
环锭细纱机传动管加工端面、倒角专机的设计
2018-08-20 07:22:44张改红
纺织器材 2018年4期
张改红
(经纬纺织机械股份有限公司 榆次分公司,山西 晋中 030601)
0 引言
JWF1518-42231B型传动管是环锭细纱机的关键零件,生产批量较大;成品外径为40 mm,长度为2507 mm,属于细长轴型零件。在加工两端面和倒2 mm×20°外圆角工序时,需要将传动管调头,重新装夹后加工,装夹零件繁琐,操作难度大,操作者需有足够的经验[1-2]。该工序耗时几乎为其他工序的2倍,影响生产效率。
1 传动管结构分析
JWF1518-42231B型传动管结构,如图1所示。经过调研,目前无现成的加工端面、倒角专机,也无可以直接借鉴的产品。为了突破传动管现有加工方法的局限,根据传动管零件的结构特点及加工要求,我们研制出传动管加工端面、倒角专机——使用双头铣床加工两端面[3-4]。
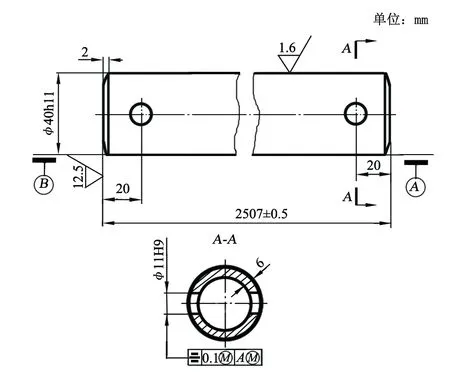
图1 传动管结构
双头铣床两端分别使用水平的V型块以及专用夹紧装置进行夹紧定位,V型块对传动管两侧进行辅助支撑,避免细长轴零件在装夹过程中变形弯曲,以保证传动管的加工精度。双头铣床床身一段固定,另一段床身可沿导轨移动,通过改变工作台的长度,可满足不同长度传动管铣端面工序的要求[5]。
2 倒角专用刀具
为了实现传动管内外倒角同时加工,一次装夹同时完成铣端面、倒2 mm×20°外圆角两工序的加工要求,对双头铣床的刀盘和刀具进行设计,如图2所示。
专用组合倒角刀具的研制,实现了铣端面与倒外圆角工序的合并加工。原来需要装夹4次零件完成的工序,现在只需要装夹1次便可全部完成,缩短了零件的工艺流程,减少了零件在流转过程中的磕碰划伤问题,大幅提高了零件的加工效率,同时减小了操作难度和操作者的劳动强度。
根据双头铣床的特点,技术人员对双头铣床的液压系统进行了设计,实现了自动夹紧、自动进刀和自动送料。操作者只需上料后按启动按钮,机床和夹具通过PLC控制就能实现自动夹紧、自动送料等工序,从而实现自动化加工,大幅缩短铣端面、倒角工序的装夹时间,还可以保证每个工件夹紧力的一致性,避免手动操作造成的各种不稳定因素,提高了零件的加工质量和生产效率。

a) 45°倒角刀 b) 20°倒角刀

c) 刀盘 b) 组合刀具
由于双头铣床加工传动管的过程中,刀具周围无防护罩,造成铁屑四处飞溅,存在安全隐患,我们又设计了简易的排屑装置,做到集中排屑、封闭加工,再次降低操作者的劳动强度。
实践证明,使用传动管加工端面、倒角专机可实现对多种长度的传动管铣端面、倒角工序的合并加工,使传动管的总长稳定性有了一定程度的提高。
3 结语
对于类似传动管类细长轴零件,当要加工相对两端面时,可以利用双头铣床一次装夹进行加工;配备液压夹紧装置,大幅减少零件的装夹时间;采用组合刀具,一次走刀完成零件的多表面加工要求,可有效提高零件的加工效率,降低操作者的劳动强度,减少零件在流转过程中的磕碰划伤问题。
猜你喜欢
绿叶(2023年11期)2023-04-15 08:00:19
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
工程技术研究(2021年7期)2021-05-30 02:55:04
阅读与作文(小学高年级版)(2021年12期)2021-02-14 21:46:16
阅读与作文(小学高年级版)(2019年12期)2019-12-26 01:54:46
时代农机(2017年2期)2017-04-02 19:19:12
制造技术与机床(2017年12期)2017-02-02 07:04:12
山东工业技术(2016年15期)2016-12-01 05:31:51
上海金属(2016年2期)2016-11-23 05:34:40
制造技术与机床(2015年3期)2015-01-27 15:45:24
