工业机器人红外视觉系统快门补偿效果的实验研究
2018-08-27 10:24:06陈淑玲林利芬
机电信息 2018年24期
陈淑玲 赵 鑫 林利芬
(武汉软件工程职业学院,湖北武汉430205)
0 引言
通常,辐射率越高则补偿效果越好,所以现有的快门颜色大多为黑色,表面处理多采用氧黑、喷砂氧黑、喷塑、涂黑漆等工艺。从理论上分析,快门放置在光路中的位置不同,其补偿效果也不一样。
本文试图验证辐射率与快门补偿效果之间的关系,并寻找到一种辐射率高的材料或表面处理工艺,用这种材料或表面处理工艺来制作快门,从而全面提高工业机器人红外视觉系统的补偿效果,一定程度上提高成像质量。
1 辐射率的定义及计算、测量方法
同一物体的辐射率等于吸收率,通俗地讲就是“好的吸收体也是好的辐射体”,但根据其定义无法进行辐射率计算、测量的实际操作,因此本文提出了一种更具有操作性的近似的辐射率计算、测量方法。
先定义下列变量:
Wtot——探测器接受的总辐射能;
Wobj——目标的总辐射能;
Watm——大气的总辐射能;
Wamb——周围环境的总反射辐射能。

由式(1)整理得:

在室内条件下τ=1,可得:

由参考文献知,表面温度为T,光谱范围为[λ1,λ2],当λ1=0,λ2=∞时:

其中,б=5.67×10-8W/(m2·K4)。
可先用传统的测温装置测得Tamb和Tobj,然后通过式(4)计算出Wamb和Wobj。Wtot可利用红外热像仪间接测得,方法是将热像仪的拍摄辐射率设置为1,即ξ′=1,则式(1)可写为:

2 辐射率的测量实验
本文测量辐射率的方法就是根据上述辐射率的推导原理制定的。工业机器人红外视觉系统有一可设置的参数ξ,ξ表示的是被测物体的辐射率,以黑体为参照物,近似认为黑体的辐射率为1,将快门片紧贴在黑体的正中心,等快门片温度稳定后,使用工业机器人红外视觉系统测量黑体和快门片的实际温度,假设为T1、T2,通过调节ξ,使得T1=T2时,近似地认为这时的ξ为快门的辐射率。
实验步骤:
(1)将一号快门片(本地氧黑处理,如图1所示)紧紧贴在黑体的正中间位置,黑体温度设定到60℃,等到黑体温度稳定后再保温0.5 h。

图1 本地氧黑处理快门
(2)把工业机器人红外视觉系统的参数ξ设置为1,测量黑体的温度,记为T1。
(3)用某热成像仪测量快门片温度的时候,通过改变ξ的值,使得T2=T1,记录此时ξ1的值,这个值就是一号快门的辐射率。
(4)更换快门片,重复以上步骤,分别测量不同材料和表面处理工艺的快门的辐射率。
实验数据:测得表面处理为本地氧黑、北京双面氧黑、表面贴青壳纸、表面贴砂纸的快门辐射率ξ分别0.92、0.94、0.945、0.86。
3 不同辐射率的快门补偿效果实验
通过这个实验想来验证辐射率与快门补偿效果之间的关系,验证是否辐射率越高的快门补偿效果就越好。那么怎样判断补偿效果的好坏呢?可以通过读取测试程序里的非均匀性数值NUC来衡量,先计算一片成像区域所有像元的平均AD值X(AD值能表示像元的亮度),然后再求得每个像元的AD值Xi与均值X之间的差的平方和。即如表1数据显示,各个像元之间AD值的差异越小,则N值也越小。
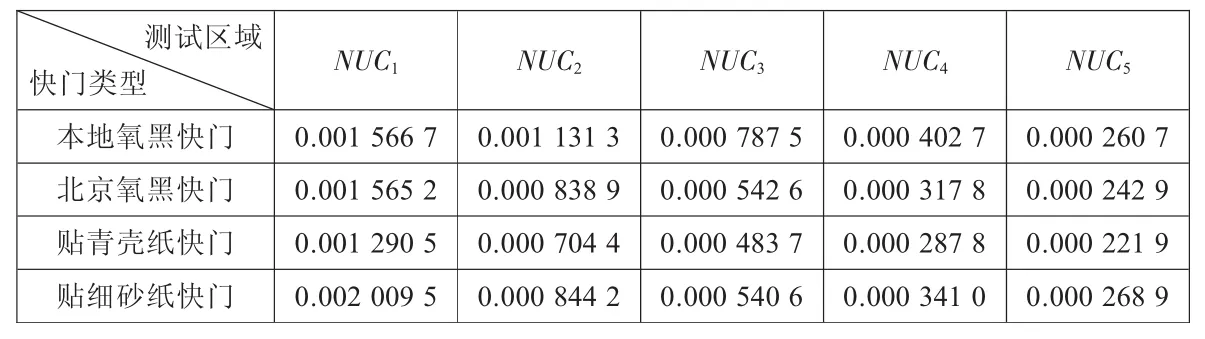
表1 不同辐射率的快门非均匀性计算
不同辐射率的快门补偿效果曲线如图2所示。
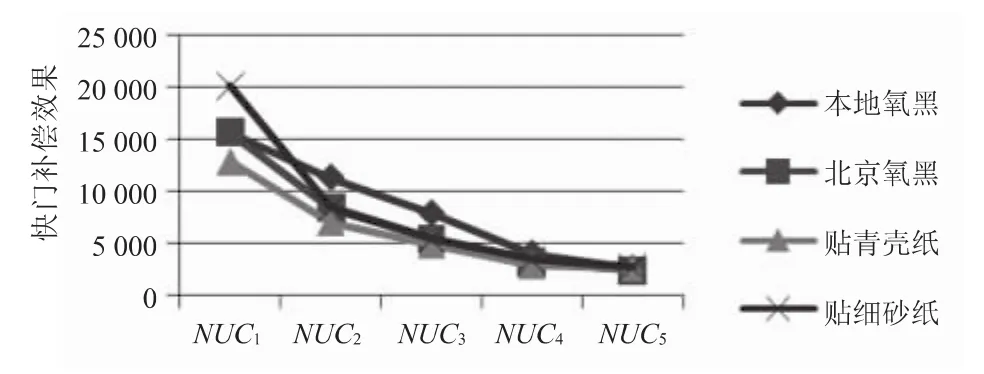
图2 不同辐射率的快门补偿效果曲线
4 结语
本文利用控制变量法,即在两次或多次对比实验中,保证只有快门的一个实验条件不同,其他实验条件保持一致,保证快门测试的准确性。由不同辐射率的快门补偿效果实验可知,贴青壳纸快门在不同非均匀区域的对比非均匀性数值最小,补偿效果最好,其次是北京氧黑快门。在不同非均匀区域的实验结果与事先的推论基本一致,这也就验证了快门辐射率越高,补偿效果越好。采用贴青壳纸快门对提高工业机器人红外视觉系统补偿效果、提升成像质量有一定的作用。
猜你喜欢
包装工程(2023年24期)2023-12-27 09:20:00
遥感学报(2023年10期)2023-11-24 09:57:20
建材与装饰(2022年19期)2022-07-04 07:07:44
环球时报(2022-05-23)2022-05-23 11:28:37
金桥(2021年4期)2021-05-21 08:19:20
安徽师范大学学报(自然科学版)(2020年5期)2020-10-24 03:41:24
工程塑料应用(2020年6期)2020-06-20 08:22:40
电子制作(2019年7期)2019-04-25 13:17:14
光学精密工程(2016年3期)2016-11-07 09:03:43
物理实验(2015年9期)2015-02-28 17:36:51