
12Mn输油管线无缝钢管表面微裂纹成因分析
2018-09-10 09:01王朝阳
天津冶金 2018年4期
王朝阳,刘 伟
(天津钢铁集团有限公司,天津300301)
0 引言
12 Mn无缝钢管因其优良的焊接性能和力学性能,较好的强度、韧性、焊接性及加工性,主要作为石油输油管来使用。12 Mn无缝钢管在生产过程中需要进行调质处理,在调质处理过程中,尤其是淬火后无缝钢管容易出现微裂纹,在其使用过程中严重缩短其使用寿命,同时会造成输油管道的损坏。由于12 Mn无缝钢管中的微裂纹不容易被肉眼检查出来,为满足客户的要求,在12 Mn无缝钢管的探伤工序中设定了严格的探伤条件,造成品钢管的判废率明显增加。因此,对无缝钢管探伤缺陷进行分析并找出导致该缺陷产生的具体环节,制定相应的解决措施,对提高12 Mn无缝钢管的合格率具有重要意义[1-6]。
本文中生产12 Mn无缝钢管制造工艺为:连铸圆坯→环形炉加热→穿管→轧制→减定径→精整→漏磁探伤→调质处理→超声波探伤→验收→入库。本文主要研究断面为Φ 210 mm的12 Mn连铸圆坯轧成规格为Φ168.3 mm×10.97 mm×12 m的输油管线用管,在调质后的超声波探伤过程中发现该批无缝管外表面存在多处微细裂纹导致判废的问题。结合本批次12 Mn连铸圆管坯的实际生产情况,对12 Mn连铸圆管坯和无缝钢管超声波探伤后不合格的缺陷管进行取样,通过铸坯低倍分析、钢管缺陷处的金相组织分析、扫描电镜和能谱分析等方法,对12 Mn连铸圆管坯和无缝钢管外表面的微裂纹缺陷进行了细致的分析和研究,找到了钢管表面微裂纹缺陷的产生原因,同时提出了相应的解决办法,有效地控制了该类缺陷的产生。
1 钢管微裂纹宏观形貌
本文首先对调质处理后超声波探伤不合格的钢管进行取样分析,仔细检查发现在钢管的外表面存在类似鱼鳞状的微裂纹,长度约5 mm,深度约几十微米,肉眼较难发现。微裂纹的宏观形貌如图1所示。

图1 无缝钢管外表面微裂纹形貌
2 检测与分析
2.1 钢管化学成分分析
取12 Mn超声波探伤发现的有微裂纹的无缝钢管试样,进行化学成分光谱分析,结果如表1所示。通过表1可以看出,该钢管的化学成分满足12 Mn输油管线钢的技术要求。
同时,对带有微裂纹的钢管取样进行N、H、O气体含量分析,结果表明气体含量均在技术要求的规定范围内:N 为 40×10-6、O 为 16×10-6、H 为1.8×10-6。
2.2 钢管表面微裂纹缺陷分析
对超声波探伤不合格的12Mn钢管裂纹部位进行取样,将试样制备成金相样,在光学显微镜下进行观察,裂纹缺陷以一定的角度向基本内部伸展,其长度接近700;在裂纹的末端可以清晰地看到大量的氧化圆点,如图2(a)所示。在裂纹的两侧具有明显的脱碳情况,如图 2(b)所示。通过对图 2(a)中裂纹末端的氧化圆点能谱分析,其主要成分为O、Si、Mn、C、Fe等元素,如图 2(c)所示。有关文献[6]说明这种氧化圆点并不是钢中固有的夹杂物,而钢管缺陷在一定的温度条件下先受到空气中氧原子的氧化,形成一定厚度的脱碳层后,氧原子进而穿过脱碳层将Si、Mn元素进行氧化,从而形成氧化圆点。
通过图2可以看出,钢管的微裂纹处两侧存在明显的脱碳和裂纹末端存在氧化圆点。根据文献[7-8],裂纹末端形成氧化圆点形成要满足以下条件:首先裂纹要暴露于空气中,其次需要加热到1 000℃以上,并且保温30 min以上。在高温条件下铸坯表面裂纹两边的C原子由基体内部向外扩散,与外界空气中的O原子发生氧化反应,生成CO或CO2气体而脱离铸坯,因此造成裂纹两侧形成较薄脱碳层。空气中O原子继续穿过脱碳层向基体内部扩散,钢基体中与O原子亲和力较强的元素如Si、Mn将被氧化,富集Si、Mn的氧化圆点。

表1 12 Mn钢化学成分/wt%
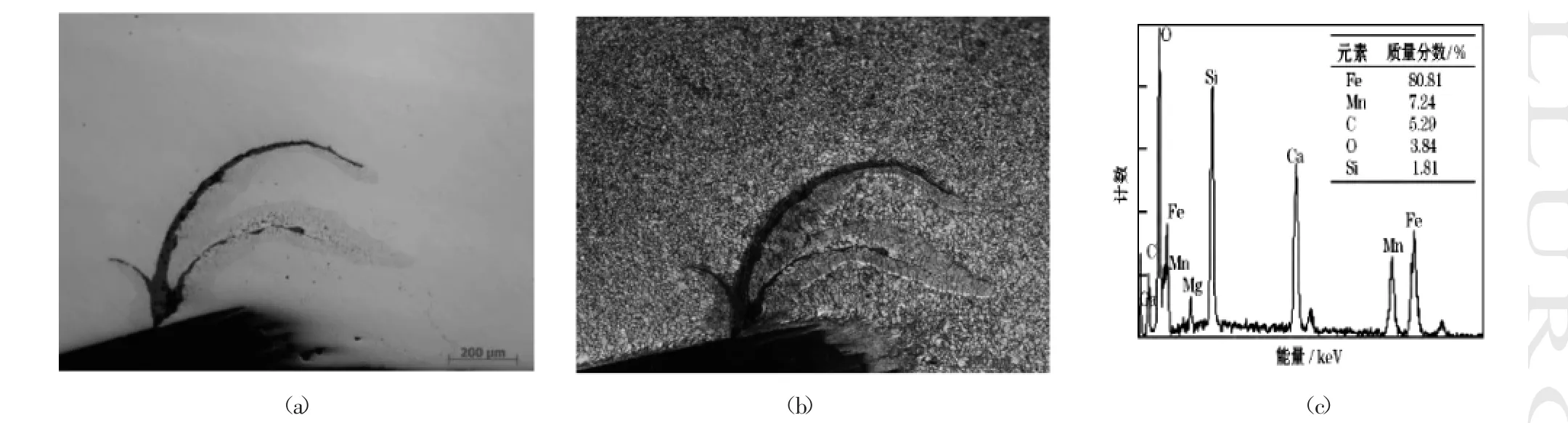
图2 微裂纹金相及组织形貌
12 Mn钢管调质工艺为将钢管放入加热炉中加热到910℃并保温50 min,然后进行淬火处理。根据调质工艺的生产条件和氧化圆点的形成条件,可以断定钢管表面的微裂纹不是在调质处理过程中形成的。通过仔细分析12 Mn钢管生产工艺,连铸圆坯在穿管前需要在加热炉中加热,其加热制度为加热到1 000℃并保温60 min,因此在连铸坯进行穿管过程中由于连铸坯存在缺陷,会导致钢管微裂纹处形成脱碳和氧化圆点。这样可以确定是由于连铸坯存在缺陷,进而在管钢生产过程中导致钢管表面形成微裂纹。
3 连铸坯缺陷分析
3.1 铸坯低倍分析
根据上述分析,导致钢管表面形成微裂纹的主要原因为连铸坯上存在缺陷。为了找出铸坯中的缺陷种类,在与探伤不合格钢管同批次未轧制的连铸坯中截取大量的低倍试样,浸泡在70~80℃的热盐酸中30 min后,除去铸坯表面氧化层和其他附着物,将浸泡后的低倍取出并用吹风机吹干表面,检验连铸坯表面情况。铸坯表面沿拉坯方向有一道明显的凹陷,在凹陷的底部存在非常细小的裂纹,如图3(a)所示;用100倍的放大镜观察凹陷底部细小的裂纹,有的呈无规则的开放式的星状裂纹,如图3(b)所示,有的呈现直线状裂纹,如图 3(c)、图 3(d)所示。裂纹的走向无明显的规则。
3.2 铸坯裂纹金相分析
取铸坯凹陷底部的裂纹制备成金相试样进行组织分析,如图4所示。铸坯凹陷底部的裂纹存在于铸坯的表面及皮下,裂纹宽度约为100 μm,裂纹深度较深,达到了 3 227 μm,如图 4(a)、4(c)所示;从将裂纹放大的金相照片可以看出,裂纹前端呈不连续状,裂纹是沿着奥氏体晶界产生,部分跟外表联通的线状裂纹的一边有0.1~0.2 mm的脱碳,且裂纹附近的晶粒有长大的现象裂纹;裂纹两侧及根部存在灰色的氧化物,如图 4(b)、4(d)所示。通过对裂纹根部的灰色氧化物进行扫描电镜及能谱分析,其灰色氧化物的主要成分为Fe、O和C元素,即铁的金属氧化物。
铸坯表面存在凹陷并且凹陷底部存在裂纹,裂纹沿奥氏体一次晶界分布,同时裂纹侧有脱碳及晶粒长大现象,从这些特征可以证明铸坯上的表面微裂纹是在结晶器内形成的,即高温下(约1400℃)坯壳在完成奥氏体转变之前产生的。根据裂纹形貌特征及最深处灰色夹杂物的电镜和能谱分析结果可以看出,铸坯表面星状(或曲线型)裂纹产生的主要原因是:12 Mn钢属于典型的包晶钢,钢液在结晶器弯月面处发生凝固时发生包晶反应,即坯壳由δ相→γ相转变,其转化率为100%,坯壳产生最大量的线收缩;坯壳的线收缩造成坯壳与结晶器铜板间产生较大的间隙,导致坯壳生长的不均匀,在坯壳近表面形成粗大的柱状晶,影响坯壳凝固的均匀性,且在铸坯粗大的柱状晶处易形成凹陷;在钢水凝固过程中发生单相奥氏体转变时,由于转变温度较高,晶粒粗大导致铸坯的韧性较低,坯壳在内应力、钢水静压力及弯曲受力时,容易在奥氏体晶界处产生裂纹,随着铸坯向下运行,尤其在二次冷却过程中导致裂纹的进一步扩展[9-11]。
4 改进措施及效果
连铸坯产生表面星状裂纹的主要有以下两个影响因素:连铸机的设备精度和工艺参数的合理性,因此选择从这两方面进行改进。
4.1 铸机设备精度的检查及维护

图4 铸坯裂纹组织分析
连铸机设备精度主要从以下几方面进行检查和维护:(1)在生产前检查结晶器铜管表面磨损状况是否正常、结晶器冷却水流量是否符合工艺要求,结晶器倒锥度情况;(2)对结晶器振动进行拉钢模拟测量,检查结晶器振动的振幅和偏摆量是否在要求的范围内;(3)检查连铸机二冷喷嘴是否出现堵塞情况;(4)检查结晶器液面控制系统是否存在异常情况。
4.2 连铸工艺参数改进措施
连铸工艺参数改进方面采取的措施包括:(1)结晶器冷却采用弱冷,一次冷却水量从1 750 L/min下调到1 600 L/min,二次冷却水比水量减小至0.9 L/min;(2)优化结晶器电磁搅拌参数,电流强度由280 A调整为360 A,频率由3 Hz调整为3.5 Hz;(3)钢水中间包浇注温度采取低过热度浇注,按1 533~1 545℃控制(液相线温度为1 518℃),拉速由原来的1.4 m/min提高到1.7 m/min;(4)严格控制结晶器内弯月面的波动,液位波动范围要控制在±2%以内;(5)采用低碱度高粘度包晶钢专用保护渣,并利用自动加渣机对保护渣进行预热。
通过采用以上的控制措施对工艺进行优化,连续对3批次12 Mn(共计10 000 t)的生产进行跟踪,取大量铸坯低倍试样进行热酸浸试验,均未发现表面星状裂纹的存在;从轧制后成品管的超声波探伤统计结果看,超声波探伤的依次合格率在99.2%,未出现由于铸坯表面裂纹而产生的废品管。
5 结论
通过对石油输送管用12 Mn无缝钢管在调质处理后出现的外表面微裂纹现象,按照生产工艺流程进行系统性分析,发现此类缺陷产生的主要原因是该连铸圆坯表面存在微型星状裂纹。针对连铸坯表面星状裂纹产生原因,通过对相关连铸工艺进行优化和改进,连续生产多个批次的12 Mn连铸坯,在铸坯上未再出现表面星状裂纹,12 Mn无缝钢管的超声波探伤合格率得到的大幅提高,改善效果十分明显。?
猜你喜欢
山东冶金(2022年2期)2022-08-08
安徽工业大学学报(自然科学版)(2022年3期)2022-07-14
环境工程技术学报(2022年3期)2022-06-05
能源工程(2021年1期)2021-04-13
宝钢技术(2020年2期)2020-05-15
科技创新与应用(2020年8期)2020-03-13
重型机械(2019年3期)2019-08-27
重型机械(2019年3期)2019-08-27
中国建筑金属结构(2019年4期)2019-05-15
现代商贸工业(2016年12期)2016-03-13
