热轧钛板的翘曲控制措施研究
2018-09-04 06:18:36周庆升张先发张炳俊
安徽冶金科技职业学院学报 2018年3期
毛 成 ,曹 荐, 周庆升, 张先发, 张炳俊
(马钢股份公司一钢轧总厂 安徽马鞍山 243000)
钛板具良好的耐腐蚀、非磁性等很多优良的特性,被誉为“未来金属”,在舰船制造、电力、化学工业等领域得到了迅速发展[1]。国内各大中厚板生产企业开始利用生产中厚板的设备优势,进行中厚板钛板的生产。钛属于有色金属,其本身的特性和钢铁等金属有着较大的区别。因此,在钢铁企业尝试生产纯钛板的过程中常出现上翘、下扣等翘曲问题,影响生产的稳定顺行。
1 热轧钛板翘曲的危害
钛板在轧制过程中出现的翘曲主要分为上翘和下扣两种,见图1、图2。这两种板形问题,依据翘曲的严重程度对生产过程的稳定性影响不同,对上翘来说,轻微的上翘不影响正常的生产,但是上翘的程度过大容易撞坏轧机的设备,甚至发生缠辊事故;钛板的下扣危害相对较大,因为即使轻微的下扣在轧制和运输过程中也会对设备冲击,造成设备的损害,严重的钛板下扣会发生钛板卡在输送辊道的间隙中,造成钛板卡死无法移动的事故。
在中厚板的热轧过程中,无论是缠辊还是钛板卡死事故的处理方法,首先是将发生事故的钛板降温,然后将钛板切割,吊离。在钢铁企业处理事故采用的切割方式通常是火焰切割,而火焰切割的基本原理就是使切割部位的温度急剧升高,超过其熔点,使其熔化,切割才能顺利进行。纯钛的熔点为1678℃,较铁的熔点1528℃高150℃,另外钛的热导率较铁低,因此切割过程将比钢铁更困难,切割时间将更长。另外,钛具有非磁性的物理特性,对切割后的小块钛板不能用磁盘吊进行吊运。
综上所述,钛板在生产过程中处理事故时无论是切割还是吊运与钢铁相比难度更大,对生产稳定性的影响更加严重,因此生产过程中控制钛板翘曲,减少事故的发生就显的尤为重要。

图1 上翘

图2 下扣
2 影响钛板翘曲的因素
钛板在轧制过程中出现翘曲的主要原因为钛板纵向延伸不均匀导致弯曲变形所致。钛板厚度方向上下层延伸的不同,产生弯曲的效果不同,当钛板上表面的延伸小于下表面的延伸时形成上翘,反之则形成下扣,那么影响钛板上下表面延伸的因素就是影响钛板翘曲的因素。
2.1 温度的影响
温度的影响主要表现在钢板上下表的温差方面。钛板上下表温差使轧制过程中钛板上下表的应力不同,在相同轧制力的作用下引起压下量的差异,从而使上下表的延伸不同,进而形成翘曲。
生产过程中引起钛板上下温差主要有三个方面:加热炉加热时造成钛坯上下表温度不均匀;轧制过程中轧辊冷却水对钛板表面温度的影响;高压水除鳞对钛板上下表的影响。
2.2 轧制线标高的影响
轧制线标高是指轧机下工作辊的上表面与机架辊的上辊面之间的高度差[2]。显然当轧制标高为本道次压下量的一半时钛板能够水平咬入,而当轧制线的标高不等于道次压下量的一半时将,钛板头部将抬起或向下倾斜咬入,此时将发生不对称轧制,造成钛板头部翘曲。据有关资料[2],上下表压下量公式为:
△h=[R(1-cosα)+ltgθ]/cosθ
(1)
R-轧辊半径,α-咬入角,l-接触弧长
以轧制线标高大于压下量的一半为为例分析。假设当时钛板温度均匀,轧辊辊径及转速一致,此时钛坯将采取爬坡咬入(如图3),此时上辊的咬入角将大于下辊的咬入角,由于轧制力、上下表应力以及钛板宽度均相等,那么上表的压下量将大于下表的压下量,将会产生下扣的现象,反之将产生上翘现象。

图3 轧制线标高大于压下量一半时咬入示意图
2.3 上下辊速差和辊径差的影响
中板精轧机的上、下工作辊,分别由两台主电机单独驱动。因两台主电机特性以及速度控制不可能完全相同,从而使得上、下工作辊的转速不同,从而引起轧件头部的变形不均匀,轧件总是向慢速辊方向弯曲。上辊转速大,就会产生下扣。
在正常轧制工艺中,上、下工作辊直径通常是不相等的。由于轧件上、下表面变形速度与上、下轧辊速度相关。辊径的大小影响轧辊的线速度。在轧制过程中,当上、下轧辊辊径变化时,轧辊表面的线速度也随之变化。上、下轧辊表面线速度的变化相应会影响轧件上、下表面的变形速度,从而使轧件向速度小的一侧弯曲。当上工作辊直径大于下工作辊直径,而其它变形条件相同时,轧件上表面的变形速度必然大于下表面,从而导致轧件发生扣头;
3 翘曲的预防措施
3.1 减少钛坯上下表温差
在加热工序,由于钛坯的导热性较钢铁差,为保证加热的均匀性,减少上下表面的温差,在加热制度方面采取慢速加热,加热时间提高至2.0 min/mm-2.5 min/mm,并且均热段时间需不低于总加热时间的1/4。
轧制工序,粗轧时关闭轧机轧辊冷却水,减少上辊冷却水淋至钛坯表面造成上下表的温差。粗轧至精轧之间输送辊道间的输送辊道冷却水关闭,减少钛板运输过程中造成钛板上下表的温差。精轧机在轧制钛板前检查刮水板的磨损情况,并及时更换,防止由于刮水板漏水造成的钛板上下表温差。
3.2 合理调整轧制线标高
由2.2分析可知轧制线标高将直接影响钛板的翘曲,理想型轧制线标高为该道次压下量的1/2,但是大部分中厚板轧机的轧制线标高不具备时时调整的功能,仅在换辊时进行标高的设定。因此,精轧机标高的设定以在实际生产过程中钢板呈“雪橇”状为合适的标高。根据生产经验摸索,马钢中板线在生产钛板时轧制线高度为(15-30)mm。
3.3 合理调整轧辊速差
中厚板轧机的轧辊为单机传动,每个电机的转速可以单独调整。通过电气设定,在主传动界面设置上下辊速度调整界面,实现上下辊速差调整来改善钛板的翘曲现象。
4 效果
通过以上措施的实施,轧制过程中钛板的翘曲现象得到了很大的改善(如图4、图5 ),在前期的试轧过程中没有出现由于翘曲而产生的事故,为钛板的顺利生产打下了基础。
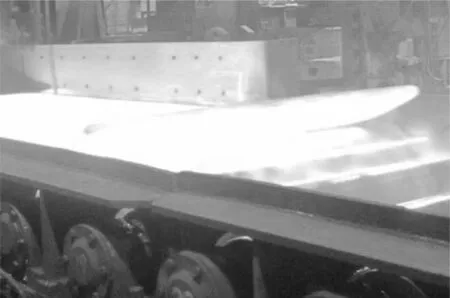
图4 措施实施前

图5 措施实施后
5 总结
1)钛板生产过程中翘曲产生的后果较钢铁等黑色金属对生产的稳定性更加严重。
2)在生产过程中通过调整钛板的上下表温差、将标高控制在15 mm-30 mm以及调整轧机转速等措施改善钛板翘曲现象,并取得良好效果。
参考文献
[1] ZHANG Z Y,YANG H,LI H,WANG D. Quasi-static tensile behavior and constitutive modeling of large diameter thin-walled commercial pure titanium tube[J].Materials Science and Engineering A,2013,569:96-105.
[2] 闫晓强,张扶民,单为春,等.中板轧制过程板坯弯曲生成与抑制之五—轧制线高度及轧辊偏移距对板坯弯曲的影响[J].北京科技大学学报,2001,23(5):463-465.
猜你喜欢
上海金属(2022年6期)2022-11-25 12:20:38
矿冶工程(2022年1期)2022-03-19 07:07:02
机械工程材料(2021年2期)2021-03-01 08:25:36
商品与质量(2020年23期)2020-10-09 08:29:04
山东工业技术(2019年1期)2019-02-08 13:02:24
中华骨与关节外科杂志(2016年6期)2016-05-17 06:11:12
中国继续医学教育(2015年3期)2016-01-06 01:36:36
冶金与材料(2015年5期)2015-08-20 02:14:18
中国医疗美容(2015年1期)2015-07-12 10:06:52
安徽医专学报(2014年6期)2014-03-20 13:08:02