
大模数圆锥齿轮加工方法的研究与应用*
2018-08-07 09:46严辉容朱留宪李兴慧
机电工程技术 2018年7期
严辉容,朱留宪,李兴慧
0 引言
圆锥齿轮是传递相交轴间运动和动力必不可少的零部件,由于直齿锥齿轮在设计和制造上相对于斜齿和曲线齿圆锥齿轮要简单得多,实际生产中应用非常广泛[1],在工程、电力、矿山、军工等领域大量使用。
模数大于等于18 mm的齿轮,一般称为大模数齿轮。大模数齿轮的特点是结构尺寸大、承载能力强,但模数越大,齿轮的加工难度越大[2]。圆锥齿轮一般在锥齿刨等专门机床上加工,在缺少锥齿轮专用机床的情况下,可在铣床上用锥齿轮铣刀加工,其采用的是成形刀具和分度装置在铣床上进行加工[3],但是材料成本和加工成本都很高。目前在工厂中,经常使用铸齿、刨齿、滚齿或数控加工等方法进行加工,对于精度要求高的,一般是在刨齿机、滚齿机上用展成法加工,或者采用数控加工中心加工,对于低精度的齿轮,一般采用铸齿或刨齿的方法,但铸齿的精度太低,刨齿完全靠划线来保证分齿的均匀性和齿形的准确度,加工效率很低[4]。除了直齿圆锥齿轮的加工面临上述问题外,其他类型的齿轮加工也有同样的问题。
图1所示的模数为20 mm的直齿圆锥齿轮,是一种在工程、矿山上广泛使用的齿轮。由于超大模数齿轮的齿宽较长,常用的轮廓铣加工方法所选刀具的长径比较大,加工效率及齿面粗糙度难以提升[5]。文章针对这种齿轮设计了一种加工工装,使该零件在加工时装夹过程变得简单,并能大幅度提高加工效率,降低生产成本,同时保证了零件的精度,具有很好的经济适用性。
1 工装设计
设计的工装如图2所示,该齿轮加工工装有支架、轴承座、活动分度盘、固定分度盘、主轴等主要零部件,其工作原理为:轴承座固定于支架上,用于支撑主轴,固定分度盘和活动分度盘安装在主轴上,其相对面上有两组均匀分布的圆孔,起分度的作用,固定分度盘通过螺钉固定于轴承座上,活动分度盘可绕主轴转动。需要加工的圆锥齿轮固定在主轴上,通过安装在主轴上的两盘圆锥滚子轴承,一起转动,将圆锥齿轮转动到加工位置后,用圆柱销将活动分度盘与固定分度盘固定,以确保圆锥齿轮的加工。活动分度盘和固定分度盘上相同位置分别加工一个环形槽,内部装满钢珠,保证分度时活动分度盘转动顺利。一个齿形加工完成后,拔出圆柱销,松开活动分度盘,将其转过相应的孔距(由待加工齿轮的齿数决定),再插入圆柱销,将固定分度盘和活动分度盘固定在一起,从而实现齿轮的分度。
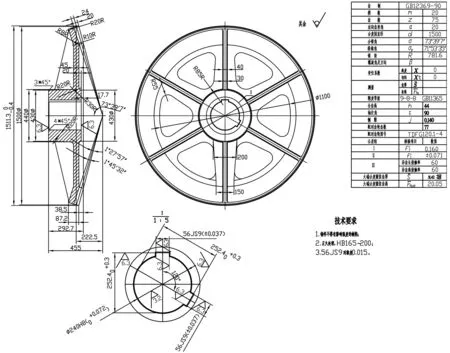
图1 大模数圆锥齿轮
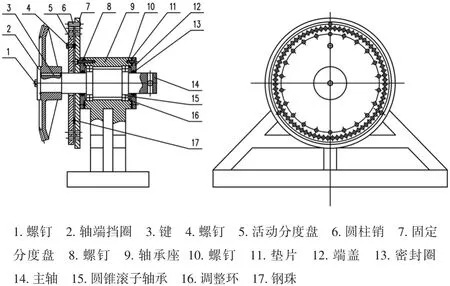
图2 工装图
在加工过程中,齿轮的受力情况是这样的:在直齿圆锥齿轮齿廓曲面上施加一个法向作用力Fn,可将其近似认为是作用在平均分度圆直径dm上的一个集中力。法向力Fn可分解成互相垂直的三个力:圆周力Ft、径向力Fr和轴向力Fa,如图3所示。

图3 直齿锥齿轮受力图
圆周力Ft、径向力Fr和轴向力Fa的大小用下面的公式进行计算:

由公式可知,分锥角δ1越大,则圆周力Ft1和轴向力Fa就越大,在加工圆锥齿轮时,夹具和机床上承受的切削力也就越大,此工装的使用,可以分担一部分的切削力,从而很好地保护了机床和夹具。
由于采用了上述技术方案,充分考虑了大模数圆锥齿轮的加工特点,工装构思巧妙,结构合理,使得零件装夹过程变得简单,且装夹稳固可靠,能有效的提高加工效率并保证加工质量。
2 动力学分析
2.1 建立实体模型
UG是交互式CAD/CAM系统,它可以轻松实现各种复杂实体及造型的建构。使用UG8.0软件建立刀具,如图4所示。

图4 刀具模型

图5 大模数圆锥齿轮模型
由于圆锥齿轮轮齿两端的模数不同,齿形的尺寸沿锥轴的方向是变化的,因此,在建立齿轮的三维模型时,圆锥齿轮的大端齿形面轮廓采用底半径约等于4个模数m的圆弧构造,即可以取两个半径r=4 m,圆心相距1.5 r(即6 m)的圆弧得到齿廓的近似形状,两个半径r=4 m,圆心相距1.5 r(即6 m)的圆弧得到齿廓的近似形状[6],如图5所示。
2.2 动力学分析
有限元技术和计算机技术的快速发展,使得利用数值模拟方法来研究切削加工过程以及各种参数之间的关系成为可能。这些模拟仿真结果形象、直观,对实践有较高的指导价值,不但可以深入地了解切削加工过程中影响加工质量的各种因素的变化规律,而且能进一步地了解金属切削机理[7]。
建立齿轮的有限元模型时,由于齿轮尺寸及重量较大,为缩短仿真时间,将齿轮按比例缩小,为提高分析速度,在保证刀具形状和零件质量分布的情况下,将工件形状简化,只取用齿轮的八分之一,并省略了一些加工工艺结构,如倒角、圆角等,如图6所示。
在仿真过程中,按照工程实际中的加工状态,将在零件上施加相应的切削力,选择不同加工工艺参数:主轴转速和工作台进给速度,可以得出仿真曲线及切削力的峰值如下所示。
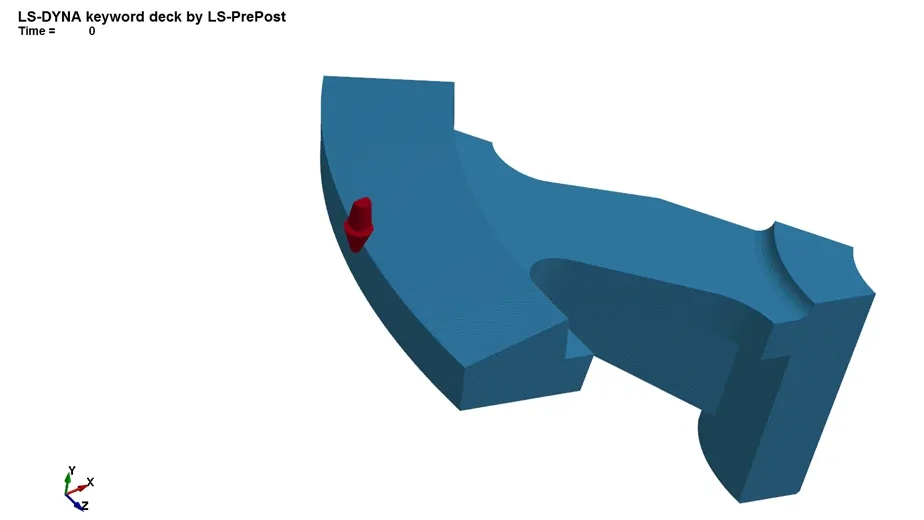
图6 用于仿真的齿轮模型

表1 不同切削参数下的切削力(主轴转速n=200 r/min)
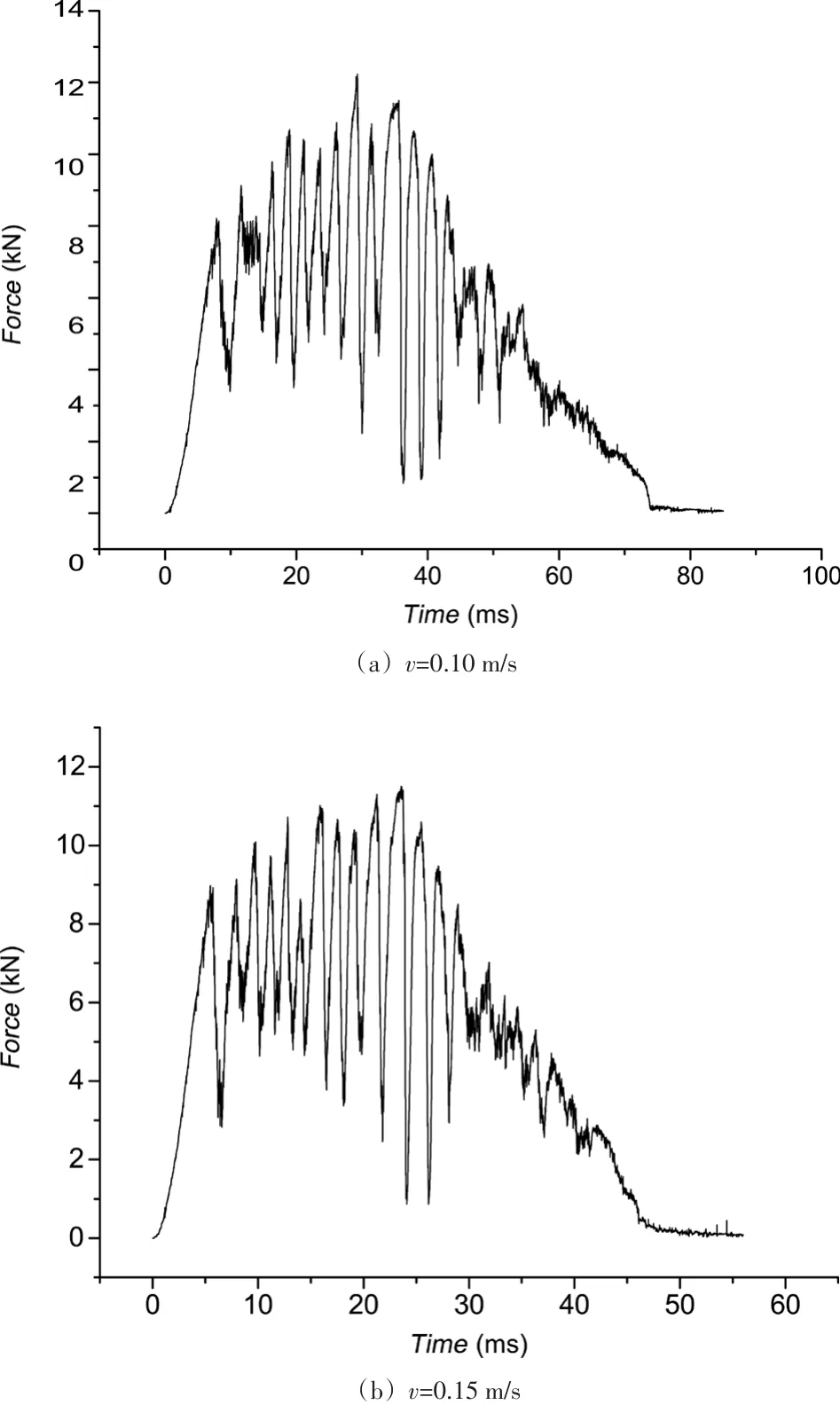
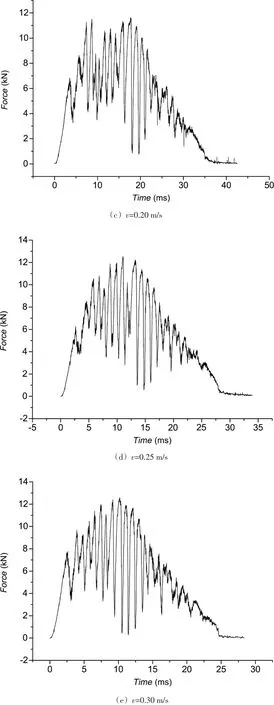
图7 n=200 r/min的切削力曲线
由上面图表及曲线可知,当主轴转速为200 r/min时,工作台进给速度在0.30 m/s,以及当工作台速度为0.20 m/s时,主轴转速为120 r/min,这两种工艺参数下,工装所承受的力值曲线满足正态分布,力值变化平缓,曲线上没有突变,可以认为是较好的工作状态。
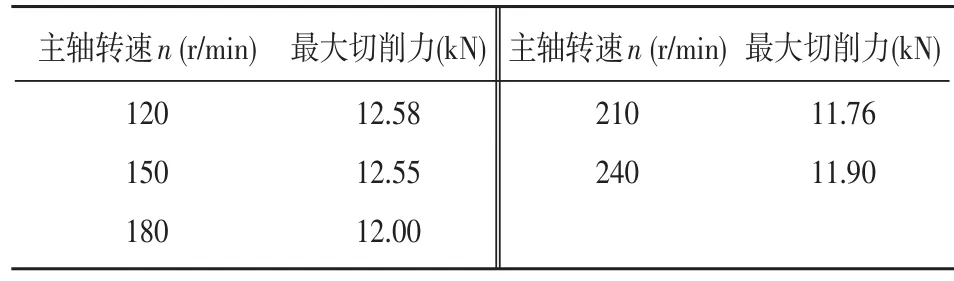
表2 不同切削参数下的切削力(工作台进给速度为v=0.20 m/s)
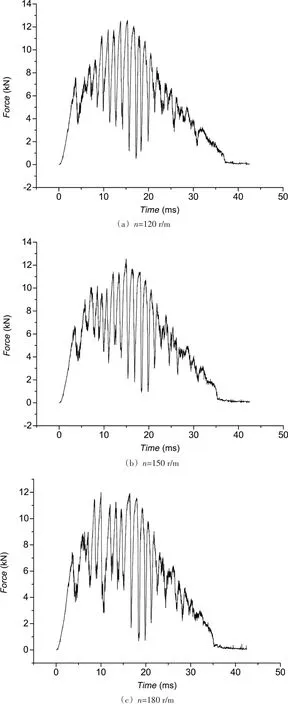

图8 v=0.20 m/s的切削力曲线
3 使用效果
该大模数圆锥齿轮加工工装加工完成后,在工厂投入使用,有以下优越之处:
(1)安装方便:大模数的圆锥齿轮加工时,安装找正比较困难,本工装通过两个分度盘上定位凸台、凹槽的配合,解决了找正困难的问题;
(2)分度容易:转动转轴,则圆锥齿轮随之转动,使活动分度盘的定位孔对准固定分度盘的定位孔,将圆柱销插入定位孔中,即可实现轮齿的分度。
(3)适用范围广:固定分度盘和活动分度盘可以很方便地更换,以便适应需加工齿轮的模数、齿数的变化;
(4)使用设备方便可得:可用设备有普通卧式镗床、端面铣床等,具有很强的机床通用性;
(5)操作技工技术水平要求不高:能够熟练操作的镗工和铣工就能完成;
(6)成本低廉:大模数圆锥齿轮的加工成本只有用刨齿机加工的三分之一;
(7)效率高:与用刨齿机加工要提高一倍以上。
猜你喜欢
能源工程(2021年2期)2021-07-21
绿色科技(2020年11期)2020-08-01
制造技术与机床(2019年11期)2019-12-04
艺术与设计·理论(2019年10期)2019-11-02
北京汽车(2018年4期)2018-09-08
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
天津科技大学学报(2015年6期)2015-04-16
重型机械(2015年3期)2015-04-09
