
臭氧水在连铸结晶器阻垢技术方面的应用
2018-09-22 09:16董建平
冶金动力 2018年10期
董建平,方 辉,高 峰
(1.马钢能控中心;2.安徽欣创节能环保科技股份有限公司;3.马钢长材事业部,安徽马鞍山 243000)
前言
冶金连铸技术在八十年代由国外引入中国,其工艺技术改变了传统铸钢模铸的落后工艺,实现了铸钢产品规格多、产量大、成品率高,是铸钢工艺技术的一次质的飞跃;虽然连铸技术已经相当成熟,但其工作效率还有潜力可挖;从各大钢厂运行数据看(以一台小方坯结晶器为例):平均连续铸钢一般在480~510炉,就要进行结晶器的修复即更换结晶器,对其表面进行除垢、修复,避免结晶器表面局部结垢,导致结晶器散热不均,造成钢坯出现拉裂、漏钢等质量事故;因此连铸结晶器在线阻垢技术的应用,就是针对这一问题提供解决方案,提高结晶器工作效率。
本文针对马钢长材事业部北区3#连铸机结晶器在连续铸钢过程中,通过对结晶器进行臭氧水的投加试验,形成结晶器冷却水含有臭氧水的生态环境,对结晶器表面产生的作用进行观察、分析和总结,旨在提高结晶器连续铸钢的能力,对其不足提出改进、创新,达到抛砖引玉,加强同行业之间的技术交流,促进结晶器高效能力的发挥。
1 试验目的与内容
为实现北区连铸3#机4流结晶器除垢试验工作顺利展开,编制其试验工作方案,目的是测试臭氧对结晶器垢层的分解能力,以提高结晶器的工作效率,发挥其最大连续铸钢的工作能力;试验的主要工作内容如下:
试验设备的型号、规格、数量(仅供参考,以实际选型为主):
(1)臭氧消毒机 ,型号JY-8100A,产量100 g/h;工作电压380 V ;功率:1140 W;数量 1台。
(2)臭氧浓度在线监测仪,型号DOZ-7600:测量范围:0~5 mg/l;工作电压380 V ;数量 2台。
(3)管道混合器,型号 GW-150:规格:DN150;PN1.6 MPa,材质:304不锈钢 ;数量 1台。
(4)挂片器,型号:PGJ-IIIB:测量范围:250~2500 L/h;测量精度:0.001;工作压力:PN1.6 MPa,,数量 1台。
(5)结晶器工业窥镜及显示器一套。
(6)各类控制阀、单向阀,工作压力PN1.6 MPa,规格数量若干。
2 试验设备在系统工艺图中工序位置及相关连接示意图
试验设备如图1、2在系统工艺图中的工序位置及相关连接。
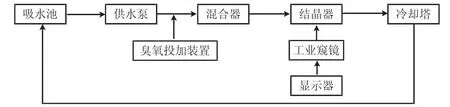
图1 试验设备在系统工艺中工序位置
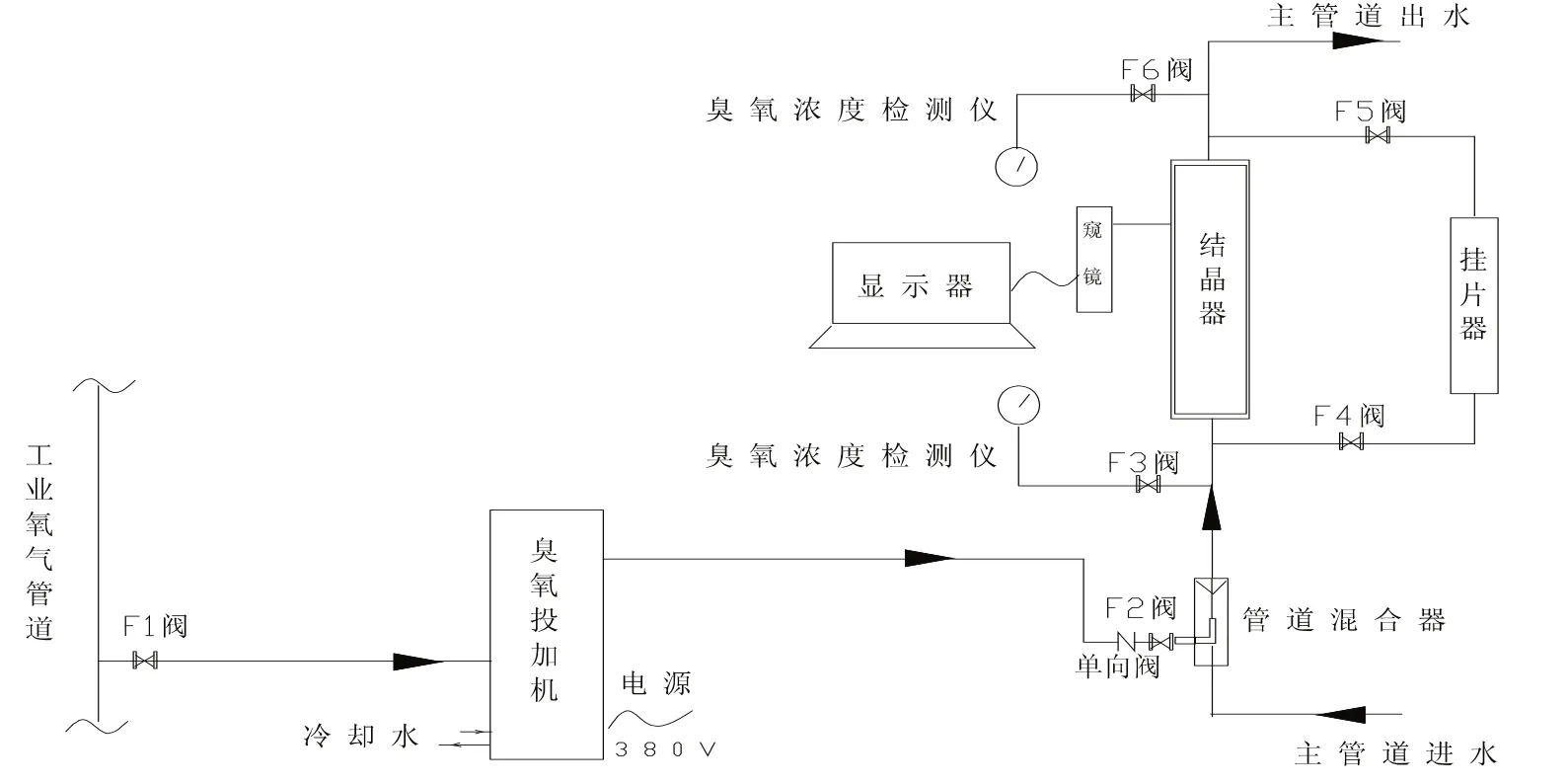
图2 试验设备连接示意图
3 试验设备的运行参数及安装位置确定
3.1 根据相关资料,臭氧机运行控制参数设定为:臭氧水输出5 mg/L,最终按结晶器出水臭氧浓度检测仪0.5 mg/L指标进行相应输出量调整;臭氧机输出点安装在3#机4流结晶器进水端。
3.2 挂片器安装在3#机4流结晶器进出水管两端,工作流量设定按4流结晶流量参数进行相应设置。
3.3 结晶器工业窥镜点位拟安装在3#机4流结晶器末端,根据以往拆卸下来的结晶器外表面观察,结晶器末端位置易产生结垢现象。
4 试验设备的操作调试与安全事项
4.1 臭氧机初次运行,臭氧水浓度输出5mg/L;
4.2 检查结晶器出水臭氧浓度,以0.5mg/L指标进行相应产量调整;
4.3 在整个系统运行过程中,观察臭氧机及臭氧浓度检测仪运行状况,掌握其运行规律。
4.4 在设备的操作与调试期间,确保工作环境通风,无影响操作、检查等安全隐患存在;
4.5 设备操作必须有专人负责、下达指令;操作过程中有专人安全监护;设备启停及运行操作有专人记录;操作现场禁止有油脂、易燃等物品;
4.6 臭氧设备工作区域有正规操作房间或有安全围栏隔离,工作区域内有防火防爆等安全消防设施及相关工作警示牌。
5 测试工艺流程图及操作步骤
5.1 工艺流程图见图3
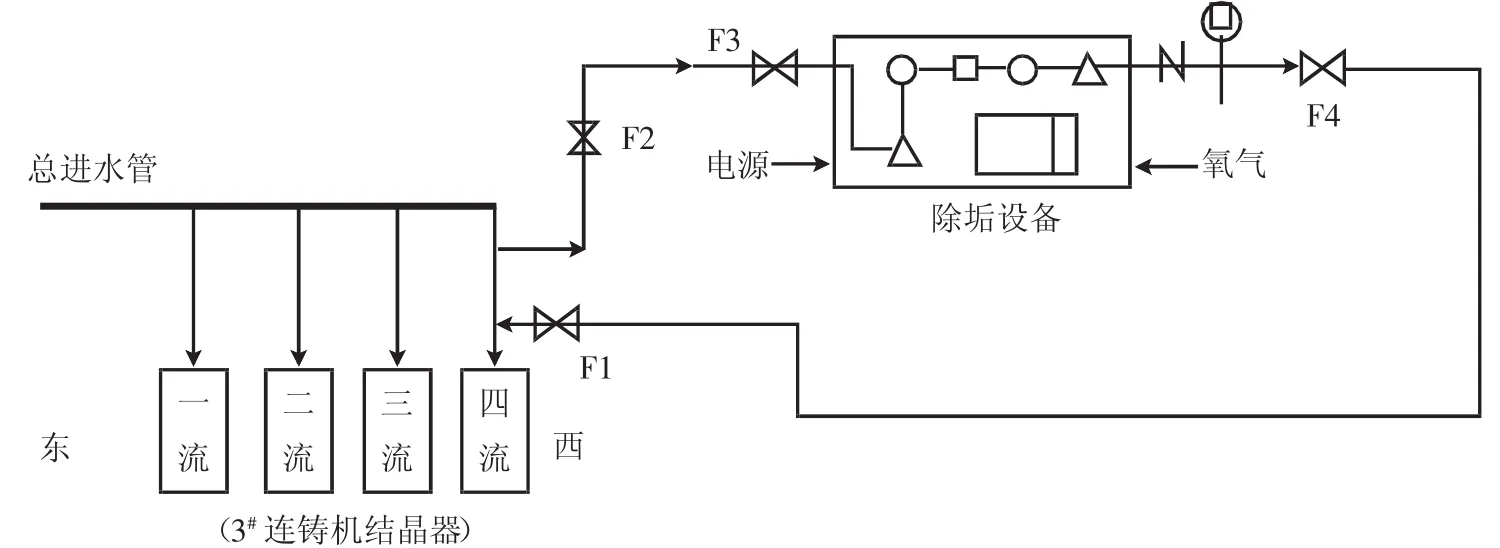
图3 工艺流程图
5.2 开机步骤
(1)连铸3#机拉钢前30 min,进行臭氧水设备检查投运;
(2)合臭氧水设备电源开关;操作箱电源指示灯亮;
(3)开启F1阀、F2阀;再开启F3阀(调整F3阀开度,以出水罐不溢水为最佳状态);F4阀开度已设定好,确保外供泵压力表指示大于0.85 MPa;开启臭氧发生器冷却水进水阀门。
(4)转动循环泵开启按钮,循环泵运行;(5)转动外供泵开启按钮,外供泵运行;
(6)开启氧气进气阀门,控制减压表后压力在0.1~0.3 MPa;按臭氧开按钮,顺时针旋转“功率”电位器,调整电流表值为1.2 A,臭氧设备运行(臭氧发生量及工作压力已设定好);
5.3 停机步骤
(1)连铸3#机停止生产后,进行臭氧水设备停运操作;
(2)逆时针旋转“功率”电位器,调整电流表值为0 A,按臭氧停按钮,臭氧设备停止运行;
(3)关闭F3阀,转动外供泵停止按钮,外供泵停止运行;转动循环泵停止按钮,循环泵停止运行;
(4)关闭臭氧发生器冷却水进水阀门;
(5)关闭氧气进气总阀及支阀;切断设备电源开关。
5.4 日常维护、检查及记录
(1)设备本体必须保持清洁,无跑冒滴漏;做好日常维护;
(2)设备运行过程中,检查设备声音正常;信号灯及压力表指示正常;
(3)设备运行期间,做好对设备正常巡检,并做好点检记录;
(4)设备运行或停止过程中,设备外框大门必须锁好,并由点检员或专人看管;发现异常状况,立即报告相关领导;
(5)发现火灾等危及人员身体安全的紧急情况,须立即切断电源开关,关闭氧气进入总阀及F1、F2阀;采取救援措施并汇报相关领导。
6 试验实施效果
从项目试验结果来看,臭氧水对连铸结晶器用水环境具有细菌灭杀、抑制藻类再生、疏松垢层等作用;通过试验阶段的运行,从3#连铸机拆下的结晶器表层观察,投加了臭氧水的结晶器与没有加臭氧水的结晶器相比较,经过臭氧水处理后的结晶器表层光亮清洁,结晶器表面局部垢层面积减小,且垢层有明显的疏松,用布轻轻擦拭,疏松的垢层能被轻易除去,通过试验,未发现结晶器表面有腐蚀痕迹;为此,通过该技术的应用,能实现结晶器连续铸钢650~700炉的目标。
7 结束语
臭氧在水中不稳定,能产生氧化能力极强的单原子氧 <O>和羟基 <OH>等活性粒子,它的氧化还原电位为 2.O V,仅次于氟,远高于氯 <1.36 V>和二氧化氯 <1.5 V>;对各种致病微生物有极强杀灭菌消毒作用 .臭氧溶液杀灭致病的细菌效果最好,包囊和芽孢次之,病毒再次之[1]。高浓度臭氧水杀菌速度比氯快 6OO~3OOO倍 甚至几秒钟内就可以致死细菌。 它可以氧化、分解水中的污染物和杂质,所以高浓度臭氧水是一种“万能”处理水方法[2]。
本文通过臭氧水在连铸结晶器阻垢技术方面的试验性应用,创新性地揭示了臭氧水在连铸结晶器阻垢及改善结晶器用水环境方面具有良好的积极作用;通过项目试验的展开、实施,解决了结晶器表面因局部结垢而导致结晶器在铸钢过程中的中断修复,实现了结晶器连续铸钢,为冶金炼钢连铸系统在水处理技术应用方面创造出绿色、环保新途径。
猜你喜欢
山东冶金(2022年2期)2022-08-08
装备环境工程(2022年6期)2022-07-09
中国铸造装备与技术(2022年3期)2022-05-27
装备环境工程(2022年1期)2022-02-18
装备环境工程(2021年11期)2021-12-07
装备环境工程(2021年10期)2021-11-04
天津冶金(2020年4期)2020-08-18
重型机械(2019年3期)2019-08-27
山东冶金(2019年2期)2019-05-11
天津科技大学学报(2015年4期)2015-04-16
