真空输送装置在铝系喷墨打印纸生产中的应用
2018-08-13 02:04张亮
信息记录材料 2018年9期
张 亮
(乐凯胶片股份有限公司 河北 保定 071054)
1 引言
目前,市场上使用的喷墨打印纸,主要分为膨润型相纸、铸涂型相纸和间隙型相纸三类。其中间隙型相纸的涂布层使用纳米级无机材料(主要分为铝系和硅系两大类),纳米级无机材料具有特殊的类似蜂巢的微孔结构,对于墨水的吸收能力很强,同时需要的干燥时间很短,其中铝系喷墨打印纸的色彩还原能力很好,性能是喷墨纸中最接近传统银盐照片的。
生产喷墨纸所需涂布液,首先需要进行分散液的配置,即将氧化铝、水、硝酸加入专用配置罐内,并分散成小颗粒。传统往配置罐中加入铝粉的方式有人工加料、螺旋上料设备等方式。人工加料操作时由于铝粉极细,往往造成工作现场粉尘四处飞扬,不仅浪费原料,同时还危害员工身心健康,长期吸入将会导致铝尘肺。螺旋上料设备的工作原理是物料通过螺旋主轴输送到顶端,落下且一直持续循环,从而达到输送物料的目的,具有安装方便、系统运转安全可靠、输送能力大、上料速度快等有点,但是其不易清洗的缺点决定了不适于洁净度要求高的喷墨打印纸涂布液的生产。
2 真空输送装置的原理
首先由真空泵或其他产生真空装置形成真空;卸料底阀关闭,同时粉体料仓及输送管道内产生真空;在真空作用下,物料由吸料位置经输送管道及进料口被吸入粉体料仓;过滤器阻止粉体及微粒进入真空泵并散发至大气中;在输送物料的同时,压缩空气填充至反吹气囊内;当吸取物料时间达到所设定参数时,真空泵和输送设备自动停止运行,卸料底阀打开。粉末被释放,同时反吹气囊内的压缩空气产生脉冲式气流,自动清洁粘附于过滤器上的粉末和颗粒;当真空泵再次工作时即开始新一轮的循环。在整个输送过程中,吸料及卸料通常由气动或电动的控制单元控制。

图1 真空输送装置示意图Fig.1 The Diagram Of Vacuum Conveyer
3 真空输送装置选型的几个关键点
3.1 真空源的选择
目前的真空源主要有水环真空泵和真空发生器两种。国产水环真空泵主要分为2BA、2BV、SK、2SK及SZ型水环真空泵这几大类,主要特点是结构简单,吸气均匀,工作平稳可靠,操作和维护方便,但是效率较低,需要加水密封。真空发生器作为一种新型的产生真空的装置,结构更加小巧紧凑,可直接安装在输送装置上,其通常由许多真空发生管组成,每个真空发生管结构如下:当压缩空气①由喷嘴②喷出时,压缩空气气流带走了附近的空气,在每一个位置③的开口处就产生了真空。通常两种真空方式可以产生的真空度均能在-70kpa左右。

图2 真空管结构Fig 2 The Inner Structure Of The Vacuum Tube
3.2 罐体结构
首先罐体内部应尽量光滑,不锈钢材质进行抛光,使物料不易在罐内残留。同时考虑到物料的流动性、含水及湿度敏感性,为防止物料在料仓内出现架拱现象,影响物料的传送,建议在条件允许的情况下,尽量加大排料口的尺寸[1],做到罐体存料部分直上直下、没有变径,如必须有,变径的倾角应尽量大。如果由于倾角问题导致物料架拱不好下落,则需要考虑机械破拱装置、流化装置等。
其次考虑到后期罐体清洗、过滤器更换及日常生产中的故障排除,罐体各部分连接尽量使用卡箍等可快拆方式。
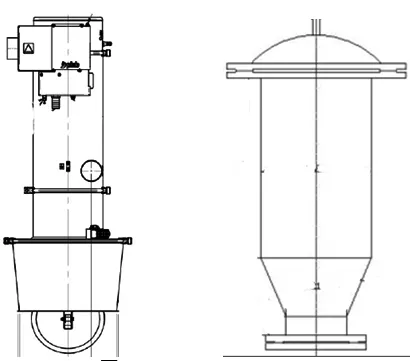
图3 不同罐体结构对比Fig.3 Comparison Of Different Structure
3.3 放料阀结构
常用的有蝶阀和专用底阀,前者密封效果较好,但阀瓣转动时会对料仓中的物料造成挤压,不利于物料的放料。专用的全尺寸底阀对于放料效果比较好,但是需要做好底阀的密封,以免影响抽料时罐体内部的真空度。
图4 全尺寸底阀Fig.4 Full-scale Bottom Valve
考虑到氧化铝粉末分散的过程是一个放热的过程,现场生产试验表明,分散锅如果加入800公斤铝粉,加料结束分散1小时,分散锅中温度会由室温上升到50~60℃,此过程必然会有很多热气。加料过程中底阀状态如果不加以控制,分散锅中的热气会进入罐体内部、过滤器等部份,有可能造成铝粉吸湿残留、过滤器堵塞等问题,因此建议在分散锅和真空输送装置之间增加密封装置,真空输送装置的底阀也应该设置成常闭状态,即加料结束后底阀保持关闭。
3.4 反吹罐
反吹罐的作用是放料结束后清理残留在过滤器上的粉末和颗粒,建议在满足清理要求后反吹罐体积设置的尽量小,否则容易造成以下严重问题:一方面一旦放料时堵塞,压缩空气会从吸料口喷出,同时带出物料,造成反吹,严重影响现场环境;另一方面加大反吹罐体积会对对锅内排气要求更高。
3.5 滤芯
喷墨纸生产使用的是纳米级的氧化铝粉末,但生产中供应的原材料氧化铝分子聚集在一起在30微米以上,因此过滤器通常选用10微米以下滤芯,滤芯应可以清理,可反复使用最佳。在输送极细颗粒物料时如果过滤器出现破损,颗粒就会进入真空泵,然后随着真空泵排气泄漏到系统外部,进而污染环境。因此,真空泵的排气有必要接到一个安全位置。
3.6 控制系统
对于现场有防爆要求的应选用气动控制器,一般情况下可使用PLC控制方式。
3.7 检查及日常使用
系统真空度检查:系统第一次运行时,在真空泵运行时断开输送管道,将一个密封橡胶板盖在输送机进料口处;读取连接到真空泵的真空表上的真空度数值,然后将数值与真空泵数据表中参数进行比较是否存在差异。
过滤器更换检查:每次生产前将真空表连接到真空泵,在系统空载/不输送粉末时读取数值,并将读取的真空度数值与系统第一次运行时的真空度比较,如果相差较大,这表明您需要清洗/更换过滤器。
维护:应定期检查和清洗/更换过滤器,防止过滤器堵塞引发过载问题;应定期拆卸整个输送机,进行检查和清洗。
4 结语
本文简要介绍了真空输送装置在喷墨纸生产中氧化铝粉末加料时的应用及设备选型时的几个注意事项,由于作者所在单位也未在喷墨纸生产中长时间连续大批量使用真空输送装置,发现的问题可能不够详尽,因此实际生产中还应根据氧化铝粉末的特点进行全面考虑。
猜你喜欢
凿岩机械气动工具(2022年2期)2022-07-01
水泵技术(2022年2期)2022-06-16
设备管理与维修(2022年6期)2022-04-22
水泵技术(2021年2期)2021-07-31
模具制造(2019年7期)2019-09-25
造纸信息(2019年7期)2019-09-10
中国奶牛(2019年1期)2019-02-15
金属加工(热加工)(2018年11期)2018-11-29
农业工程学报(2017年9期)2017-06-27
中成药(2014年2期)2014-11-04