
截面对等式耙体骨架加工工艺设计
2018-08-22 19:31吴晓萍苏琳刘阳
科学与财富 2018年21期
吴晓萍 苏琳 刘阳
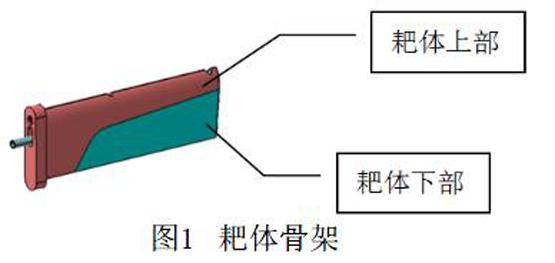

摘 要: 骨架是测量装置的关键部件,测量装置骨架分为截面对等式(图1所示)、截面不等式两种结构。截面对等式骨架外形呈梭形结构,内部为均匀空心结构。测量装置根据使用温度的条件,常选用的材料有不锈钢和高温合金两种,这两种材料有不同的加工工艺性,零件的加工工艺根据材料的加工工藝性能及零件的结构特点安排。本文重点介绍了材料为不锈钢,结构为截面对等式测量装置骨架的加工工艺方法。
关键词: 截面对等式;工艺毛坯;坐标系;加工工艺
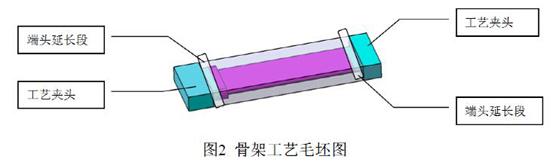
前言:测量装置骨架分为截面对等式、截面不等式两种结构。耙体骨架(图2所示)是测量装置的主要组成部件,由耙体上部、耙体下部组成。耙体骨架组装过程为:成形管路与耙体上部装配,管路与耙体上部高温钎焊焊接;耙体下部与耙体上部氩弧焊焊接组成耙体骨架。
1 工艺毛坯设计
零件加工工艺毛坯的设置,毛坯厚度需考虑加工刀具的圆角,确定刀具的实际下刀深度。长度需考虑各工位零件的装夹,零件两端外形需工艺延长,为后续加工工序让刀,如图2所示。零件外形尺寸22mm×102 mm×266 mm,综合各项考虑,零件工艺毛坯尺寸设置为:32 mm×110mm×360 mm。
2 坐标系设置
坐标系设置原则:任一工位设计基准、工艺程序坐标系与加工坐标系三者相一致,坐标系的一致避免了零件加工过程产生的尺寸偏差。
3 加工工艺
零件结构为正反面形状对称结构,将零件主体结构加工分为两工位。工位一为正面加工,工位二为反面加工。
骨架整体外形加工完成后,结合工艺附图,将骨架主体钼切为耙体上件、耙体下件两部分(如图3所示),零件工艺安排耙体上部及耙体下部分别加工各自内形。
3.1 整体加工过程
3.1.1 工位一
a) 粗加工
使用等高降层粗铣命令对零件进行加工,加工外形面设置余量为0.2mm,加工刀具为φ25R6。零件加工下面选择中心面,余量设置-6.1mm,设置余量目的,是保证φ25R6刀具切削深度过刀具R,保证两工位加工路径相接。
b) 精加工平面
使用槽腔命令精铣表面。加工边界设置时注意软硬边界的选择,软边界数值设置合理即达到加工刀具均能走出边界,也避免了刀具碰撞工艺夹头的目的。
c) 精加工曲面
在数控编程界面中,有多种命令可以用来精加工骨架曲面,选择最为合适的命令,实现加工路线简洁、刀路流畅、加工效率高,是编程命令选择的关键。使用导引切削命令对零件进行精加工,精加工刀具φ8R4,零件加工下面选择中心面,余量设置-4.1mm,设置余量是保证φ8R4刀具切削深度过刀具R,保证两工位加工路径相接。精加工注意选择加工范围,加工范围仅选择骨架主体面。
3.1.2 工位二
零件反面加工为工位二。工位二加工思路与工艺一相同。工位二加工时注意加工坐标点及加工安全平面的设置。工位二加工时,因为对称面已加工成形,为避免加工时零件背面已加工面悬空而产生的变形,在背面粘贴垫块,保证已加工面与机床面贴平,避免加工振刀产生的变形。
3.2 分体加工(耙体骨架上部、下部加工)
耙体骨架内形呈空形结构,骨架上部内部装配成形管路,分为粗加工与精加工过程。
3.2.1 工装
耙体上部与下部加工内形时,零件两侧呈悬空结构,如果单侧压板装夹零件将会因为加工振动而产生零件中心不对称、壁厚不均匀现象。为了避免此种加工缺陷,工艺设计防震工装,工装内形与骨架外形相吻合,工装用AB胶粘贴在骨架上,虎钳装夹工装,解决因为加工振动引起的中心不对称、壁厚不均匀情况。
3.2.2 内形加工
a) 工步一
使用等高降层命令对零件内形进行加工,余量设置为0mm,加工精度设置为0.02,加工刀具为φ8R0,保证了零件内形满足装配要求。
b) 工步二
使用等高降层命令对零件内形进行加工,注意切削上面选择工步一的加工下限面,加工精度设置为0.02,加工刀具为φ8R4,保证了零件内形圆弧面满足装配要求。加工过程注意刀具范围的设置,工艺编程过程设置加工范围毛坯,保证φ8R4在骨架尖端加工走出零件范围界限(如图8所示),保证工步一与工步二的加工接刀痕迹光滑。
3.2.3 孔加工
耙体上部结构包含两处安装G10×1成形管路内形。一处为φ8孔扫略内形,钳工钻孔加工,扫略内形拐弯处使用特制球形锉刀修磨而成。另一处内形与长圆孔内形相接,钳工钻φ10孔,长圆孔内形钼切加工,钳工修配φ10孔与长圆孔相接处面,保证钻孔、数铣加工内形面及钼切内形面光滑接触。骨架加工完成后,端部焊接工艺堵片,。
3.2.4 去工艺夹头
耙体上部、耙体下部加工完成后,钼切切除工艺夹头,保证满足设计要求骨架长度尺寸。
3.3 耙体成形
3.3.1 成形管组焊
成形管与骨架上部装配,两部件高温钎焊焊接。
3.3.2 骨架成形
耙体上部、耙体下部氩弧焊焊接成耙体骨架。采用氩弧焊,对接处焊缝修磨光滑。
4 结论
截面对等式耙体骨架加工工艺涉及了多工种的应用。数控铣、钼丝切割、钳工、高温钎焊及氩弧焊。工艺人员进行零件加工工艺设计时要综合考虑骨架与安装座的装配、成形管路与骨架装配,结合零件结构特点使用合理的切削参数及切削刀具,设计装夹工装避免加工悬空振动等问题。截面对等式耙体骨架在不锈钢零件的加工中具有代表性,它具有平面与曲面过渡的特点,在粗加工和精加工中应用到了等高降层粗铣及导引精铣命令,这两种命令在曲面零件加工中应用广泛,尤其是加工范围的设定,具有推广价值。
参考文献
[1]北京兆迪科技有限公司 CATIA V5R21 曲面设计教程 机械工业出版社 2013.4.
猜你喜欢
中学生数理化·七年级数学人教版(2018年4期)2018-06-28
数学大世界(2018年1期)2018-04-12
考试周刊(2018年15期)2018-01-21
中等数学(2017年2期)2017-06-01
科技资讯(2016年25期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
科教导刊(2016年28期)2016-12-12
企业导报(2016年10期)2016-06-04
中学生数理化·七年级数学人教版(2016年2期)2016-05-30
中国海洋大学学报(自然科学版)(2014年8期)2014-02-28
