
AGV、RGV、立库在焊接材料行业的集成应用
2018-08-20 08:02文/张俐
物流技术与应用 2018年8期
文/张 俐
一、项目背景和需求
焊接材料的生产物料具有多品种、大批量等特点,原材料主要有盘条、粉料等,半成品有焊芯、湿粉等物料,物料特点是体积大、质量重、转运频次高、转运量大,因此要满足大西洋焊接产业园生产需求,必须设计一套适用于实际生产的高效能自动物流系统。本项目是焊条半成品(焊芯)的自动物流输送系统的集成和应用。
焊芯的生产流转工序要经过切丝装料、转运入库、出库、转运至用料生产线使用。
传统物流存在的问题:以前,焊芯的转运主要依赖人工,采用人工液压车或带轮子的焊芯装料车搬运,需要人工拖动物料转运到各生产线在用工位,转运距离长,加之物料体积重量大,因此人工劳动强度大,物流输送效率极低。焊芯的存放方式只能在地面堆放,占地面积大,且无法规范管理,人工统计、物料盘点困难,耗时易出错。
新物流系统的需求:焊接产业园规划有17条焊芯生产线,日生产焊芯约500t,多品种规格且产地号不同的焊芯需要及时转运入库暂存,等待涂压生产线使用,从焊芯装料位置到使用生产线工位,最长距离达500m,并且拉切工序与涂压工序厂房地面有2m高差,依靠人工转运、地面存储的方式无法适应产业园生产物料的高负荷转运及信息管理。


图1:新设计料斗

图2:原来的料斗
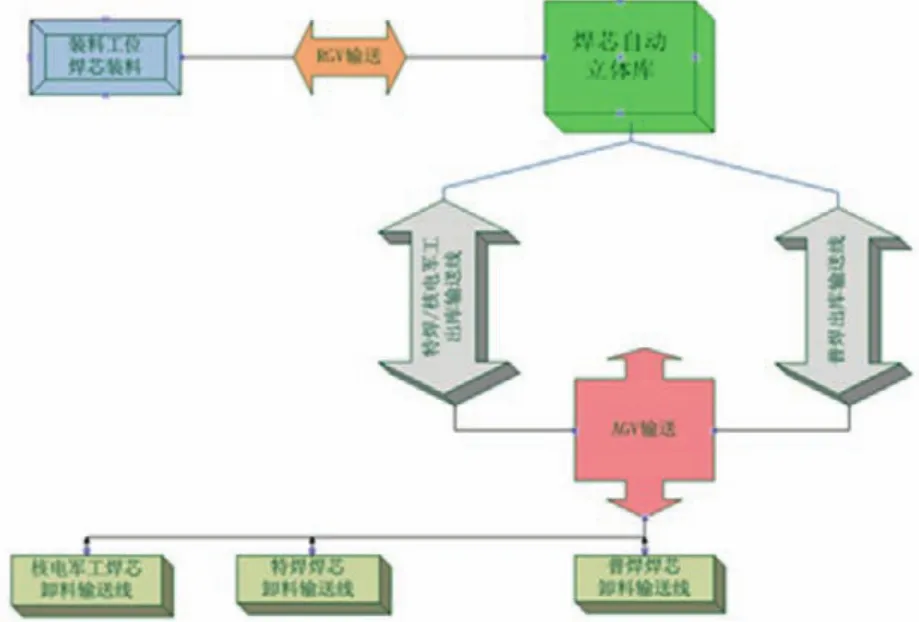
图3:棒丝自动物流输送系统设计思路

图5:空料斗回库前设置RFID读头

表1:物流设备主要架构设计
因此,根据生产要求,需建立一套快速、准确、可靠、稳定的自动化物流系统用于转运焊芯,对焊芯的装料、搬运、入库、存放、投料,以及搬运工具、物流设备、搬运方法、输送节拍等进行合理规划、设计、布局,实现焊芯转运的自动物流模式。
二、技术难点
在该项目中,如何解决好装料后快速转换载具、物料暂存,如何实现物流与生产设备精准高效协同工作方式,实现各物流系统之间有效兼容,是比较大的技术难点。
一是必须同时满足自动装料、存储、转运、卸料的不同需求。
二是物料品种信息多,生产需求复杂多样,信息更新快速,信息量大。
三是物流设备为多个系统集成,管理控制系统的集成难度较大。
四是国内外无实际案例和技术可学习借鉴,如何贯通整个物流流程、实现各个位置的功能,均需自主设计。
三、设计方案
1.设计思路和规划
焊芯自动物流系统主要完成焊芯从装料、暂存到使用的全线自动转运流程(见图1、图2、图3),
物流系统设计通过生产中央控制系统的统一管理,接受MES指令调度RGV、立库、AGV系统自动完成焊芯运送任务,利用RFID自动识别技术,准确读取物料信息及生产物流过程中的各项信息数据,自动完成焊芯装料转运、入库储存、出库转运至用料生产线的物流作业流程,采用输送机、RGV、立库、提升机与AGV联合应用方案,通过管理控制系统的集成,物料信息记录和跟踪,保证物料转运,实现整个流程自动无缝对接。
2.物流布局方案(见图4)
焊芯自动物流系统布局,根据物料生产转运需求,按照厂房的立体空间层次而设计,装料区与用料区有2m高差,设计用提升机完成焊芯在6m地面与4m地面之间垂直方向的输送,与立库出口输送设备相配合。该系统以自动立库为物流中心点,作为物流控制核心环节,集成前后工序的出入库物流输送设备,协同RGV、AGV物流系统作业,使输送过程实现全自动化。
装料区:焊芯装料入库(空料斗出库——装料——满料入库)。
储存区:立库存储,自动完成焊芯存取、出入库任务,利用RFID识别进行物料信息和库位管理。
用料区:焊芯出库使用(满料斗出库——用料——空料斗回库)。
3. 物料载具方案
装料载具设计为焊芯料斗(见图1),尺寸为680mm(L)×900mm(D)×950mm(H),满载重量1.2t,上部料斗宽度按照不同焊芯长度规格设计,可装载五种焊芯规格:φ2.0mm、φ2.5mm、φ3.2mm、φ4.0mm、φ5.0mm和长度为300mm、350mm、400mm、500mm的焊芯;底托盘设计为标准尺寸,可满足输送机、RGV、AGV、立库不同物流转运方式的要求。
4. 信息流转方案
利用射频识别技术(RFID),选用高频RFID作为信息载体,在焊芯料斗上安装两个RFID载码体TW-R50-B128(标准128bytes)(见图2),同一个料斗上的两个RFID载码体绑定ID使用,用于物料信息识别。
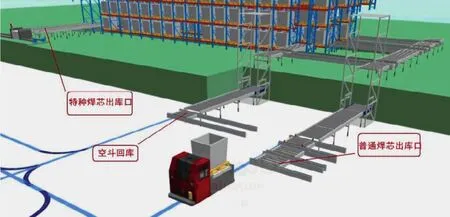
图6:牛腿焊接式立库

图7:RGV转运系统方案
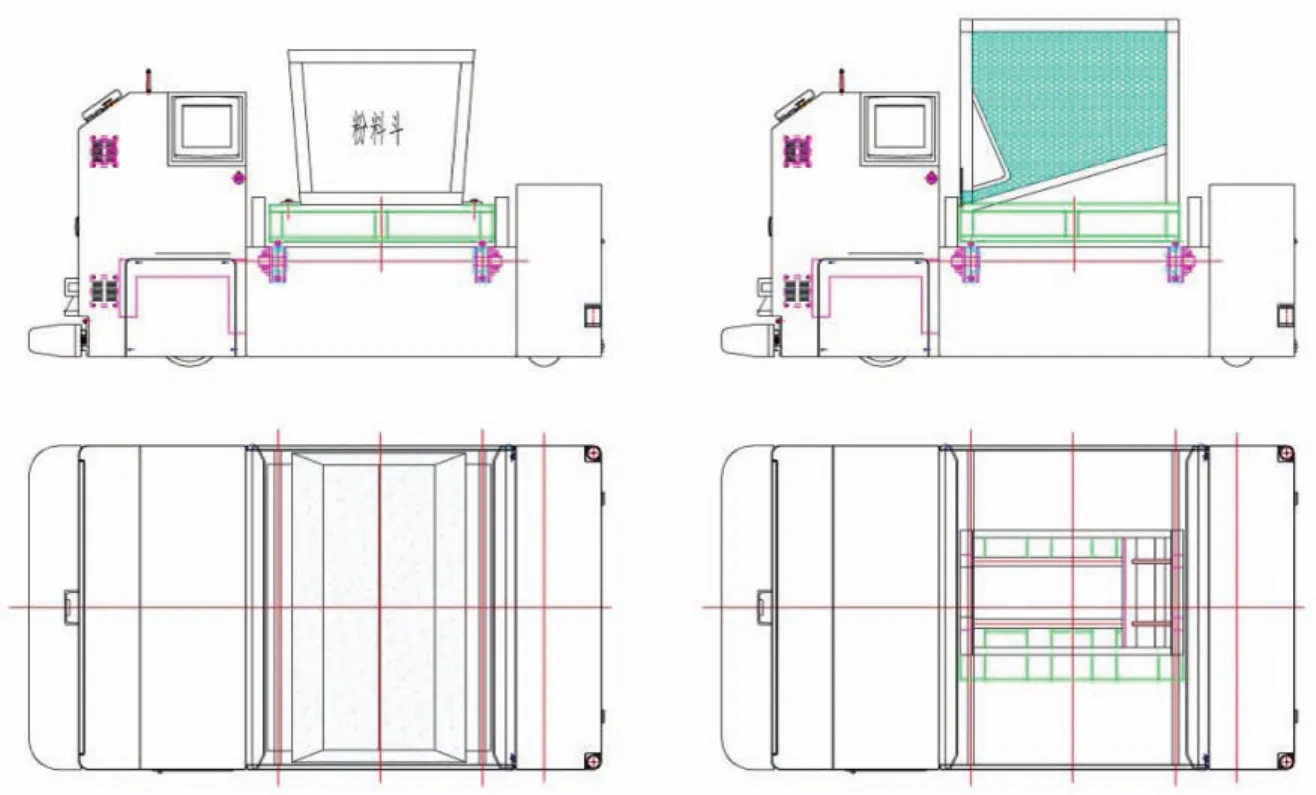
图8:AGV转运系统设计方案
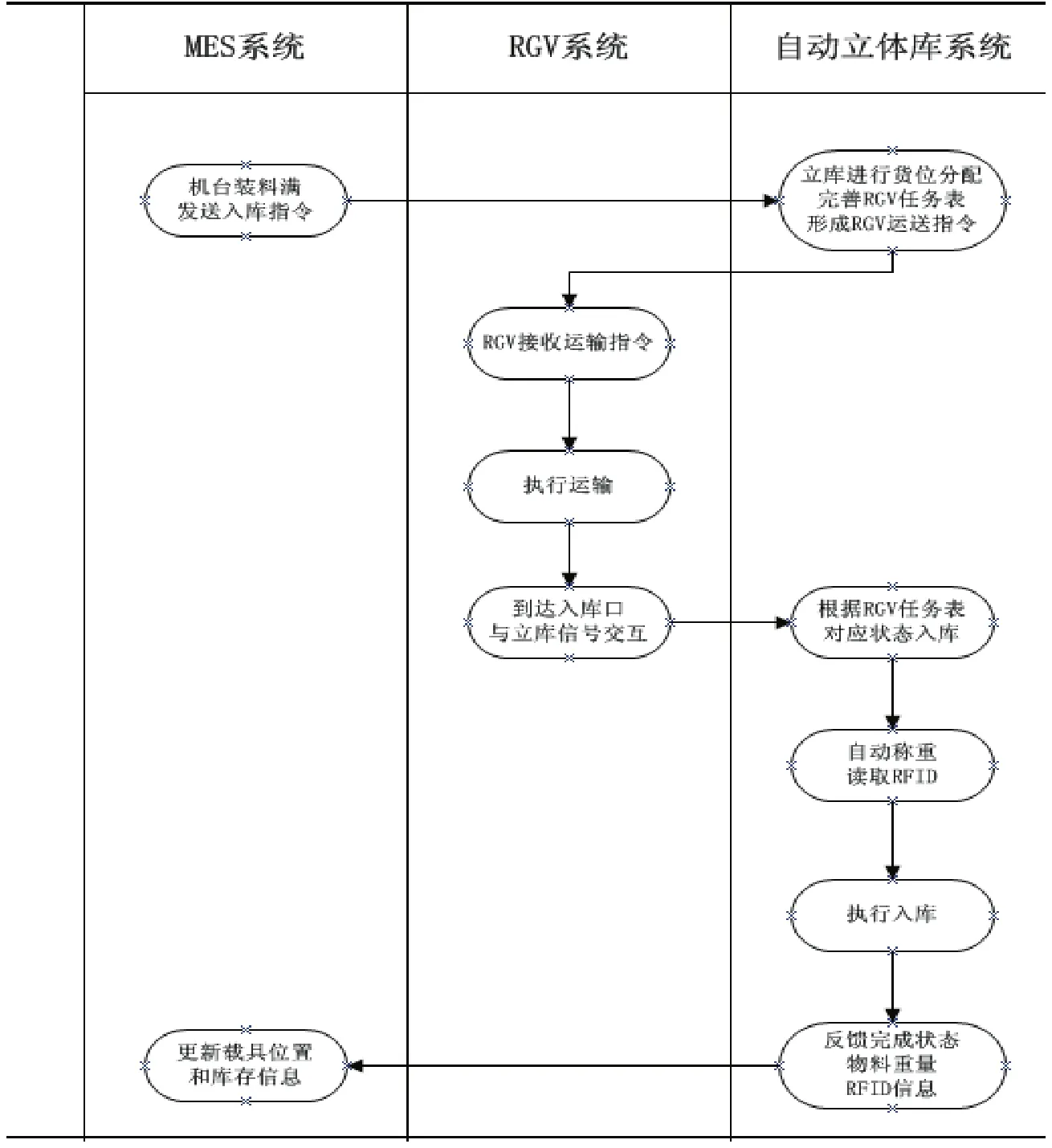
表2:焊芯入库

表3:焊芯出库
(1)RFID选择依据:
①RFID具有物流管理、物料资产信息管理、溯源等多方面的功能和优势,可满足焊芯物流信息流转追溯及库存信息管理。
②RFID读头选用TNLR-Q80-H1147(长距离),非接触方式读取,阅读速度快。
③ 焊条生产过程中避免不了粉尘污染,因此选用高频RFID对环境适应能力强,抗污染能力和耐久性强。
④可重复使用。由于焊芯出入库频次高,信息更新快,应用RFID可以方便信息的更新。
(2)RFID识别位置设定:
满料斗入库前设置RFID读头——立库执行满料斗入库任务,识别料斗RFID号,将物料信息与料斗RFID绑定。
AGV设置车载RFID读头——识别料斗信息,核查MES任务指令及匹配目标地址。
空料斗回库前设置RFID读头——立库执行空料斗入库任务,通过读取RFID确定任务状态、记录信息、更新载具位置,如图5。
5. 物流设备主要架构设计(如表1)
6.各分项系统方案
(1)焊芯自动化立体库系统方案:
设备选型:
立库形式为牛腿焊接式,货架高度8.8m,4排货架,520个库位,2台堆垛机(双立柱地面支撑直道型)。自动输送、存储能力大于532t/日,出入库能力≥120斗/小时,堆垛机水平运行认址方式采用激光认址,起升运行认址采用认址片+编码器,堆垛机通讯方式为红外通讯。如图6。
立库系统用于实现焊芯的出入库及存储,料斗通过RGV转运至立体库入库点输送线,入库点实现物料自动称重并将每斗焊芯重量信息自动录入,立库系统按照任务指令对料斗实现自动化存取,并对库存物料进行自动控制和信息管理,可以按焊芯的信息(料斗编号、焊芯品名、规格、重量、生产日期、原材料产地、对应生产线等)分类查询管理,根据生产调度指令要求按照先进先出的原则进行自动输送、存取焊芯,立库控制系统与MES系统进行良好对接,自动接收指令,并生成仓储相关报表。
①可同时实现满料斗和空料斗的自动存储和出入库调度管理。
②实现焊芯入库自动称重,信息读取、存储、库存信息管理。
③实现双通道出库(普焊/特焊)。
(2)RGV转运系统方案:
设备选型:
RGV轨道式自动导引车设计为双工位车型,直线往复式,移载方式为链条移载,总载重量3t,输送单工位单元载荷为1.5t(max),最快运行速度为120m/min,轨道长度150m,滑触线供电,行走定位方式采用条码认址,通讯方式为无线通讯,运送能力设计为每小时输送23个满料斗和23个空料斗,如图7 。
功能设计:
操作者通过MES终端界面发出运送料斗任务指令,RGV自动接收运输任务,调度控制RGV车与装料输送线及立库设备进行对接,输送线可实现料斗在装料工位的自动快速转换,RGV可实现物料长距离直线输送,与WMS系统进行通讯,具备车辆调度、全程自动跟踪及动态查询等功能。
(3)AGV转运系统设计方案:
设备选型:
AGV根据焊芯料斗和粉料斗尺寸设计,既可转运焊芯,又可转运粉料。AGV导航方式为磁条导航,链条移载方式,单舵轮驱动,额定承载为1.8t,最大运行速度为60m/min,在线充电方式,一期项目投入6台车,用于运送普通焊芯,输送能力为每日340t、粉料每日150t,如图8。
功能设计:
①AGV系统负责转运满料斗至下料输送线和转运空料斗回立库,MES发出要料指令,AGV接收任务指令,调度AGV车与立库系统对接,读取料斗RFID号,核查物料输送信息,绑定任务指令运送焊芯到机台。
②AGV与用料设备的对接设计为AGV与链条输送机自动对接的方式。
③AGV按照生产线工艺布局设计最佳运行路径及站点,线路扩展灵活,6台AGV根据任务合理调度车辆输送,设计同时满足了焊芯和粉料的输送。
7. 控制系统集成方案
焊芯自动物流系统中,MES、AGV、RGV、立库自动调度系统与接口部分采用数据库表交互形式,AGV、RGV自动调度系统对MES和立体库数据库表具有一定的数据库访问权限,MES和立体库数据库表有互访权限;AGV、RGV系统所有作业任务内容(包括作业类型、起始站点、目的站点等)由MES、立库系统协同下发。
焊芯入库:MES系统将入库信息发送给立体库,立体库接收到入库信息后完善RGV系统取货站点及放货站点任务,RGV自动获取运输任务,并启动运输,RGV取货运行到立体库入口位置反馈到位信息给立库,立体库处于接收状态后RGV进行放货,放货完成后,立体库称重并入库,更新库存信息与MES库存保持一致(物料位置、信息、货位一致),如表2。

表4:应用比较
焊芯出库:MES发出要料出库指令(包括用料机台地址、料斗号、RFID),由MES、立库协同生成AGV的运输指令,立库系统确定出库口位置,AGV自动获取运输任务,取货、读取料斗RFID信息,绑定任务指令运送物料到用料机台,如表3。
四、应用效果
焊芯自动物流系统自2017年开始投入生产运行,每天连续生产24小时,配合生产线转运物料,经检验能满足生产要求,实现了如下功能:
1.焊芯转运全过程自动化,有效贯通了上下工序间的自动物流流程,使工序间的物流快速、自动、方便。
2.MES与立库、AGV、RGV系统的集成控制管理,实现了焊芯输送全程自动跟踪及动态查询功能,接收各生产作业任务,实时反馈当前物流动态和作业情况等诸多信息,自动完成输送焊芯信息的识别、流转。
3.焊芯的生产转运、储存入库、出库过程实现了资源合理科学分配,存储合理集中规划;可根据生产计划和特殊情况合理调配物料输送,可按要求执行各种查询与统计。
该项目应用自动化物流系统前后比较情况见表4。
五、结论
该系统是工业制造自动物流实际案例应用中的一个多类型、较复杂的集成典型。大西洋焊接产业园物流系统已全面发挥出自动化、智能化的绝对优势,全程无需人工干预,高效率、高质量、自动转运物料,实现了物流与生产设备的精准协同和匹配,实现了各工序间的无缝对接,运输效率较以前提高10倍,对焊接材料传统的生产物流环节进行了颠覆性的创新和改革。大西洋焊接产业园在全球同行业中率先开启了焊接材料的自动化生产物流模式,成为全国工业物流成功转型升级的典范。
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
橡塑技术与装备(2022年7期)2022-07-06
科海故事博览·下旬刊(2022年4期)2022-05-07
房地产导刊(2021年10期)2021-11-22
中国食品(2021年4期)2021-03-22
中国食品(2021年2期)2021-02-24
中国粮食经济(2018年9期)2018-01-23
商业会计(2017年24期)2017-09-17
产品可靠性报告(2017年7期)2017-09-05
现代冶金(2016年6期)2016-02-28
