
一种新型波纹卷板机的设计
2018-08-20 08:29:02吴善普吴善照
机械工程师 2018年8期
吴善普, 吴善照
(安徽德系重工科技有限公司,安徽马鞍山233131)
0 引言
目前市场上对波纹板需求比较旺盛,一些简易工房和防护板都采用了波纹板,在高速公路建设上将钢波纹管涵(指铺埋在路基下的涵洞用螺纹波纹管,是由波纹钢板卷制[1]而成)作为桥涵结构,成为弥补目前普遍使用的混凝土结构缺陷的替代产品[2]。
而市场上现有的加工设备是用传统的三辊卷板机的轧辊换成表面有波纹的轧辊,但是现有的波纹板卷板机所加工的波纹板的卷弧半径基本上是等于或者接近上辊的半径,加工卷曲不同直径的波纹板依靠不同直径的轧辊完成,并且三辊卷板机卷曲时,波纹板的两端加工不到,产品加工后会有一定的回弹,所得到的波纹板弧形的两端是直线形,所得的产品不是标准的弧形,还要经过后续的加工,费时费力。
本文针对上述问题提出了一种新型的波纹卷板机的设计方案,来解决生产中存在的实际问题。
1 传统设备在生产中存在的问题
如前所述,传统设备在波纹卷板生产中存在以下问题:1)在卷制不同直径的板时需要更换不同直径的轧辊;2)波纹板的两端加工不到,同时由于回弹,得到结果是两头是直线形,需要后续的加工来达到要求,费时费力。
卷板就是利用卷板机对板料进行连续三点弯曲的过程[3]。根据三点成圆的原理利用工作辊相对位置的变化和旋转运动使板材产生连续的塑性变形,以获得预定形状的工件,如图1所示。
由于三辊的特点,当两端在下辊的中间时就会出现直线段,故一般都需要在卷前或在卷后,对两端进行弯曲处理,如是平板可以在卷前处理,预压弯长度为0.5L+(30~50)mm(L为下辊中心距)。预先压弯可采用压力机模压制或用托板在滚圆机内预弯,如图2所示,但是波纹卷板却只能在卷后再处理。对已经卷好的波纹板的两端进行处理,其难度可想而知。
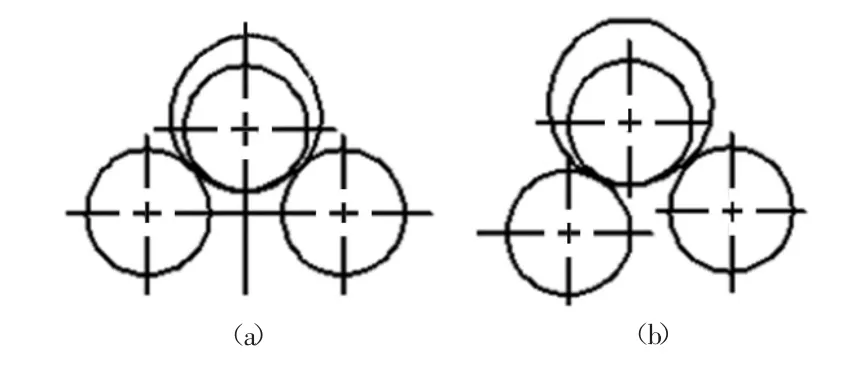
图1 卷板原理
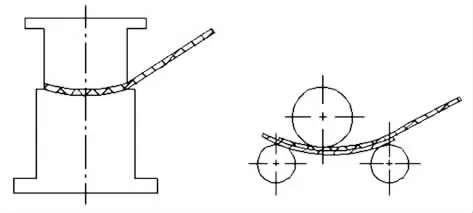
图2 卷板出现的问题
2 波纹卷板机的机械结构设计
2.1 方案确定
在提出方案之前,我们先看下目前几种卷圆机的特点。如图3所示,卷圆机分为对称三辊、非对称三辊、四辊几种类型。1)对称三辊的特点是结构简单,成型准确,但是剩余直边比较大;2)非对称三辊的特点是结构简单,剩余边小,但是板料需要掉头弯边;3)四辊的特点是对中方便,通用性强,但轧辊数量多,卷成圆的圆度不高,操作复杂。
综合上面的介绍,根据前面提出的问题,决定采用在四辊的基础上优化结构设计,同时根据四辊操作复杂的特性,提出采用PLC控制的方式来解决实际操作复杂的问题。
2.2 卷圆过程的实现
通过下面的模拟来看结构设计:

图3 卷圆机分类
1)使用时,首先将进料处的上轧辊401升起,将板件穿过第一上轧辊401和第一下轧辊301之间,板件的一端放入第二上轧辊402和第二下轧辊302之间,此时压下升起的上轧辊401,4个轧辊转动方向如图4所示,板件在轧辊的带动下向前运动,将板件加工成一个弧形波纹板之后,将轧辊运动方向反转,消除回弹,使板件的两端都能加工到,避免工件两端有直线段;经过多次循环后所得的产品是标准的弧形,两端没有直线段,通过调整轧辊之间的距离,可以卷成不同半径的波纹板而不需要更换轧辊(见图4)。

图4 卷制过程
卷制过程分析:首先因为上面有了2个轧辊(2个上轧辊中心距不变),可以分别做上下移动,从图3可以看出单个上轧辊采取类似于非对称三辊结构,吸收了非对称三辊的剩余直边小的优点(非对称三辊的剩余直边见图5[4]),这样相当于组合2个非对称的三辊卷板机在一起,板料在轧辊的带动下旋转,形成弧形,为了消除回弹,需要来回几次轧制,同时也校正了弧形的曲率。为实现不同大小直径的弧板,根据几何原理(见图6),如果下轧辊的中心距可以调整,就可以实现大小不同直径的卷圆。

图5 非对称三辊的剩余直边
根据上面的理论探讨,最后决定本机采用4个轧辊的方式,上轧辊通过液压缸的带动做垂直的上下运动,下轧辊通过液压缸的带动做水平的前后运动,每个轧辊上的2个液压缸保持同步运动,使轧辊两端的移动同步,始终保持下轧辊与对应上轧辊的中心轴线保持平行,下轧辊与对应上轧辊之间的距离依靠液压缸带动轧辊的前后方向运动和上轧辊的垂直上下运动进行控制与调节,在加工不同直径的波纹板的卷板工作时,不需要更换轧辊(见图7)。
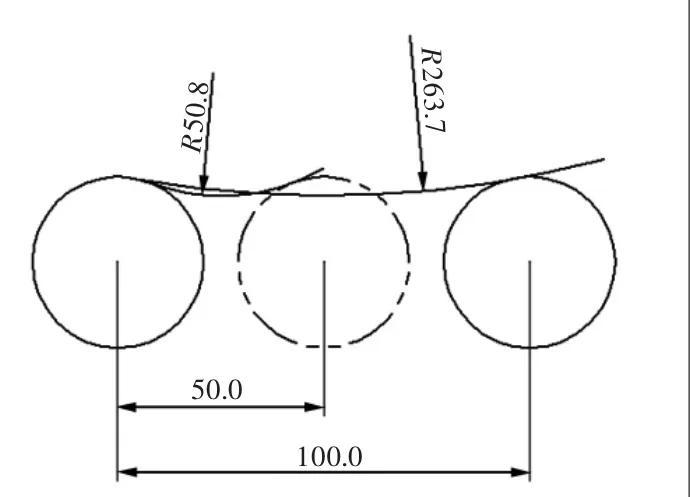
图6 几何原理
2.3 具体结构设计

图7 机构结构
1)机架的结构。由上面所述,机架的设计思路是首先满足每个上轧辊能够独立地上下运动,同时由于是卷压波纹板,对机架的刚度要求比一般的卷圆机要求高,故采用钢板焊接的方式来制作机架,还要考虑到左右轧辊的水平移动,机架的最后形状采用凸字形状,为了方便各液压缸的安装,在机架上面焊接了液压缸安装板,上液压缸的安装板的直径为左右支架厚度的1.5~1.8倍,利用多个斜筋肋板与支架焊接在一起,起到加强的作用,左右的液压缸安装板也采用多个斜筋肋板焊接在支架上,因为左右轧辊的是水平移动,与支架的凸字底面有摩擦,所以在摩擦面上采用碳氮共渗的工艺处理提高耐磨性。
如图8中所示,机架部件皆采用焊接结构。
2)轧辊的设计。轧辊分为上轧辊和下轧辊各1对,下轧辊的波纹与上轧辊的波纹一一对应,为了实现对轧辊的旋转转向控制,采用独立液压马达来驱动,利用液压同步阀,来保证其同步旋转,在结构上设计了液压马达的安装接口,见图9。
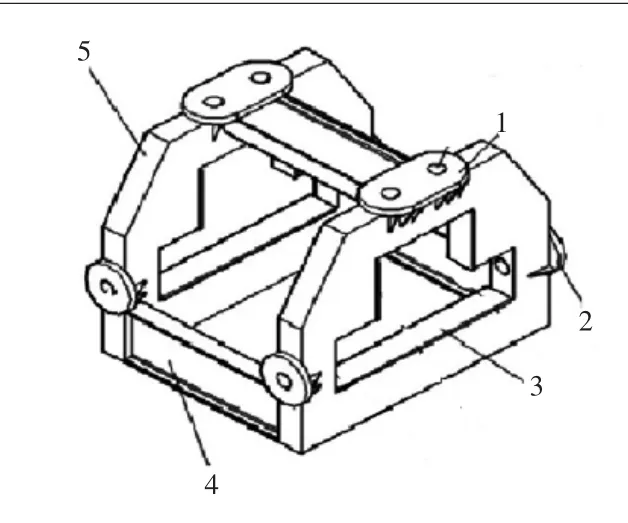
图8 机架
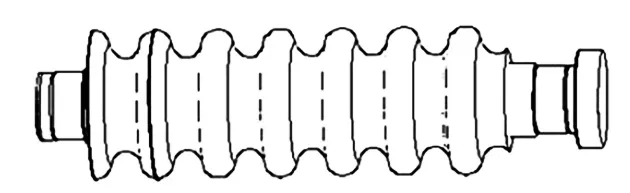
图9 轧辊
3)轧辊架的设计。轧辊架在整个设备里,起着轧辊的安装定位作用,同时对轧辊起着加强刚度的作用,在结构设计上采用焊接结构,利用网状的结构箱体来增强轧辊架刚度,在轧辊架的内表面为弧形,与轧辊的直径相吻合,两端为轧辊的轴承安装座以及液压马达的安装槽。轧辊架共有4个,上轧辊架只有上下运动,下轧辊架只有左右运动,见图10。
3 电气控制
卷板机钢结构生产行业的重要基础装备多采用强电控制、手动操作的方式进行生产,这种控制方式效率低,难以保证加工精度。近年来随着数控技术的飞速发展,国内外已有基于工控机加板卡形式的数控卷板机投入使用[6]。
为了解决上述问题,我们根据波纹卷板机的工作原理,对机器控制系统进行了设计,考虑到实际现场操作的要求,对控制输入力求简化明了,设计了如图11所示的控制流程图,并据此设计了软硬件。

图10 轧辊架
3.1 硬件设计
整个系统硬件包括:液晶显示屏、PLC控制器、控制开关、旋转编码器、水平和竖直磁珊尺、电器控制柜等。采用三菱的FX3u为核心,对各运动部件进行控制,并将各工作辊的实际工作位置通过工作轧辊两端的旋转编码器反馈回CPU,在CPU内部进行数据处理并实现自动调整平行功能,最终将各工作辊的实时位置显示在液晶显示屏上。本机与其他三辊机器的区别在于,上辊的位置有2根上辊,也就形成本机在数控控制上的不同,需要对2个上辊分别控制上下位置。所有的控制按钮和显示屏都集中在控制柜上,通过按钮控制使其具有上下和左右的位置数值输入和轧辊的旋转数据,液晶显示器通过RS232C标准通讯接口与CPU相连接进行数据的传输终端操作及报警信息的显示[5]。

图11 制流程图
3.2 软件设计
软件设计分为PLC梯形图设计和显示软件设计,在PLC梯形图开发中主要注意以下几点:首先是编码器的二进制转换,其次是采集数据的运算,然后是工作轧辊运行中的自动调平问题。解决好以上3个问题卷板机PLC程序的开发问题既告完成。我们采用三菱公司的GX Developer开发软件,液晶显示屏屏幕开发环境采用NTST4.8C。
编码器有2种方式:一种是绝对型编码,一种是增量型编码。两者的区别是:绝对型输出的是二进制,BCD,格雷码,绝对型具有记忆性;增量型编码输出脉冲信号,无记忆功能,根据需求我们选用绝对型编码器。
绝对式编码器一般采用格雷码计数。格雷码是二进制码的一个变形,其基本特征是:2个顺序的编码之间只有1位二进制位改变状态。在PLC进行数据处理时只能识别普通二进制数据,不能识别格雷码,如果要使用绝对式编码器采集的数据进行运算和显示,就必须对格雷码进行转换[5]。转换后数据就能在PLC中进行计算,通过转换后能在液晶显示屏显示相应的数据。
卷板机共有4个轧辊,彼此之间保持相对的平行,因此需要对轧辊自动保持平行,通过各轧辊的位置编码器传来的位置数据,通过PLC处理后驱动相应的液压缸来调整各自位置,以保持平行。
液晶显示屏显示控制中的各项数据和警告,需要各种按钮输入相应的控制数据来控制各运动部件,同时在显示器同步显示各状态数据。当机器出现故障时,会在显示器上报故障。
4 结语
通过试运行,该机器实现了之前的技术需求,机器在PLC系统的控制下可靠地运行。随着国内波纹卷板的运用越来越广,对此类卷板机的需求也会随之上升,因此该设备的具有广阔的推广应用空间。
猜你喜欢
机电安全(2022年2期)2022-09-03 09:25:10
冶金设备(2020年2期)2020-12-28 00:15:34
重型机械(2020年2期)2020-07-24 08:16:18
制造技术与机床(2018年8期)2018-10-09 08:27:56
制造技术与机床(2017年7期)2018-01-19 02:29:57
设备管理与维修(2016年6期)2016-03-16 02:21:47
山西大同大学学报(自然科学版)(2015年1期)2015-01-22 07:14:19
上海金属(2014年1期)2014-12-18 06:52:03
武汉工程职业技术学院学报(2012年4期)2012-09-07 07:51:26
科技创新导报(2012年15期)2012-04-29 19:36:25
