
矫直机辊套拆装方法的改进
2018-08-07 11:15:34付春婵胡一曼
重型机械 2018年4期
付春婵,王 茜,胡一曼
(中钢集团西安重机有限公司,陕西 西安 710201)
0 前言
辊式矫直机是型钢生产线精整区的主体设备之一,其工作原理为:弯曲的轧件被工作辊咬入后,经过上下两排交错排列的工作辊,并在旋转的工作辊之间不断地做直线或旋转运动,使轧件受到各方面的压缩、弯曲、压扁等变形,进而达到矫正目的[1]。型钢矫直机大部分采用悬臂结构,即轴承装在矫直辊的一侧,形成悬臂梁受力的状态,这种结构换辊容易,操作方便,调整灵活。然而随着市场竞争日益激烈,生产效率不断提高,为了减少换辊次数和时间,通常采用一辊多线制矫直工艺,在矫直辊轴上装配组合辊圈,在辊圈上组成两种以上的孔型,从而达到换孔不换辊的目的[2-3]。为便于更换孔型减少消耗,一般都采用组合式辊套,当更换孔型时,只需更换辊套即可。
生产节奏的加快,高温高湿的工作环境等原因,经常会造成辊面的剥落、划伤等故障,因此必须对辊套进行更换。维修间为了提高工作效率和减轻工人的劳动强度,配置了专用的拆换辊套设备—矫直机辊套拆装装置。型材规格繁多,每一种规格的产品都有配套的辊套装置,如十辊矫直机就有十组辊套,因此矫直辊辊套安装、拆装很频繁,工作量繁重[4]。因此,提出了新型改进的矫直机辊套拆装装置。
1 辊套拆装繁琐的原因
一台中小型型钢矫直机的矫直辊数量为11~13,大型型钢矫直机辊数为7~9,辊套的组数都至少是矫直辊数量的3倍。而辊套装配是由辊片组合安装在辊套上组成,如图1所示。由图可知,一台矫直机的辊套数量较多,并且不同的型钢用的辊套装配不同,因此换辊间的辊套预装配工作量十分繁重[5]。

图1 矫直机辊套装配
2 常用辊套拆装方法的分析
目前,中小型的矫直机通常采用勾头扳手人工拆装辊套,如图2所示。将矫直辊辊套水平放置,将辊片和隔环按要求装好,再装上压盘拧上锁紧螺母,装好以后用勾头扳手拧紧锁紧螺母,可用榔头敲击勾头扳手完成拆装工作[6-7]。
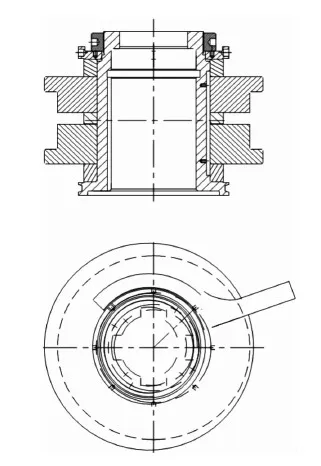
图2 矫直辊辊套人工拆装
大型的矫直机通常采用液压拆装装置,如图3所示。将旧辊套组件放置到立轴上,装上压盖,塞上插板,主活塞环充入高压油,缸体拉着立轴向下运动压紧辊套组件,通过圆钢松开辊套组件上的锁紧螺母,然后将主活塞高压油断开充入副活塞环,使缸体带着立轴向上运动,取出插板,拆下压盖,拆下锁紧螺母、压盘、旧辊环等零件。换上新辊片后,将锁紧螺母、压盖等零件也依次装好,装上压盖,塞上插板,将副活塞环的高压油断开,充入主活塞环,缸体再次拉着立轴向下运动压紧辊套组件,用圆钢拧紧辊套组件上的锁紧螺母。随后再将主活塞的高压油断开充入副活塞环,缸体带动立轴向上运动,取出插板,拆下压盖,然后将装好的辊套组件吊出,即完成一次辊片更换的拆装。

图3 矫直辊辊套拆装装置
液压拆装装置通过设定液压系统固定压力可以使辊套预紧力均匀准确,可有效避免辊套组件在矫直机工作中出现的松动情况,同时能降低操作工人的劳动强度。但是这种装置采用两个活塞环,在辊套拆装的过程中需要有一次换向,需在液压系统中配置换向阀,且需配置两条对应管路,拆装装置采用30 MPa高压油,频繁操作中这种液压系统的故障较高,操作也比较麻烦。除此之外,该装置在拆装的过程中是竖直状态,但是矫直机的辊轴是水平状态,辊套需要做两次90°翻转动作,而大型矫直机的辊套组件通常有2吨多重,翻转动作十分危险困难。
3 新型的矫直辊辊套拆装装置
3.1 辊套拆装装置的改进
矫直机拆装装置立式状态用于辊套组件的拆装更换,但是水平状态更便于辊套组件的整体吊装。因此,从矫直机辊套拆装的操作及性能方面考虑,在固定底座上设计双液压缸翻转装置,如图4所示。该装置由固定底座、油缸、翻转座三大部分组成,工作原理为:将立轴固定在翻转底座上,液压缸伸出推动翻转座转动90°,由立式状态翻转至水平状态,使从矫直机上拆下的辊套装置可水平位置直接安装在翻转座的立轴上,然后液压缸回缩,翻转座恢复到立式状态,在立式状态下对辊套上辊片进行更换压紧,辊片更换完成后液压缸伸出,辊套在水平状态吊装存放,再次使用时直接在水平状态起吊更换。

图4 新型矫直辊辊套拆装置
3.2 新型辊套拆装装置优点
矫直机的辊片预紧力大并且均衡,避免工作中辊片松动导致的矫直机停机。如图4所示,活塞环充入高压油来实现辊片压紧,立轴在缸体的拉动下向下运动,人工转动锁紧螺母实现辊套组件的预紧。由于在立轴的下部设有碟簧,当辊套组件预紧完成后活塞环泄压,碟簧推动辊轴向上运动,实现自动回松,省去了原有辊套拆装装置需要换向再次充压的过程。活塞环充入高压油压力值固定,因此各个辊套组件预紧力均衡,工作中不会出现锁紧螺母松动情况。该结构简单紧凑,使用维护方便,可有效的降低矫直机工作中由于辊套松动导致的故障停机时间,提升设备的利用率。
辊套吊装、拆装安全方便。通过翻转座的两次翻转,完成了辊套的拆装。拆装完成后,液压缸伸出再次推动翻转座转动90°,使更换好的辊套处于水平状态,天车可直接起吊,可避免天车起吊翻转辊套的危险动作。
新型辊套拆装装置自动化程度提高,不仅减轻了工人的劳动强度,提高了现场工人的劳动效率,也使辊套拆装效率有了很大的提升。
4 结束语
矫直机辊套拆装装置的改造,提高了更换辊套精度,缩短了更换时间,实现了辊套的快速更换。改进后的辊套拆装装置设计合理,操作方便,安全可靠,充分体现了现有生产环境和条件,经济合理可行。目前该装置在国内某钢厂运行取得了较好的效果,因此,该改进方案对矫直机辊套拆装装置的研发有一定的借鉴作用。
猜你喜欢
大型铸锻件(2022年6期)2022-11-23 02:23:04
机械工程与自动化(2022年3期)2022-06-24 03:10:40
——辽宁省博物馆藏中国古代立轴山水画展
中华书画家(2022年4期)2022-04-21 09:31:06
中国设备工程(2022年2期)2022-02-10 08:36:52
艺术生活-福州大学厦门工艺美术学院学报(2021年1期)2021-07-21 03:18:32
冶金设备(2020年5期)2020-12-23 06:34:40
重型机械(2019年3期)2019-08-27 00:58:54
天津诗人(2018年4期)2018-12-12 09:30:14
现代冶金(2018年1期)2018-04-08 06:08:11
优雅(2018年2期)2018-01-30 12:26:26
