
基于钎焊法制备Cf/Al复合材料工艺研究
2018-08-24 07:48:46张凌云
电焊机 2018年8期
樊 浩 ,张凌云 ,邢 丽
(1.西安航空职业技术学院,陕西 西安 710089;2.南昌航空大学 轻合金加工科学与技术国防重点学科实验室,江西 南昌 330063)
0 前言
碳纤维(Carbon Fiber,Cf)增强铝基(Cf/Al)复合材料具有耐高温、耐腐蚀等诸多优良特征,已成为航空航天领域的重要功能材料之一[1-4]。目前Cf/Al复合材料的制备方法主要有固态法和液态法两种[5-7]。液态法工艺成熟,但制备温高、周期长,易发生过量的界面反应,影响材料的强度[8]。帅甜田等[9]采用热压扩散法制备了层压编织Cf/Al复合材料,其复合材料的致密度高,Cf与基体界面结合良好但有Al4C3生成。喻思[10]等通过热等静压制备出无孔洞的Cf/Al复合材料,单其制备压力高达120 MPa,时间长达2 h。
本研究采用钎焊法通过箱式电阻炉和真空热压炉加热成功制备出碳纤维增强铝基(Cf/Al)复合材料,该方法利用钎料来填充Cf的间隙,制备温度低、效率高。研究了钎料成分、加压状态以及加压方法对Cf/Al复合材料成形的影响,并分析其显微结构。
1 试验材料和方法
试验基体材料为2 mm厚的纯铝1060板材,切割成尺寸45mm×15 mm。增强相为单向编制的T-300型Cf,其主要参数如表1所示。钎料为0.2mm厚的片状HL402和300目粉末状的HL505,其成分和物理参数如表2所示,采用QJ201钎剂。试验前将Cf放置在有氩气保护的炉内,在500℃下保温20min,并在丙酮中浸泡2 h以去除Cf表面的有机胶,改善Cf与钎料的润湿[11]。

表1 T-300型Cf的主要参数Table 1 Main parameters of T-300
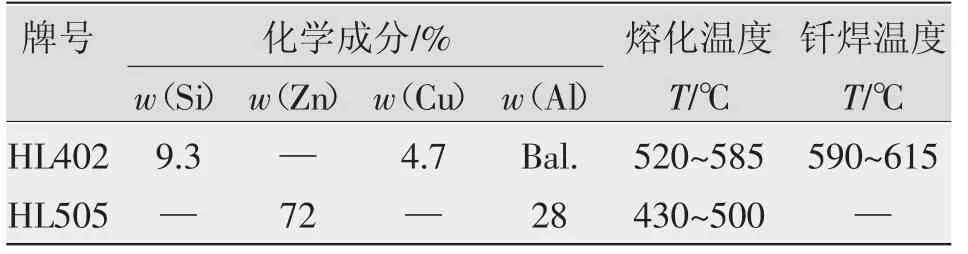
表2 钎料的化学成分和物理参数Table 2 Chemical composition and physical parameters of the solder
试验采用两种方式来填充钎料,一种是侧边填充,另一种是叠层填充,其制备示意如图1所示。图1a为侧边填充钎料方式,将经过表面除胶处理的Cf与基体材料叠放,并在侧边填充钎料和钎剂。图1b为叠层填充钎料方式,将经过表面除胶处理的Cf、钎料及基体材料交替叠放,并在侧边涂上钎剂。复合材料制备采用两种方法加热加压,一种是将待制备的试样放入SX2-5-12箱式电阻炉加热至预定温度后保温15 min,之后空冷至室温,制备过程中有不加压和加压(压力约为1 MPa)两种状态;一种是将待制备的试样放入ZM-45-12Y真空热压炉,加热至预定温度后加压10 MPa保温15 min,之后随炉冷却。试验工艺参数如表3所示。
沿垂直于Cf纤维铺设方向取Cf/Al复合材料横截面的金相试样,并用光学显微镜观察其横截面显微结构。
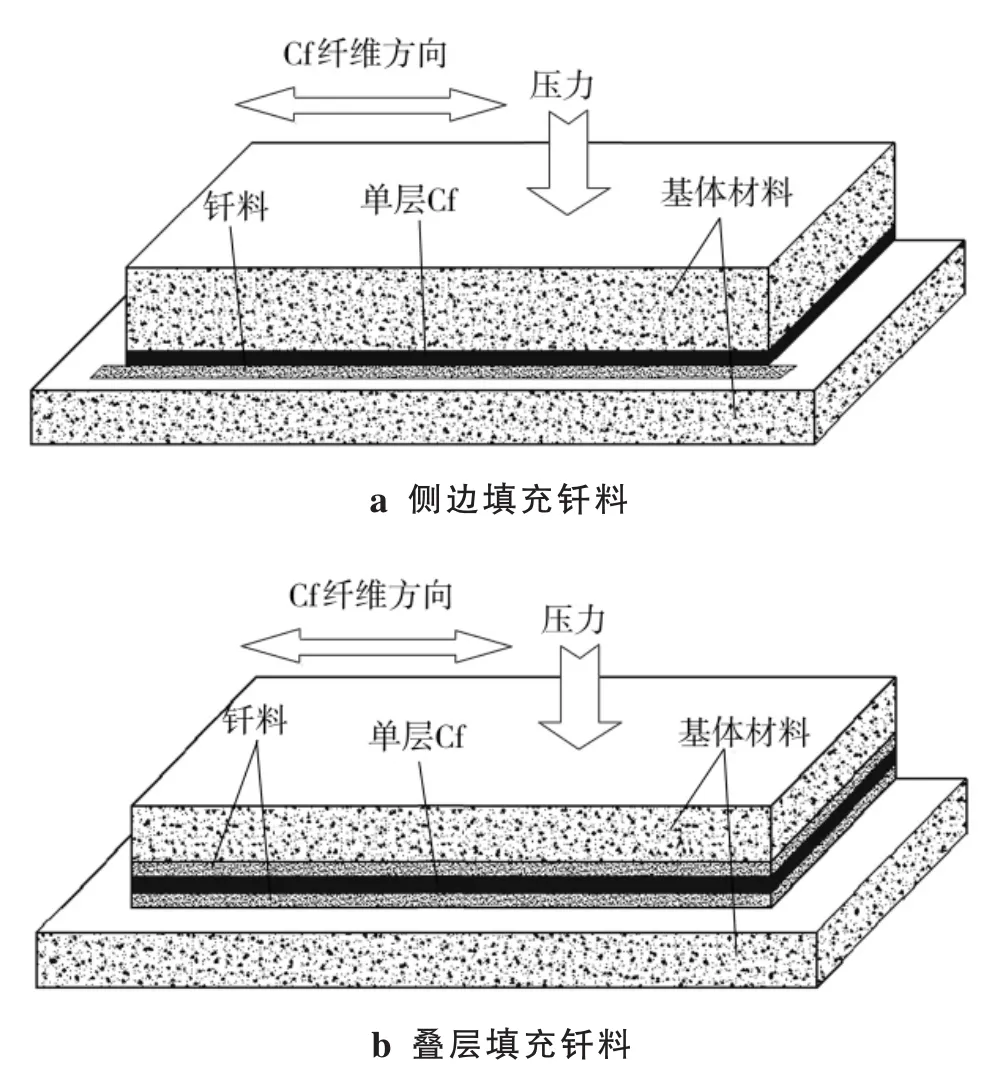
图1 复合材料制备示意Fig.1 Schematic of composites preparation

表3 试验工艺参数Table 3 Test parameters
2 试验结果及分析
2.1 复合材料的成形
制备的Cf/Al复合材料的宏观形貌如图2所示。图2a、2b为采用侧边填充HL402钎料制备的复合材料,图2c~2e为采用叠层填充HL402钎料制备的复合材料,图2f、2g为采用叠层填充HL505钎料制备的复合材料。图2a中发现在结合层有部分区域存在钎料未填充;图2b中发现结合层成形不良;图2c中发现有部分Cf裸露;图2d、2e中结合层成形良好,图2e出现结合层钎料溢出;图2f发现有大面积Cf裸露;图2g存在结合层有部分钎料未填充。
制备的Cf/Al复合材料的横截面形貌如图3所示。图3a、3b为采用侧边填充HL402钎料制备的复合材料,图3c~3e为采用叠层填充HL402钎料制备的复合材料,图3f、3g为采用叠层填充HL505钎料制备的复合材料。图3a、3b中发现在结合层有部分区域存在钎料未润湿存在孔隙,且Cf裸露;图3c中发现结合层存在大面积钎料未润湿,且结合层成形不良;图3d、3e中结合层钎料润湿均匀、成形良好,Cf分布均匀且无宏观缺陷,但图3e的结合层较图3d的更薄、更致密。
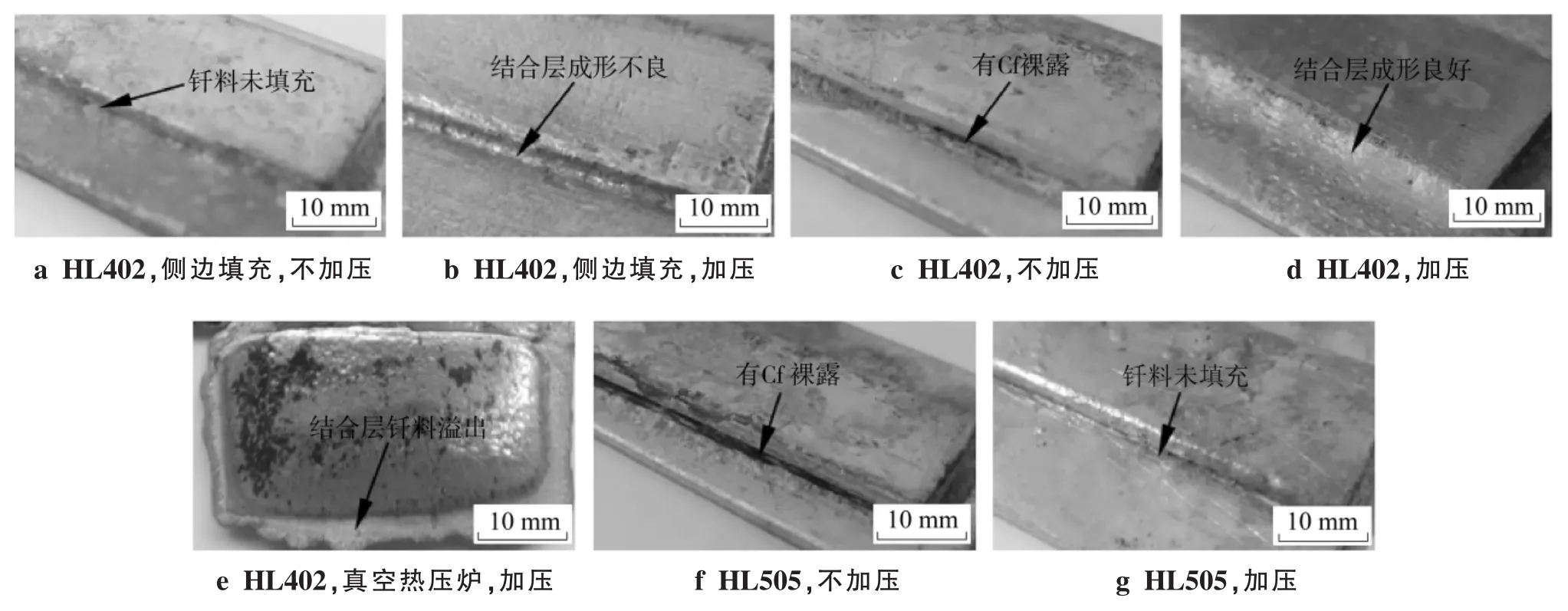
图2 复合材料宏观形貌Fig.2 Macroscopic morphology of composites
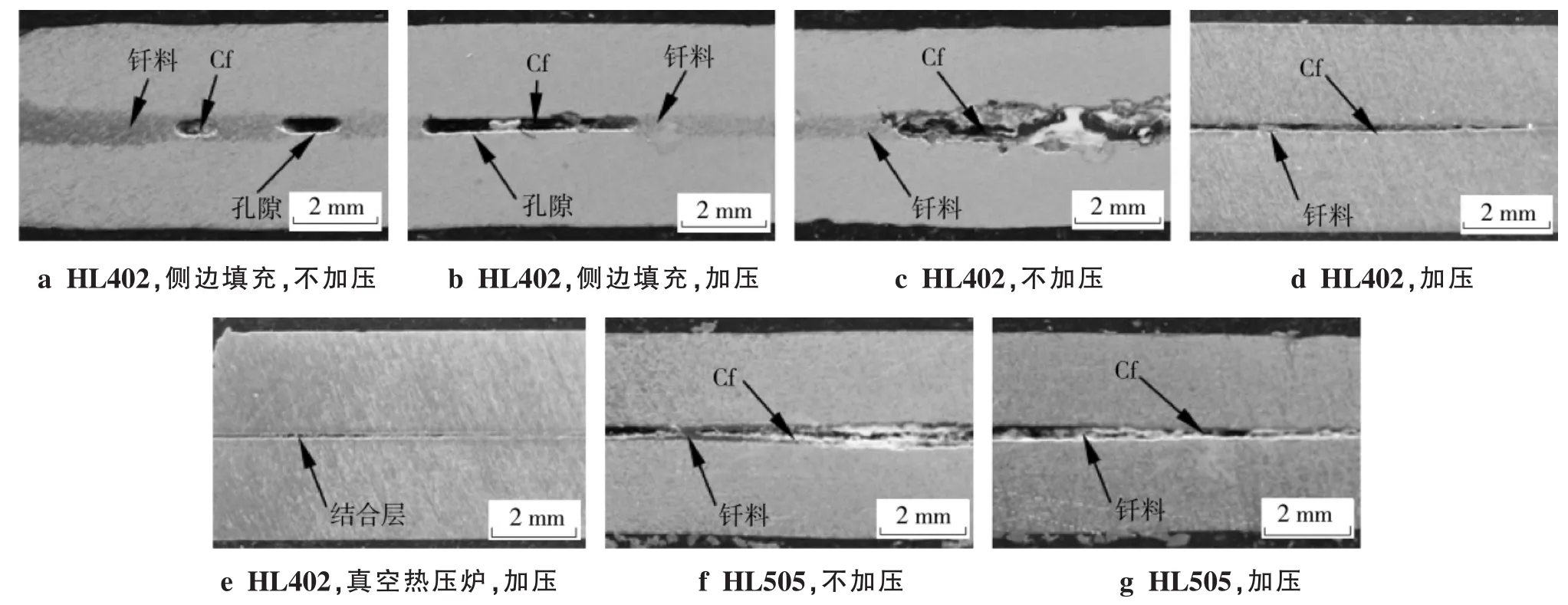
图3 复合材料横截面形貌Fig.3 Cross section morphology of composites
由图2和图3可知,采用侧边填充HL402钎料制备复合材料时,无论是否加压,结合层成形不良且均有孔隙出现;采用叠层填充HL402钎料制备的复合材料时,只有在不加压时结合层成形差并有Cf裸露现象,加压时结合层成形良好,且采用真空热压炉加压时结合层更为致密;采用叠层填充HL505钎料制备的复合材料,无论是否加压,结合层只有部分区域被钎料润湿,且均有Cf裸露。
分析认为,侧边填充HL402钎料时,熔化的钎料润湿距离较长,且结合层的Cf对钎料有阻碍作用。当采用叠层填充HL402钎料时,在不加压时,结合层中的Cf只是镶嵌在熔化的钎料表面,会出现部分Cf裸露;当加压时,镶嵌在钎料中的Cf在压力作用下与钎料紧密结合,钎料填入Cf的缝隙中使结合层成形良好。叠层填充HL505钎料时,因其为粉末状,表面存在大量的氧化物难以去除,导致润湿性变差。
结果表明,采用叠层填充HL402钎料,在压力下通过钎焊法使用电阻炉和真空热压炉均可制备出成形较好的Cf/Al复合材料。
2.2 复合材料的显微结构
采用叠层填充HL402钎料在压力下使用电阻炉和真空热压炉制备的Cf/Al复合材料显微结构的金相照片如图4所示。图4中不规则的圆形灰色部分为Cf,黑色部分为填充钎料,结合层靠近基体区域为Cf外层,中间区域为Cf内层。由图4a可知,Cf较均匀地镶嵌在钎料中,钎料可以较好地填充到Cf之间。图4b为图4a结合层放大图,发现Cf内层区域的Cf四周均被钎料所包裹,如图4b中A区所示;Cf外层区域出现了Cf偏聚甚至存在Cf空缺,如图4b中B区所示。图4c的结合层相较于图4a的薄,Cf较均匀致密地分布在钎料中。图4d为图4c结合层放大图,可见内层的Cf和外层的Cf分布都很均匀,但在Cf外层出现Cf凹陷进基体中,如图4d中C区所示。

图4 复合材料的显微结构Fig.4 Microstructure of the composites
分析认为,图4b中B区产生Cf偏聚现象主要原因是制备过程中熔化的钎料受到不均匀压力所致;图4b中Cf有破损现象,是因为高温条件下Cf被氧化受损所致。图4d中Cf轮廓完整、且较均匀致密地分布在结合层中,Cf间距约为2~4 μm,这是因为在真空热压炉中,较高的温度和高压状态使得熔化的钎料可以充分地填充到Cf间隙中,且真空环境能够有效避免Cf被高温氧化,但是高温和高压也使得Cf挤压基体并嵌入其中,如图4d中C区所示。
3 结论
(1)采用叠层填充HL402钎料,加热到600℃保温15 min,在压力下通过钎焊法使用电阻炉和真空热压炉均可制备出成形较好的Cf/Al复合材料。
(2)通过真空热压炉制备出的Cf/Al复合材料,其Cf的间距约为2~4 μm,钎料能够充分地填充到Cf的间隙中,且Cf轮廓完整并较均匀致密地分布在结合层中。
猜你喜欢
工业加热(2023年11期)2024-01-05 02:13:32
工业加热(2023年3期)2023-05-06 07:29:08
质量安全与检验检测(2022年1期)2022-03-13 08:07:34
陶瓷学报(2021年5期)2021-11-22 06:35:40
陶瓷学报(2021年5期)2021-11-22 06:35:36
装备制造技术(2020年2期)2020-12-14 03:09:24
上海计量测试(2020年2期)2020-05-12 12:02:04
陶瓷学报(2019年6期)2019-10-27 01:18:16
建材发展导向(2019年13期)2019-08-24 06:37:46
特产研究(2016年3期)2016-04-12 07:16:20
