀加工存在大量的空行程,加工效率低下。而内齿轮拉刀则大大提高了加工效率。

图46 恒锋工具内齿轮拉刀
六、成形加工刀具
成都工具研究所还展出了一系列的成形铣刀(见图47),而高精度的成形铣刀当属汽轮机叶根轮槽铣刀(又称枞树形铣刀或圣诞树铣刀)。由于汽轮机叶根槽的精度要求极高,要用成形铣刀达到这样的精度并非易事。据工研所介绍,由于他们的努力和精益求精,哈汽、东汽、上汽、无锡透平等都选用了他们的轮槽铣刀。

图47 成都工具研究所轮槽铣刀
除了轮槽铣刀,对于直线型的轮槽,使用轮槽拉刀也是一个可以使用的切削方法。图48就是汉江工具所展示的轮槽拉刀。

图48 汉江工具的轮槽拉刀
高迈特对成形加工提供了另一种解决方案。图49是高迈特针对刹车钳建议的U轴刀具解决方案。所谓U轴刀具,是在类似于图示的刀盘端面有一个供刀座移动的槽,刀座可以在计算机的控制下沿槽的方向移动,用以在加工中心上完成类似于车削的加工(由于刹车钳不是平衡的工件,在车床上加工必须解决工件旋转的动平衡问题才能提高加工效率),这样就能得到较高的加工效率。高迈特介绍说,该方案使得客户刀具数量从原来的5把减少到1把,加工时间从100秒左右每件减少到30秒左右每件。大幅提高了客户的产出,节省批量化生产中的刀具成本。

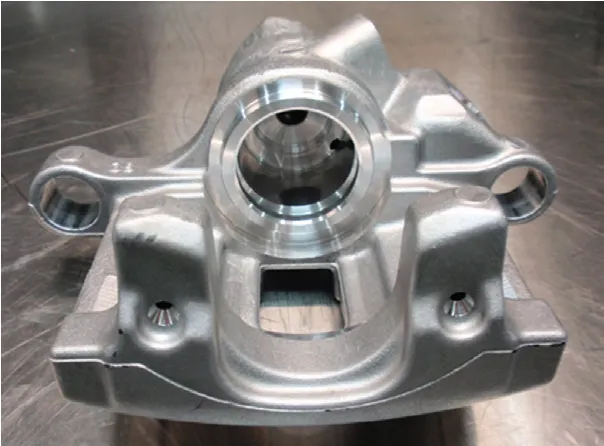
图49 高迈特针对刹车钳U轴刀具解决方案
七、工具系统
1.加长刀柄
大昭和推出了一种较为细长的液压锁紧刀杆(见图50),主要用于加工狭窄而又较深的工件部位。刀杆的后面相对较粗以提高整体刚性,逐渐减小的前部圆锥则对刀柄和刀具进入更窄的工件深部提供条件。刀具的夹持采用刀柄前后两点的夹紧方式使夹持更为稳固。大昭和介绍说,这种刀柄虽然细长,但仍然具有很高的精度:技术要求这种刀杆在夹持刀具检测棒时,在距离刀柄端面4倍直径处测量的圆跳动不超过0.003mm(即3μm)。

图50 大昭和细长的液压锁紧刀杆
2.减振刀杆


图51 松德的减振车刀(上)和减振镗刀(下)
随着不断追求加工效率,将机床及其工艺系统的能力发挥到极致,刀具的振动往往容易发生,尤其在刀杆悬伸较长的时候。国内外不少厂商都在推出用于车削、铣削和镗削的减振刀杆。从切削上,车削与镗削其实比较相似,切削力就刀杆而言方向不太变(车削有时会随程序有些变化),只是车刀的刀头一般不调整位置,刀杆也不旋转;而镗刀一般具有尺寸调节装置,刀杆在加工中处于持续旋转,但刀杆的旋转与否也可以看成参照系不同,因此差别较小;而铣刀则是断续切削,切削力一般呈现周期性变化,而这种周期性的变化本身也是产生振动的原因之一。因此,一般厂商会将减振车刀和减振镗刀在刀杆内部做相同结构,而对铣刀则有所不同。图51是松德数控的减振车刀和减振镗刀,而图52则是大昭和的减振镗刀和减振铣刀。明显的一个差别是,大昭和基本上是将减振器做成一个模块,无论刀具总长如何,减振单元总是应该置于最接近刀尖的部分。


图52 大昭和的减振镗刀和减振铣刀
八、加工解决方案

图53 株洲钻石汽车发动机解决能力
株洲钻石用了很大的展区面积全面展示了他们在汽车发动机制造方面的各种解决能力(见图53)。株钻介绍说,助推汽车行业制造降低成本,发动机创新提供攻克利器是他们的愿景之一。他们向我们介绍了汽车发动机缸体加工刀具、汽车发动机缸盖加工刀具,以及汽车发动机曲轴加工刀具三个主要方面。在汽车发动机缸体加工刀具方面,株钻展示的仅缸体就有面铣中粗加工的FMP04、半精、粗加工首选的 FMD02、精加工首选的FMA08、高节拍加工的FMA13、台阶铣削的EMP异型刀具,开档面、止推面加工的88°主偏角类似三面刃的铣刀、缸孔粗、半精、清根加工的粗、半精镗缸孔、曲轴孔粗加工的球头铣刀和粗加工曲轴孔线镗刀、阶梯镗、孔系加工的可转位深孔加工刀具、整体硬质合金孔加工刀具,以及油封面、曲轴孔半精加工复合刀具、水泵粗孔加工两种复合刀、碗型塞孔加工复合刀、油槽及锁瓦槽刀等。其它的如缸盖的铝合金高速面铣刀盘、导管孔铰刀、精铰结合面定位销孔的超硬刀具、曲轴的高速外铣(包括模块化的)、车车拉、斜油孔、小头套车等(部分参见图54)。

图54 自左至右为线镗刀、曲轴孔精加工铰刀、铝合金高速面铣刀盘、曲轴高速外铣刀
厦门金鹭不仅展出了面向汽车的解决方案(如图55左的曲轴内铣刀),也展出了适合3C行业的各种成形刀具(如图55右)。这些不同的案例说明了金鹭也逐渐形成了面对刀具消耗大行业的各种解决方案的能力。
图56所示是被称为汽车刀具专业户的玛帕推出的新型结构的线镗刀。玛帕介绍说,他们认为粗加工上主要是要解决钢-铝混合加工的刀片寿命问题。为此,玛帕推出了新型涂层,寿命能够提升70倍。该线镗刀用零件本身的孔做引导,免去了传统上的导套。

图56 玛帕的汽车缸体解决方案
由于电动车的蓬勃发展,专注发动机行业的刀具供应或许会隐藏着风险。因此,作为汽车刀具主要刀具商玛帕,近来也在开发各种其它行业的应用。图57就是玛帕的碳纤维复合材料手用钻头。玛帕介绍说,复合材料是指碳纤维、玻璃纤维,以及蜂窝材料等,除了航空航天,它在汽车、医疗等领域都有广泛应用。加工上,要解决好切割纤维,防止树脂崩损的问题。复合材料和金属板材,如钛合金、铝合金、不锈钢等形成各种组合的叠层,加工中要解决同时加工金属和非金属两种性质的材料问题。加工用机床也很特殊,除了少数的加工中心,还用工业机器人,自动进给钻,手枪钻等。这些手枪钻,包括自动进给钻,比起加工中心,精度就差远了。这里是这些应用的玛帕解决方案。这个手枪钻是玛帕推荐使用的,前端有导向,后段有阻尼,防止出口时前冲。刀具种类也很齐全,有钻头、铣刀和铰刀等。如钻头,钻孔和锪窝复合在一起,有特殊的结构应对两种材料的不同缩孔量。

图57 玛帕的碳纤维复合材料手用钻头
阿诺展示了一个涡轮增压器壳体的解决方案(见图58)。阿诺介绍说,涡轮增压器的原理是将废气转换为动力,提高发动机的功率和扭矩。涡轮壳是涡轮增压器的重要组成部分,由双相不锈钢铸成,涡轮壳材料德国牌号一般为1.4848、1.4837、1.4826,此类材料微观组织是由铁素体和奥氏体相组成,物理性能介于奥氏体不锈钢和铁素体不锈钢之间,材料粘性高,韧性强,加工后有回弹。针对涡轮壳加工过程中,弹性塑性变形大,粘刀现象严重,容易产生加工硬化的特点,阿诺和客户同步开发整套加工刀具,包括焊接倒角刀、钻头、精密成型铰刀、铣刀等,大大缩短了产品的开发周期,提升了客户竞争力。
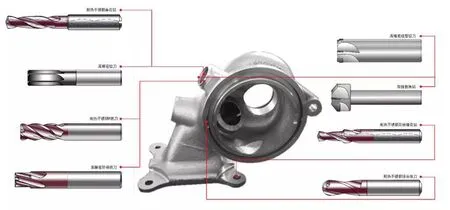
图58 阿诺涡轮增压器壳体的解决方案
成都工具研究所展示了他们针对轴承行业的解决方案(见图59)。轴承的制造一般批量非常大,一些在常规加工中用通用刀具和走刀程序完全可以加工的形状,但在轴承行业不得不用成形加工的方法来解决。据工研所介绍,他们经过20多年的努力,已经具备了给轴承制造客户提供从刀具材料选择到全套加工方案的能力:他们生产的金属陶瓷轴承成型刀具,主要用于轴承套圈加工上的成型加工,主要加工套圈的滚道、密封槽、倒角、大小油沟等。目前主要为轴承套圈车加工自动线配套,可为各种型号的深沟球轴承、圆锥滚子轴承、滚针轴承及其他类型的非标成型车加工和数控车加工提供全套解决方案。

图59 成都工具研究所针对轴承行业的解决方案
九、刀具管理
什拓软件展出了WinTool的与生产管理密切结合的刀具管理工具。它的四大组成部分中有一个就是刀具管理(见图60),涉及刀具云、刀具预调、与CAM系统的对接,能快速创建刀具装配、自动创建刀具的2D图纸和3D模型,快速创建和打印可自定义的刀具清单。刀具管理与其它的三个部分(生产文件管理、库房管理和准备过程管理)一起协同工作,能帮助企业建立完整高效的生产流程,提高企业的竞争力。 □

图60 WinTool的刀具管理
猜你喜欢
重型机械(2020年3期)2020-08-24
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
发明与创新(2016年5期)2016-08-21
工业设计(2016年4期)2016-05-04
