
某油泵管接头加工工装设计
2018-09-10 17:09:29臧元甲范存辉张立平
河南科技 2018年2期
关键词:工艺优化
臧元甲 范存辉 张立平

摘 要:本文对航空工业郑州飞机装备有限责任公司某航空发动机油泵的管接头进行工艺改进,针对其中某道车加工工序,分析零件结构特点,设计了能两个方向准确找正的车床夹具,解决了因工艺优化产生的定位装夹问题。改进之后的工艺明显提高了加工效率,节约了生产成本。
关键词:生产瓶颈;工艺优化;车床夹具设计;效率与成本
中图分类号:TE974.1 文献标识码:A 文章编号:1003-5168(2018)02-0085-02
Design of Oil Pump Pipe Joint Processing Tooling
ZANG Yuanjia FAN Cunhui ZHANG Liping
(Zhengzhou Aircraft Equipment Co.,Ltd,Zhengzhou Henan 450000)
Abstract: The improved process of pipe joint of Zhengzhou Aircraft Equipment Co., Ltd. aeroengine oil pump in this paper, for which a car manufacturing process, analysis of the structural characteristics of the two parts, can accurately find the positive direction of lathe fixture design, solved the localization caused by process optimization of clamping problem. The improved process obviously improves the processing efficiency and saves the production cost.
Keywords: production bottleneck; process optimization;lathe fixture design;efficiency and cost
1 背景介绍
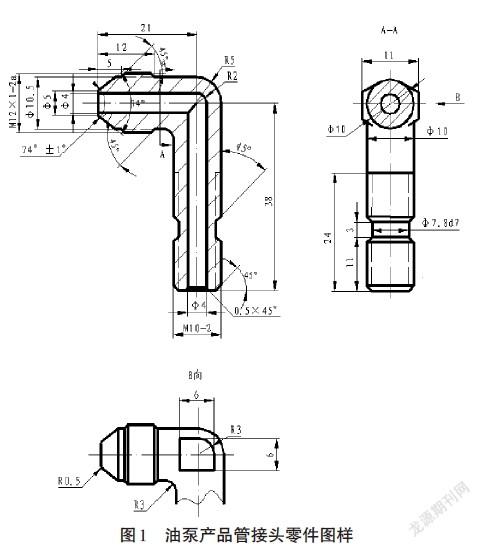
航空工业郑州飞机装备有限责任公司生产的油泵产品管接头零件(图1),一直以来原材料为铸造毛坯。由于毛坯供应短缺,经常造成零件到期无法交付的现象。针对该问题,将此零件材料改为45#钢(棒料),而原材料的改变使得加工方法与原工艺不同。在铣工工序加工完成后零件状态如图2所示,其下端为四方结构,四方上端为带有螺纹的圆柱,圆柱端面上为φ4mm的深孔,其中零件下端四方的两侧面与上方圆柱完全对称[1]。
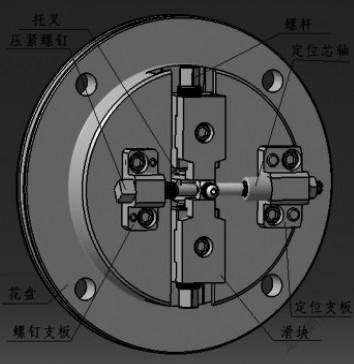
铣工工序之后的一道车外圆工序为车图1中主视图左侧圆接头,此道工序加工装夹定位困难,为该零件的加工难点。分析零件的结构后,我们设计了专用车床夹具(见图3)。
2 设计思路
首先,我们联想到了四爪卡盘的装夹定位方法,通过4个点将零件找正后夹紧。研究零件的结构,其在一个方向上是关于轴线对称的,为了能让四方头的中心线在
该方向上与车床主轴的回转中心重合,我们采用了左右旋螺杆配合滑块的结构(见图3)。带有左右旋螺纹的螺杆与滑块之间通过螺纹配合,其中螺杆两头为四方,螺杆中间部位为光杆,光杆与四方头之间一侧为左侧螺纹,另一侧为右旋螺纹;将螺杆的光杆部位固定在托叉上,托叉下端通过螺钉固定在花盘上,上端开有半圆槽,与螺杆光杆部位滑动配合;螺杆两端的左右旋螺纹分别连接带有左旋螺纹和右旋螺纹的滑块基座,每个基座上方分别通过螺钉连接夹紧块;在花盘上设计有贯通的T型槽,两T型滑块能在T型槽中自由滑动[2]。
通过四方扳手转动螺杆,左右旋螺纹可使两滑块同步向中心移动,两夹紧块的平口部位将零件在此方向上夹紧,这就解决了一个方向上的找正问题。
接下来,我们对另外一个方向上进行定位。因受空间及零件结构的限制,零件在此方向上已不再是对称结构,不能再采用类似第一种的定位方法,所以我们设计了两端都可以调节的结构进行定位(见图3)。由图1可知,在本道工序中要求加工后的回转中心到M10-2螺纹端面尺寸为38mm。为了满足这个尺寸要求,我们利用定位支板与定位芯轴的内定位面共同形成38mm尺寸;其结构是利用螺钉将定位支板和圆柱销固定于花盘上,定位支板上设置有光孔,与其连接的定位芯轴一端通过螺母固定,另一端盲孔内设置有定位面,定位面到T型槽中心距离为38mm。定位支板与定位芯轴组合的形式也保证了该夹具的互换性,增大了夹具的应用范围。另一端的支板,同样通过螺钉和圆柱销固定于花盘上,支板中间设计有螺纹孔,压紧螺钉一端为四方头,中间的螺纹部位与支板连接,另一端为光杆,通过旋转压紧螺钉将零件压紧[3]。
经过上述两个方向的定位,即可完成该油泵管接头车加工的工装设计。
3 应用说明
经过对几批零件的加工应用可知,該车床夹具已完全能够适用于该类零件的加工,解决了以往装夹定位的难题。同时,因为采用棒料代替之前铸件加工,大大缩短了加工周期,也降低了原材料的采购成本。
参考文献:
[1]张耀宸.机械加工工艺设计手册[M].北京:航空工业出版社,1987.
[2]王维.数控加工工艺及编程[M].北京:机械工业出版社,2001.
[3]王叶萍.数控加工工艺的议计要点[J].新技术新工艺,2005(1):15-17.
猜你喜欢
中国高新技术企业(2016年34期)2017-02-10 16:36:03
吉林农业·下半月(2016年11期)2017-01-09 11:27:27
水运管理(2016年11期)2017-01-07 13:26:21
中国新技术新产品(2016年23期)2016-12-26 09:52:46
科学与财富(2016年26期)2016-12-01 22:14:46
中国新技术新产品(2016年22期)2016-11-29 05:31:40
科学与财富(2016年28期)2016-10-14 23:44:12
中国科技博览(2016年12期)2016-05-09 10:03:04
中国科技博览(2016年7期)2016-04-25 06:03:47
中国科技博览(2016年9期)2016-04-25 04:25:33
