
低成本锋利型金刚石圆锯片的开发
2018-09-10 03:11董小雷任海霞张翠芳彭乃聪
超硬材料工程 2018年4期
吴 杰,董小雷,任海霞,张翠芳,彭乃聪
(河北小蜜蜂工具集团有限公司,石家庄 050800)
0 引言
金刚石圆锯片广泛应用于石材、建筑、高速公路、机场、码头、宝石切割等工程加工领域,但其传统的理论配方体系已经跟不上材料更新的步伐。仅中国国内各个地域出产的花岗岩、大理石就存在很大的差异,随着人们生活水平的提高,装修使用的石材需求也越来越大。在花岗岩、大理石等基础石材加工过程中,金刚石圆锯片的切割速度和切割效果是非常重要的一个因素。随着市场需求的提高,石材生产面临着两个问题:原切割锯片的效率不高和人工工资的上涨。为了提高产品在市场上的竞争力,降低加工成本是大家非常关注的重要问题之一。提高锯片锋利度,保持原有锯片的工作寿命,就是在原有设备的基础上提高了石材加工效率。为了提高石材加工的效率和金刚石圆锯片的使用寿命,本公司针对国内石材材质,研发出一种寿命较长、锋利度高的锯片。
1.1 金刚石圆锯片配方选择
金刚石圆锯片在切割国内常用石材过程中,若锋利度过低就会导致刀头起火花,无法进行后续的工作。在目前的配方体系中,保证圆锯片锋利度有几个最基本的条件:①对金刚石的湿润性;②致密度;③晶粒度;④刀头硬度;⑤磨损性等。这几个条件的作用是:第一保证选择的金属粉末对金刚石有足够的把持力;第二保证胎体对金刚石具有良好的机械包镶力;第三对锋利度影响最大的就是晶粒度的大小;第四硬度的数值基本可以确定胎体的磨损性能;第五磨损性代表了金刚石的出刃能力及锯片的磨削效果[3]。在这几个条件中,存在一定的逆向效果:胎体强度越高对金刚石的把持力越好,锯片寿命越长,锋利度越差;胎体强度越低对金刚石的把持力越差,锯片锋利度越高,使用寿命越短。
在我们产品的配方选择中,使用了多元合金粉末HYF-07,配合新型的刀头样式及适当的冷压成型工艺,既提高了胎体对金刚石的把持力,又恰当的调整了胎体与金刚石之间的逆向效果。使锯片锋利度大大提高,同时保留了原有相同规格产品的寿命。最重要的还是单质钴粉的售价较高,导致生产成本居高不下。多元合金粉末代替(在烧结过程中性能相近)价格较高的单质粉末是目前国内非常热门的一个研究问题。
1.2 试验目的
对比230KU刀头中使用合金粉末HYF-07与单质粉末刀头(加Co粉)的烧结金刚石表面合金化及切割数据,得出合金粉(HYF-07)的使用对降低生产成本的影响。
1.3 试验原材料
配方使用粉末粒度:Fe(还原铁粉)-200目;Cu(铜粉)-200目;Sn(锡粉)-200目;Ni(电解镍粉)-200目;Co(钴粉)-200目:合金粉(HYF-07)。
金刚石:SMD 35/40 40/45 45/50
理论胎体密度:8.16
1.4 试验过程
对比配方①为合金粉配方,②用7%单质Co粉和各4%的铜粉、铁粉代替合金粉的15%
配方 ① Fe40%;Cu32%;Sn10%;Ni3%;(HYF-07)15%
配方 ② Fe44%;Cu36%;Sn10%;Ni3;Co7%
试验过程:采用相同的生产工艺,相同批次在同一立式炉同一个温区,生产同规格的230KU产品并进行切割试验。
2 提高锯片锋利度的条件
(1)烧结圆锯片保证锋利度原理:在烧结过程中,到达中高温时段Cu、Sn、Ni形成适量的Cu-Sn、Cu-Ni合金,在Fe表面形成一层薄膜,防止Fe在最高温过程被强行烧结在一起,胎体硬度太高,会导致锯片的锋利度降低[2]。聚集在金刚石表面上的合金可以提高对金刚石的把持力,但是把持力太高会使金刚石在工作中很难脱落,内层的金刚石暴露不出来,就会导致石材加工过程中的切不动。所以,控制好胎体对金刚石的把持力也是确定锯片工作对象的一个因素。
(2)需要注意的问题:在烧结过程中,Cu-Sn合金不能聚集太多,否则会导致胎体与金刚石间收缩太多,胎体与金刚石结合性太差。胎体和金刚石结合差的锯片在石材加工过程中金刚石会脱落过快,基本起不了切割作用,这种情况会导致锯片寿命过短或者无法使用,所以圆锯片的稳定性能需要合理的烧结工艺来控制[6]。针对国内常规的花岗岩和大理石,考虑到加工过程崩边的问题,我们在使用35/40粒度较粗金刚石的时候,降低了它的用量和品级,控制了崩边情况的发生[4]。在提高锋利度的情况下,提高产品的实用性能也是一个很关键的问题。
3 提高金刚石圆锯片锋利度的冷压成型工艺
为了进一步提升锯片的使用寿命,我们采用了15mm刀头高度的模具(如图1),使用全自动化冷压成型设备进行冷压成型。在冷压成型过程中,因为刀头上槽与峰之间的冷压成型密度的不同,导致烧结后胎体密度的差异明显,在冷压成型的过程中,压制压力的变化会导致胎体对金刚石的包镶力不同。因为锯片刀头高度偏高,需要适当的压制压力,既能保障顺利冷压成型,又能提高胎体对金刚石的包镶力。如图2为230KU中档产品槽断面烧结状态电镜图,图3为同一刀头峰断面烧结状态电镜图,差异较为明显。
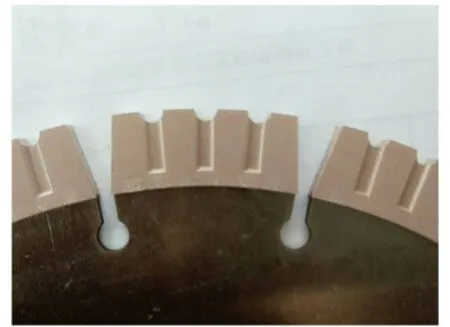
图1 冷压成型刀头Fig.1 Cold press molding segments
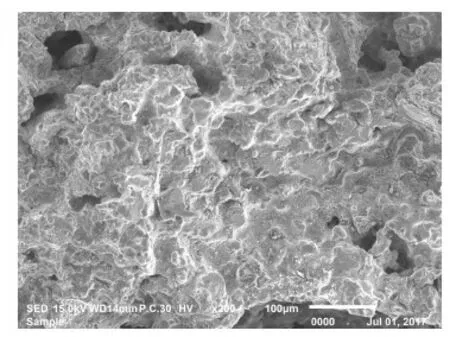
图2 刀头U槽断面图 200倍Fig.2 Cross-section diagram of U groove of segment (×200)

图3 刀头峰断面图 200倍Fig.3 Cross-section diagram of segment peak (×200)
由图2、图3可以看出同一个刀头槽和峰的烧结状态对比十分明显,槽内的烧结密度要高于峰上。刀头峰处于工作状态时能保持刀头的锋利度,槽起的是排屑的效果。当峰过快磨损时,到达槽内工作层,此时刀头厚度处于槽的厚度,刀头变薄切割冲击面积减小,切割速度加快,此时槽内工作层就会起保护作用,提高锯片的使用寿命。
4 试验切割后数据对比
4.1 基本参数
切割对象:普通花岗岩(厚度:1.8~1.9cm) 中国黑(厚度:2.0cm)
切割设备:中型切割机
切割方法:加水湿切 干切 (①②号料230KU产品对同一块石材进行切割)
4.2 切割数据对比
表1是低档191KU、230KU圆锯片切割数据,表2是中档191KU、230KU(对比试验①产品)圆锯片切割数据。表3是同批次生产后230KU②单质粉产品切割数据。
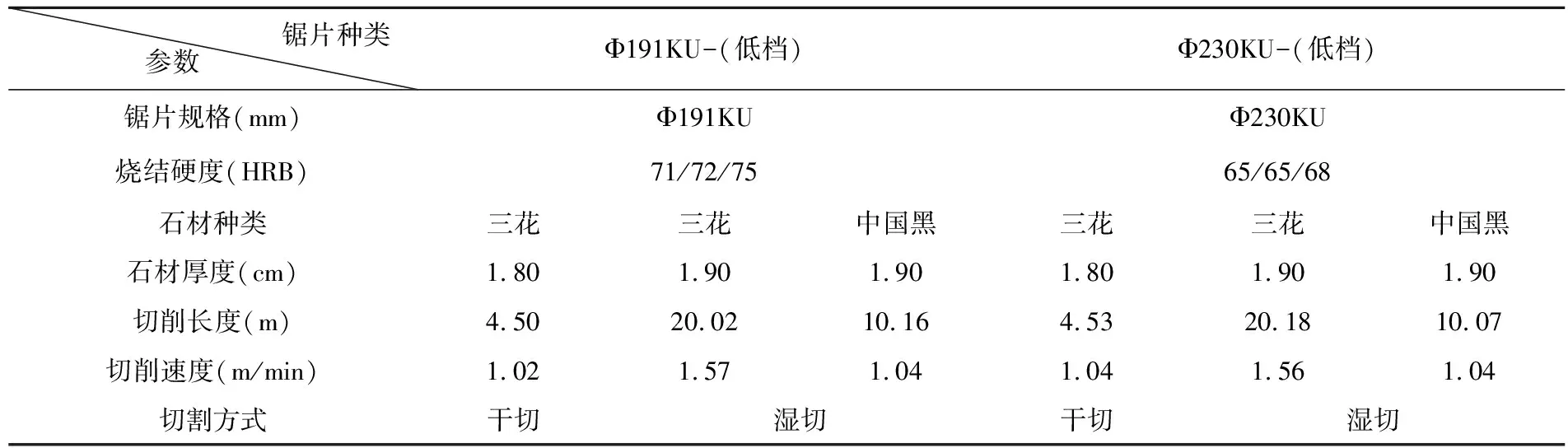
表1 低档圆锯片试验切割数据图Table 1 The cutting test data of low-end circular saw blade
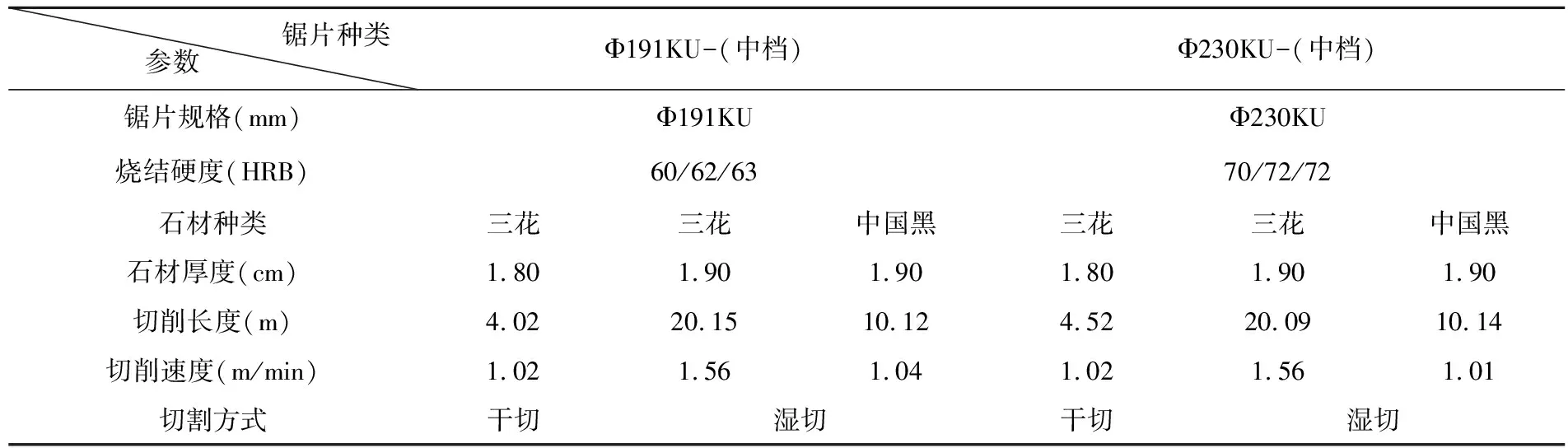
表2 中档圆锯片试验切割数据图(230KU①号试验配方料)Table 2 The cutting test data of mid-range circular saw blade(230KU①formula test powder)

表3 230KU②试验切割数据图Table 3 The cutting test data of 230KU ②
表1、表2的数据可以看出两款中、低档产品的切割锋利度是接近的,这种中型规格的圆锯片在同规格产品中切割锋利度是很高的,主要差别在于它们的实际切割寿命。但是用合金粉末做出的产品试验切割效果就差强人意了,切割过程中磨损也较多。相同工艺的产品硬度的数值说明了单质粉末刀头可能需要更高温度的烧结工艺,与同类产品相比较会导致电费成本增加,合金粉末的使用性能效果还是比单质粉的效果更明显。

图4 ①号料 62洛氏硬度刀头切割后电镜图 200倍Fig.4 SEM morphology of the formula ① segment with 62 Rockwell hardness after cutting (×200)
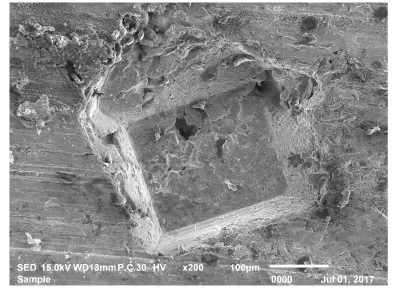
图5 ①号料70洛氏硬度刀头切割后电镜图 200倍Fig.5 SEM morphology of the formula ① segment with 70 Rockwell hardness after cutting (×200)
4.3 图像观察与对比
230KU同规格产品不同硬度切割同一石材后镜像图对比
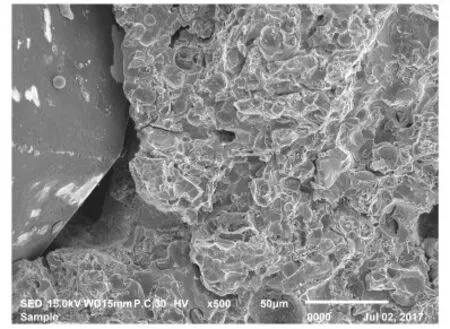
图6 ①号料70洛氏硬度刀头断面电镜图 500倍Fig.6 SEM morphology of cutting section of the formula ① segment with 70 Rockwell hardness (×500)
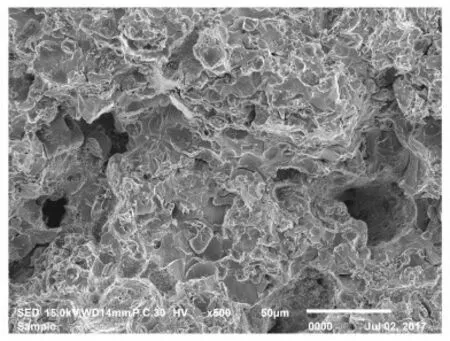
图7 ①号料62洛氏硬度刀头断面电镜图 500倍Fig.7 SEM morphology of cutting section of the formula ① segment with 62 Rockwell hardness (×500)
4.3 不同试料对比与分析
图8、图9作为单质粉胎体,在相同的工艺条件下生产出的产品锋利度较差,金刚石脱落过快,大部分金刚石未工作到破碎状态就已经脱落。在与合金粉胎体产品相同工艺条件下,说明单质粉末胎体对金刚石的把持力较弱,还可看出单质粉末胎体在烧结过程中在金刚石表面合金化程度略少,金刚石处于高速切割过程中很容易脱落。而①号料(图4)中金刚石已经开始破碎,说明金刚石工作状态已经达到。图5的金刚石脱落坑代表了①号料烧结过程中产生一部分的熔蚀增加了胎体对金刚石的包镶力[1],说明烧结状态良好。在原材料价格方面,合金粉的价格远低于单质钴粉,所以低成本锯片的开发决定于预合金粉末的合理使用。

图8 ②号单质粉试验料55洛氏硬度刀头断面电镜图 200倍Fig.8 SEM morphology of cutting section of the formula ② segment with 55 Rockwell hardness (×200)

图9 ②号单质粉试验料55洛氏硬度刀头断面电镜图 500倍Fig.9 SEM morphology of cutting section of the formula ② segment with 55 Rockwell hardness (×500)
在同种配方中,不同温度的烧结工艺影响着锯片的切割效果。图4、图5为230KU锋利型中档产品切割后电镜图,由上图4~图7中可以得出,在相同烧结工艺中,烧结硬度越高,胎体对金刚石把持力越强,寿命相应变长,锋利度相对下降;烧结硬度略微偏低,寿命相应较短,锋利度提高。图4、图5既说明了这款产品的切割锋利度,它的硬度稳定也从侧面说明了我们烧结工艺的稳定。我们针对切割对象的不同,制定相应的烧结工艺,达到最理想的切割效果,为客户保证了最理想的使用性能。如果烧结工艺不稳定,刀头硬度分布不均匀,就会降低整体锯片的使用效果。所以,对于整个金刚石圆锯片,它的整体烧结硬度越稳定,使用性能就越高。达到切割效果的同时,保持产品的稳定性,是我们对客户的负责,也是我们小蜜蜂工具公司交给整个金刚石制品行业一份满意的答卷。
5 结论
(1)HYF-07合金粉未在230KU圆锯片胎体中作用高于相等量50%单质钴粉;HYF-07能提高胎体对金刚石包镶力,提高产品使用性能;合理的刀头硬度有利于提高锯片的切割性能[5];低成本锋利型圆锯片的开发建立在预合金粉的合理使用上。
(2)预合金粉的运用不仅提高了金刚石制品的使用性能,还代替了传统配方中价格较高的单质粉末在胎体中的作用,为实现低成本生产金刚石圆锯片提供了非常有利的条件。在我国,多元化专业合金粉的开发在目前已经非常热门,已经处于国际先进水平。合理的利用预合金粉末是提高金刚石制品在国际市场竞争力的方向。
在本文撰写过程中,得到方啸虎教授殷切的关切,严格的要求,在此表示最衷心的感谢!
猜你喜欢
轮胎工业(2022年7期)2022-11-25
石材(2022年4期)2022-06-15
设备管理与维修(2021年13期)2021-09-05
医学理论与实践(2020年7期)2020-04-13
轮胎工业(2020年11期)2020-03-01
钻探工程(2019年1期)2019-02-13
超硬材料工程(2018年6期)2019-01-09
超硬材料工程(2018年1期)2018-03-28
重型机械(2016年1期)2016-03-01
人间(2015年23期)2016-01-04
