
基于监检联络单的压力容器和锅炉监督检验问题的分析
2018-08-16 08:55苏文娟
中国特种设备安全 2018年7期
苏文娟
(江苏省特种设备安全监督检验研究院常州分院 常州 213016)
压力容器和锅炉属于特种设备,我国对容器和锅炉等压力设备的安全性能监督检验由来已久,压力设备质量安全基本在可控范围内[1]。国家质量监督检验检疫总局令第22号文件《锅炉压力容器制造监督管理办法》自2003年1月1日起施行。为适应近年来容器和锅炉制造生产水平的发展,监督检验的管理办法也与时俱进。2018年3月6日,总局令第196号予以废止《锅炉压力容器制造监督管理办法》。2014年6月1日开始实施的TSG R7004—2013《压力容器监督检验规则》(以下简称《监检规》)明确了容器设计、制造、安装、使用、改造及修理各环节需遵守的规范,并首次提出了基于质量计划的监检模式,质量计划充分体现了容器制造特点,监督检验根据容器结构和技术工艺设置相应的检验控制点。2016年10月1日开始实施的TSG 21—2016《固定式压力容器安全技术监察规程》(以下简称《固容规》)第六章“监督检验”在《监检规》的基础上,适当梳理、整合、精炼,形成了目前压力容器监督检验遵守的规范。压力容器的监检[2]是在压力容器制造、改造、修理单位(以下简称受检单位)的质量检验、检查与试验(以下简称自检)合格的基础上进行的过程监督和满足基本安全要求的符合性验证。
锅炉的监检[3]同样是对制造单位、安装、改造、修理等施工单位自检合格的基础上,实施的过程监督和满足《锅炉安全技术监察规程》[4](以下简称《锅规》)规定的基本安全要求的符合性验证活动。通过对《固容规》6.1.5监检机构职责、6.1.6监检员职责和《锅炉监督检验规则》(以下简称《锅监规》)1.3.6监检机构和监检人员的职责的解读,压力容器、锅炉的监督检验主要涵盖以下两方面:1)对受检单位的质保体系实施状况进行评价;2)对约请检验的产品进行制造过程的监督检验。当发现受检单位质保体系实施或者压力容器、锅炉安全性能存在一般问题时,及时向受检单位发出《监检联络单》,当发现严重问题时,监检机构签发《监检意见通知书》。
1 监督检验概况
笔者所在城市常州市主城区(不包括溧阳市、金坛区)2016年压力容器、锅炉特种制造企业70家,2016年实施监督检验的锅炉、压力容器等压力设备96634台批次;2017年制造企业为74家,2017年实施监督检验114796台批次,具体见表1。

表1 2016年、2017年常州市城区特种设备制造监督检验情况
2016年笔者所在监检机构和监检人员共出具联络单80份、意见书1份,指出问题245项;2017年出具联络单41份、意见书1份,列出问题77项(见表2)。下文将针对联络单和意见书的内容来进行分析。需要说明的是,所指出的问题数目并不涵盖监检人员在企业制造过程中发现的所有问题数量,监督检验人员现场指出的部分不规范之处,制造单位当即整改完毕,那么监检人员并不一定会再出具联络单。
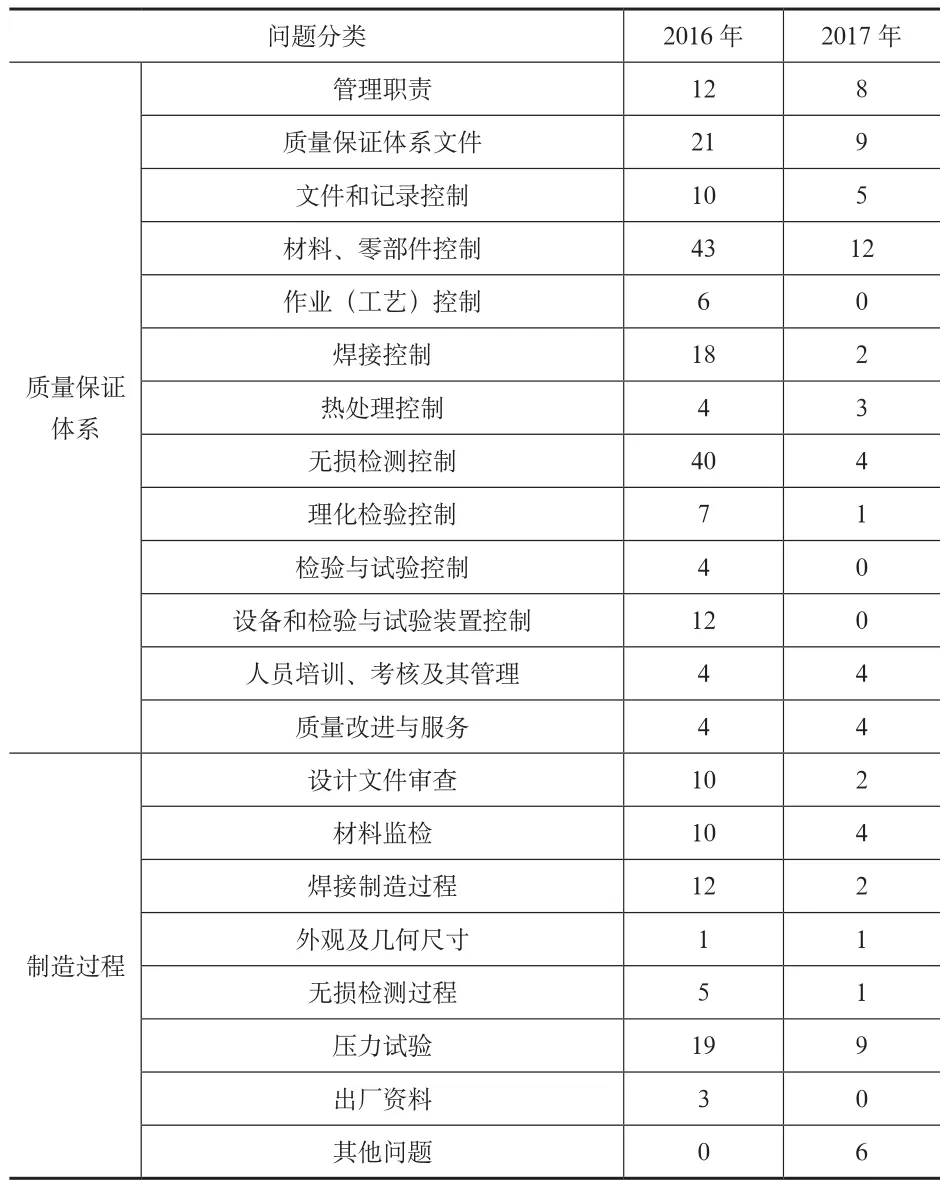
表2 制造监督检验中发现问题汇总
2 质量保证体系存在的问题
图1为对2016、2017年两年发现问题的汇总和比较,从图中可以看到,2017年各类问题有显著的减少。从图2可以看出质量保证体系方面的问题占比达到了76%,2017年虽问题总量大幅度减少,但质保体系方面的占比仍达到67%(见图3)。从质保体系管控的角度出发,特种设备制造、安装、改造和维修各环节需以18个基本要素为抓手[5];分别为管理职责,质量保证体系文件,文件和记录控制,材料、零部件控制,作业(工艺)控制,焊接控制,热处理控制,无损检测控制,检验与试验控制,设备和检验与试验装置控制,不合格品(项)控制,质量改进与服务,人员培训、考核及其管理,其他过程控制,执行特种设备许可制度。这是监检机构和监检人员对制造单位体系检查中重点关注的环节[6]。
质保体系方面的问题大部分均在对受检单位进行质量保证体系实施状况评价的专项监督检查中发现的,《固容规》6.1.5中列出了“定期组织对受检单位的质量保证体系实施状况进行评价”,此外,《锅炉监督检验规则》2.1.1条明确指出,每年至少进行一次评价。因此,基于上述规范要求,笔者所在监检机构,每年对制造单位至少进行一次质保体系评价,检查组人员主要为本单位质量控制部门(总师办)和责任检验工程师,按照专门制定的作业指导书《特种设备生产单位质量保证体系监督检查工艺》实施检查。专项的监督抽查,是对制造单位质量保证体系的一次全面检查,类似于人的定期体检,可以从宏观层面为生产企业的质量把关,质量管理体系不健全的制造单位发生制造过程质量失控的概率必然较大,从联络单反馈的情况来看,定期对质量保证体系进行评价是十分必要的。
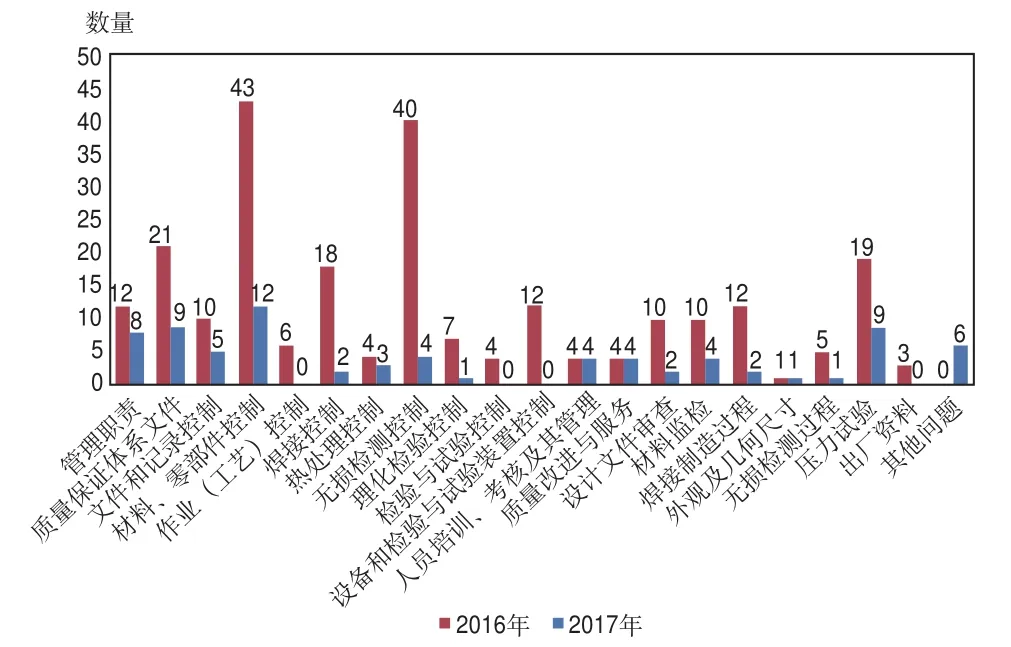
图1 2016年、2017年监检发现问题汇总
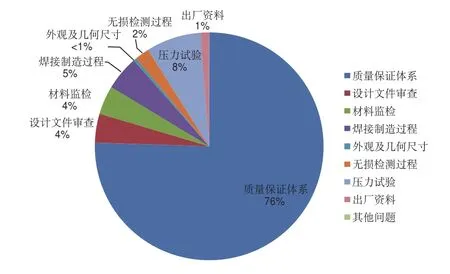
图2 2016年监督检验中发现问题分类

图3 2017年监督检验中发现问题分类
本文中联络单所指出的质保体系方面的有关问题主要体现在:管理职责,体系文件,文件和记录控制,材料、零部件控制,作业(工艺)控制,焊接控制,热处理控制,无损检测控制,理化检验控制,检验与试验控制,设备和检验与试验装置控制,人员培训、考核及其管理,质量改进与服务这13个方面,以下做具体分析。
1)管理职责。主要问题为质保体系中质保工程师、某些控制系统责任人员不在岗,质保工程师违规兼任了责任检验人员;受检单位缺少每年一次的管理评审。管理职责要求质量管理体系人员践行受检单位质量方针和目标,若质量保证体系人员有缺失,或者不具备履行职能的能力,那么质量管理体系就无法正常运行,质量管理体系就形同虚设了。
2)质量保证体系文件。发现的问题主要集中在:质量体系文件未根据现行相应法规、标准的要求及时修订,例如TSG R0004—2009、NB/T 47008—2010属于已过期标准;质量计划的编制未根据产品特性设置控制内容和要求;质保手册未体现对实际存在的分包方的质量控制内容。质量保证手册、程序文件、作业文件等共同构成了制造单位的质量保证体系文件。质量保证体系程序文件内容应完善。质保体系文件并不是生搬硬套的文件,而应该根据制造单位实际情况,设置控制点,保证可操作性。
3)文件和记录控制。发现的问题为:制造单位缺少最新的标准和技术规范;分供方的资格证明文件过期;制造过程记录填写要求不明确。质量保证体系要确保各环节使用的受控文件、相关记录表格为有效版本。
4)材料、零部件控制。材料、零部件控制在联络单全部问题中占比较高,2016年有43项,占比17.6%;2017年有12项,占比15.6%。问题主要为钢材存放无序,未按照待检区、合格区、不合格区分区堆放;无不锈钢专用场地;受压材料和非受压材料未分开堆放;材料领用和标记移植不规范;合格分供方评价过期。材料管理是承压类产品溯源的起点,材料质量不可靠或材料误用带来的危险是巨大的,制造单位需要明确对分供方实施评价的要求,保证采购的材料符合安全技术规范;另外,对材料的复验、保管、标记、领用和代用都需要符合程序。
5)作业(工艺)控制。主要问题体现在作业工艺文件流转未到位;工装、模具建档、保管不规范。
6)焊接控制。发现的问题主要为焊材的保管和领用不规范;焊材库温度、湿度要求不满足要求;焊接试验室堆放杂物;焊工档案有缺失;不锈钢和碳钢焊条未分开回收。
7)热处理控制。主要问题为热处理分包评价资料已过期失效,或者评价后记录报告不完整。
8)无损检测控制。主要问题为无损检测工艺未及时修订;无损检测分包协议已过期失效,或者分包方人员资质已过期;未见无损检测自校准规程;未按规定每半年做黑度计核查;无损检测人员数量不符合许可条件要求;射线曝光曲线已经过期;RT检测工艺卡中缺少是否需要进行工艺验证的内容。2016年质保体系检查指出了大部分上述问题,2017年有显著的改善,问题数量从40减少为4。
9)理化检验控制。问题主要为未对理化分包方进行评价;理化分包协议已过期。
10)检验与试验控制。主要问题在于对检验与试验场地的管理不到位;工装设备台账有缺失。
11)设备和检验与试验装置控制。发现的问题主要是一些计量器具未按规定校准,或者缺少相应的校准标识,计量器具校准与否会影响检验和试验的准确度。
12)人员培训、考核及其管理。问题为部分单位缺少人员培训年度计划和记录。
13)质量改进与服务。问题主要集中在缺少每年至少一次的内部审核,以及采取的纠正措施;缺少质量信息的收集和统计及分析。
3 制造过程存在的问题
监检的另一项内容即是对约请检验的产品进行过程监督检验。制造过程的监督检验主要包括对技术文件、材料监检、焊接过程(包括焊接工艺评定、产品试件、热处理和现场焊接等)和耐压试验、泄漏试验等重要工序进行资料审查或者现场确认。联络单中所列出的制造过程中的问题存在于上述各环节中,以下做具体分析。
1)设计文件审查。设计文件审查中发现的问题有,如某容器本体带有安全阀,设计时提出了气密性试验要求,设计者给出的该压力容器的最高允许工作压力为设计压力,不合理。因为按照《固容规》3.1.9.2条,安全阀动作压力不得高于最高允许工作压力,而气密性试验的压力为设计压力,那么设计压力下,安全阀已经动作,气密性试验无法进行。此外还发现问题如设备疲劳分析设计不符合标准要求;未按规定程序履行设计更改手续;设备某处连接形式与图纸不一致;十分严重的一例为缺少设计图样和工艺文件,容器已开始进入制造环节,质保体系严重失控。锅炉的设计文件不同于容器,监检人员重点审查是否有审核鉴定章以及节能审查章。设计文件、工艺文件等技术文件的审查是影响容器、锅炉本质安全的关键环节,需监督检验人员重点关注。
2)材料监检。本文第2节中指出了材料、零部件控制存在的问题,若在质保体系中存在管理疏漏,那么极其容易在具体的产品生产过程中,出现材料误用、材料质量证明书不符合《固容规》《锅规》的要求等现象。特别是2016年开始实施的《固容规》对材料的信息化标识提出新要求,这也是未来的趋势,方便对主要受压元件进行追溯。发现如下问题:钢板标准不符合图样要求;钢板力学性能试验报告炉批号和质保书不一致;钢板材料二维码无法读取;基层实际使用材料Q245R不符合图样要求Q345R且未办理材料代用手续;人孔盖板厚度不符合设计要求。
3)焊接制造过程。焊接制造过程中发现的问题有:缺少焊工钢印;缺少工艺中要求的焊接预热记录;焊缝错边量超标;角焊缝高度不足;未按焊接工艺施焊;个别焊工未按规定使用焊条保温筒。焊接工艺评定和产品焊接试板是监检中需要关注的两大重点,联络单中与此有关的失控现象较少。焊接质量决定了承压设备的质量安全;再小的问题都可能是安全隐患,进而滋生事故;某条带缺陷的焊缝便可引起重大爆炸事故;所以要求制造单位高度重视焊接过程,《固容规》上也要求监检人员抽查焊工资格、实际施焊工艺参数与焊接工艺规程的符合性。
4)外观及几何尺寸。发现问题有:容器封头存在好几处锈蚀凹坑,应修磨或者补焊;质量证明书内结构尺寸检查报告中多项检查项目的标准值和实测结果与该台产品不符。宏观检查在《固容规》中要求的监检项目类别为B类,即对压力容器安全性能有较大影响的重点项目,要求监检员现场监督该项目,焊缝的布置情况、母材表面和焊接接头表面质量是需要关注的重点,换热器还需检查管板和换热管的胀接外观质量。
5)无损检测过程。发现问题为:评片记录无评片人员签名;分包无损检测,但射线检测工艺卡是制造单位人员签名;底片长度未能覆盖焊缝尺寸;无损检测焊缝部位编号不按要求编制工艺,较随意;无损检测时机不对,未完成便进行压力试验。无损检测是对焊接质量检验的重要手段,《固容规》6.2.2.6条和《锅规》4.5.6.1条均明确要求,应在无损检测后进行耐压试验。
6)压力试验。存在的部分问题为水压试验场地无安全防护设施、缺警示标记。其他问题如:大型设备不能在专用场地试压水压试验未制订专用试验方案及安全防护要求;部分水压试验用压力表已损坏,压力表已过期或无检定合格标签;水压试验区试压工装如盲板等标记不全;水压试验密封不符合要求。
7)出厂资料。产品资料应按《固容规》4.1.5和《锅监规》4.6.1的要求,进一步完善。
8)其他问题。安全附件许可证限定其安全阀的使用温度范围为-29~635℃,超出了公司真空绝热深冷贮罐的工作温度范围;分段出厂的产品发至现场未约请监检人员继续监检;《锅炉节能技术监督管理规程》第1号修改单规定了新的热效率限定值,要求尽快完成相关型号工业锅热效率能效测试。安全阀认证认可规定的使用温度范围必须涵盖产品工作温度范围,一旦失效将影响整体安全性。此外较为严重的一个问题为,分段出厂的产品发至现场未约请监检人员继续监检;当地质监机构已发文同意我方继续实施现场检验,但制造单位迟迟未通知约请检验;在出具联络单和意见书后实施现场监检。
4 分析和结论
通过对监检出具联络单的分析,可以看出目前承压类特种设备制造过程中仍存在不少问题。针对联络单中的共性问题和某些典型状况,提出如下分析。
1)加强质量保证体系状况的监督管理。2016年、2017年质保体系问题均占比50%以上,分别指出和质保体系有关的各类问题185项和52项;足以见得《固容规》和《锅监规》要求的对制造单位质保体系实施定期监督检验是十分必要且有成效的。笔者监督检验驻厂中发现企业质保体系运行正常的,制造生产过程则相对有序规范;反之,质保体系不健全的制造单位,制造生产过程较易出现各种不符合项。制造许可证的审核换证为每4年一次,所以监督检验机构务必每年至少组织1次对受检单位的质量体系实施情况的评价,纠正质保体系管理中存在的问题,督促受检单位增强质量意识,监督检验人员需时刻关注资源条件变化情况,保证许可证有效期内受检单位质保管理体系基本可靠,特别需要关注的是质量保证体系责任人员不到位、材料管理失控、焊接失控和无损检测失控问题。
2)加强对压力试验的制造过程监督。耐压试验是制造过程的A类检验项目(现场检验停止点),对设备的安全性能有重要影响。监检人员务必按时达到试验现场。制造单位务必按照水压试验、气压试验的要求,确保压力试验符合规范标准及设计要求。对水压试验现场安全防护不当是联络单中出现频次较高的一项问题,制造单位容易忽视安全防护。某制造单位水压现场,曾发生操作人员盲板拆装不当,又因缺乏安全防护而导致的人员受伤事故。安全防护是对自身和他人的保护,务必在压力试验现场设置警示标记。
3)重点关注分段出厂的设备的监督检验。联络单和意见书中有一例为产品分段出厂后,迟迟不约请笔者所在监检机构人员前往开展监督检验,造成监检工作无法闭环。后笔者所在监检机构质量管理部门专门约定对分段出厂设备的监检检验要点。关键的一点无论是否约请监检机构到现场进行组焊与水压的监检,在产品分段出厂时,一律发部件监检证书,并在证书增加分段出厂的相关说明;当制造单位要求制造地检验机构赴设备现场进行组焊监检时,应事先获得当地特种设备安全监察机构的书面同意。现场监检结束后,应按体系文件规定收回原分段产品监检证书,重新出具整体产品监检证书。通过程序上的闭环控制,防止没有经过整体监检的设备进入使用环节。
4)加强对无损检测分包方的质量控制。监检中发现有无损检测分包报告疑似造假现象,某无损分包项目部因人手不够,出现代替签名等状况。监检人员在监检工作中注意识别,加强对无损分包单位的质量控制,建议从以下方面着手:(1)审查制造单位对分包单位的评审资料,包括分包方的资格证书、项目管理制度、项目合同、分包单位签发人员名单和项目部人员名单、资格证、注册证,以及人员签名样本、检验专用章样本。(2)审查检测报告是否有编制、审核、签发三级签字,制造单位的无损检测责任人员应该对分包报告进行签名确认。(3)监检人员应复审报告的真实性。分包方人员的欠缺某种程度上会影响报告的准确性,无法保证焊接质量得到有效检验,从而影响容器、锅炉的质量安全。
压力容器、锅炉的制造监督是个系统工程,它贯穿在产品的整个制造周期中。监督检验联络单反映了目前监督检验中存在的共性问题:
1)质量保证体系方面的缺失;
2)产品的生产制造过程如设计文件、材料入库、焊接过程、热处理、无损检测、压力试验等环节的不足。质保体系的健全与制造过程的规范性息息相关,尤其需要引起重视。监督检验机构和人员检验中需要强化制造单位的主体责任意识,引导制造单位按照法律规范要求制造安全可靠的特种设备。
猜你喜欢
化工管理(2022年14期)2022-12-02
科学与财富(2021年35期)2021-05-10
昆钢科技(2020年6期)2020-03-29
中国盐业(2018年23期)2018-03-30
中国盐业(2018年21期)2018-03-05
消费导刊(2017年24期)2018-01-31
山东工业技术(2016年15期)2016-12-01
民用飞机设计与研究(2015年3期)2015-12-07
今日湖北(2015年17期)2015-12-03
中央民族大学学报(自然科学版)(2015年3期)2015-06-11
