
大功率盘形激光焊多特征参数同步检测
2018-08-24 15:16:46高向东萧振林陈晓辉李秀忠
电焊机 2018年7期
孙 燕 ,高向东 ,萧振林,陈晓辉 ,李秀忠
(1.广东工业大学广东省焊接工程技术研究中心,广东 广州510006;2.广电运通金融电子股份有限公司,广东广州510663;3.佛山职业技术学院,广东佛山528137)
0 前言
激光焊接具有能量密度高、焊接单位热输入量低、变形小、深宽比大、焊接参数易于控制等特点[1-2]。在激光焊接过程中,匙孔、金属蒸汽、飞溅均含有丰富的焊接质量信息,其形态及变化特征与焊接状态密切相关[3-4]。国内外学者在利用视觉传感器、光谱仪、光电传感器以及X射线技术捕捉匙孔、金属蒸汽以及飞溅的形态方面做了大量研究[5-7]。
利用红外高速影像系统摄取焊接熔池红外动态热像,利用紫外波段和可见光波段高速摄像机摄取金属蒸汽和飞溅瞬态图像,提取匙孔、金属蒸汽以及飞溅的动态特征,并将其作为输入参数,以焊缝宽度作为衡量焊接状态的参数,采用神经网络技术建立基于多传感信息融合技术的盘形激光焊接状态监测模型。
1 试验装置
装置包括大功率盘形激光焊接装置TruDisk-10003、松下6关节机器人、激光焊接头、保护气体(氩气)装置及图像采集系统,其结构如图1所示。试验中焊接功率10 kW,焊速3 m/min,保护气体氩气流量40 L/min,激光光斑直径480 μm,激光波长1 030 nm,图像分辨率 512 pixel×512 pixel,高速摄像机的采集速度2 000 f/s。为了分析匙孔、金属蒸汽与飞溅特性,采用红外(安装位置与水平方向呈65°)和紫外(安装位置与水平方向呈0°)高速影像系统分别摄取焊接熔池、金属蒸汽和飞溅动态序列。试验采用尺寸10 mm的304不锈钢板。焊接过程示意以及高速摄像机拍摄到的红外和紫外波段焊接图像如图2所示。当激光功率为10 kW时,焊件焊透,焊件实物正面及正面焊缝宽度值和背面如图3所示。

图1 激光焊接试验装置结构

图2 焊接过程示意及红外和紫外焊接图像
2 盘形激光焊特征提取
利用红外高速影像系统摄取熔池动态序列,通过计算机图像处理技术提取红外波段特征参量匙孔面积(kA),匙孔质心坐标(kx,ky),匙孔周长(kL),如图4a所示。利用紫外高速摄像系统摄取金属蒸汽和飞溅瞬态图像,利用图像处理技术提取紫外波段特征参量金属蒸汽面积(pA),金属蒸汽质心坐标(px,py),金属蒸汽摆角(θ),金属蒸汽高度(h),飞溅面积(sA),飞溅数量(n),如图4b所示。匙孔、金属蒸汽和飞溅特征参量的计算值如图5所示。

图3 焊件实物及正面焊缝宽度值

图4 匙孔、金属蒸汽和飞溅图像处理示意
3 多特征激光焊接状态检测
建立包含输入层-隐含层-输出层BP神经网络模型,如图6所示,分别以红外波段特征参量和紫外波段特征参量作为模型的输入量,焊缝宽度作为模型的输出量。第1~1 500组,以及第2 501~4 000组特征作为训练集,其余特征作为测试集。最大训练次数为2 000,训练要求精度为0.000 04,学习速率为0.001,通过计算发现隐含层节点个数为4时网络预测结果较好,BP神经网络的预测结果及误差曲线如图7所示,图7a、7b分别表示输入为红外特征参量和紫外特征参量的预测结果,误差主要集中在-0.3~+0.4 mm。当输入为红外特征参量和紫外特征参量时,预测结果误差曲线如图8所示。为了进一步计算模型输出的统计特性,定义误差e、误差平均值 e¯、绝对误差平均值r、方差var如下

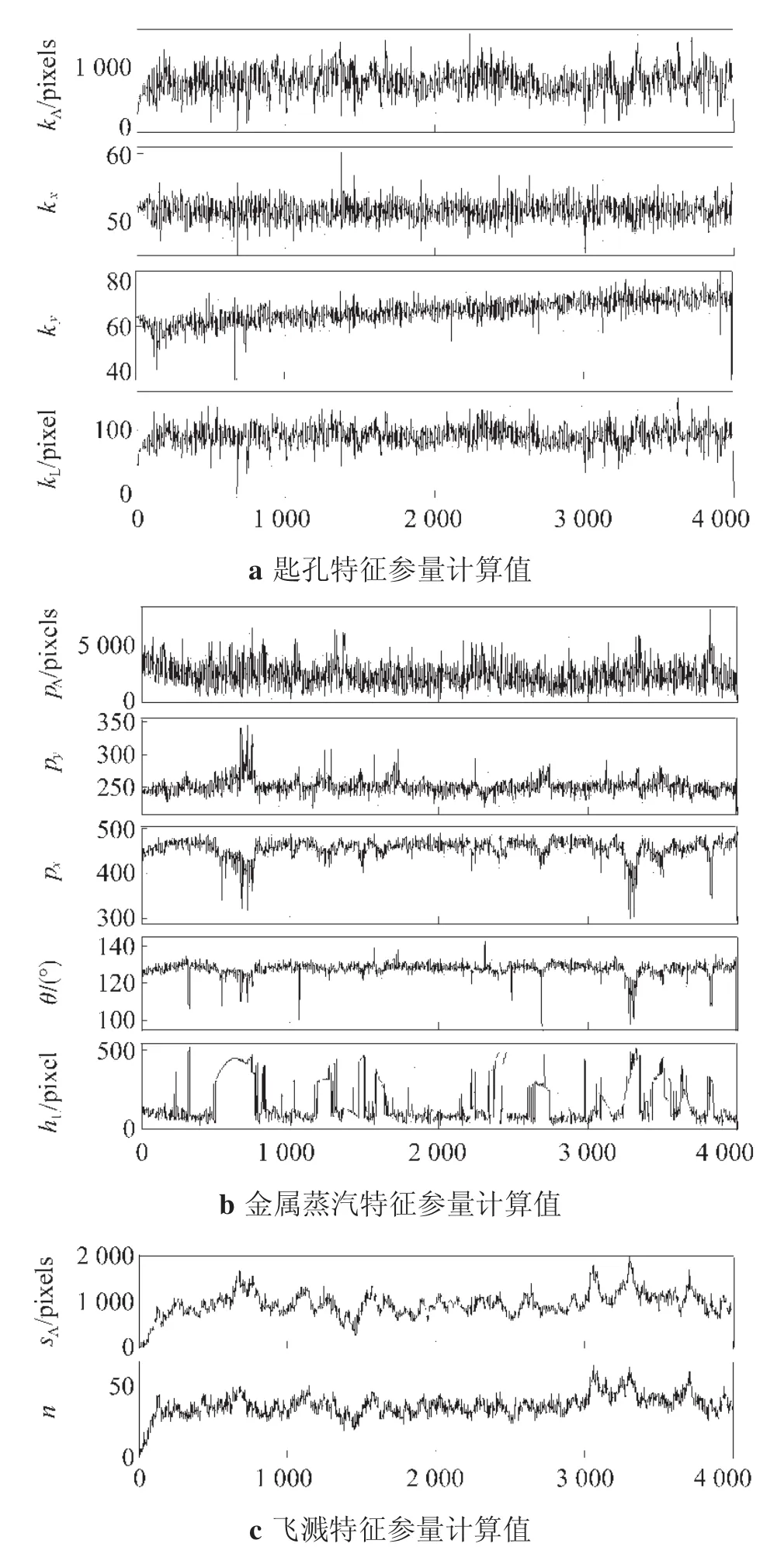
图5 特征参量计算值

图6 BP神经网络模型示意

图7 单传感信息BP神经网络模型预测结果
单传感信息及多传感信息BP神经网络预测模型统计结果如表1所示,在焊接功率为10 kW,焊速为3 m/min时,对于单传感信息BP神经网络预测模型,红外特征参量能够更好地作为输入预测焊缝宽度,此时平均误差和绝对误差平均值分别减小0.029 mm和0.023 mm。对于多传感信息BP神经网络预测模型,与输入为红外波段特征模型相比,平均误差和绝对误差平均值分别减小0.033mm和0.012mm,与输入为紫外波段特征相比,平均误差和绝对误差平均值分别减小0.062 mm和0.035 mm,这说明多传感信息融合能够提高预测焊缝宽度BP神经网络模型的精度。

图8 多传感信息BP神经网络模型预测结果

表1 神经网络模型预测焊缝宽度结果
4 结论
(1)在盘形激光焊中,利用红外和紫外高速影像系统可以同步摄取熔池红外热像和金属蒸汽和飞溅瞬态图像。
(2)利用图像处理技术可有效提取匙孔、金属蒸汽和飞溅动态特征参数。
(3)BP神经网络模型能够有效检测焊接状态,对于单传感信息BP神经网络预测模型,红外特征参量能够更好地作为输入预测焊缝宽度,对于多传感信息BP神经网络预测模型,较单传感信息BP神经网络预测模型,平均误差和绝对误差平均值均减小,多传感信息融合能够提高预测焊缝宽度BP神经网络模型的精度。
猜你喜欢
传感技术学报(2022年7期)2022-10-19 03:04:20
今日农业(2022年15期)2022-09-20 06:54:16
环球时报(2022-05-23)2022-05-23 11:28:37
金桥(2021年4期)2021-05-21 08:19:20
电子制作(2019年7期)2019-04-25 13:17:14
电子制作(2018年23期)2018-12-26 01:01:26
光学精密工程(2016年3期)2016-11-07 09:03:43
物理实验(2015年9期)2015-02-28 17:36:51
数学年刊A辑(中文版)(2014年4期)2014-10-30 01:50:32
声学技术(2014年2期)2014-06-21 06:59:14
