
稀土Y对Sn-58Bi焊料合金组织性能的影响
2018-08-07 06:13:28龚留奎廖金发袁继慧李贵河陈辉明
航空材料学报 2018年4期
龚留奎, 廖金发, 袁继慧, 李贵河, 陈辉明,2,3
(1.江西理工大学 材料科学与工程学院,江西 赣州 341000;2.江西理工大学 工程研究院,江西 赣州 341000;3.江西省有色金属加工工程技术研究中心,江西 赣州 341000;4.江苏鼎胜新能源材料股份有限公司,江苏 镇江 212141)
焊料被广泛运用于电子元器件和电路的连接,而随着电子元器件向小型化、微型化发展,对焊料及焊接工艺提出了更高的要求[1]。焊接过程中,焊接件对热损伤非常敏感,在电子封装过程中不同材料由于受热膨胀系数不同容易造成失配,焊接温度高也加快了焊料对焊材的侵蚀,造成焊点强度降低或提前失效,降低了焊点的使用寿命[2-5]。Sn58Bi共晶合金熔点仅有139 ℃,且具有较好的润湿性和力学性能、成本低等优势,因而成为替代Sn-Pb焊料的无铅焊料而受到关注,被广泛运用于高频头、防雷元件、柔性板等低温焊接领域[6-9]。但是,由于组织中富Bi相粗大,造成合金延展性差,容易发生脆性断裂[10-11]。富Bi相在焊点界面的金属间化合物(IMC)层分布,焊点力学性能降低[12]。因此,一般在 Sn-Bi合金中添加 Cu,Ag,Ga,Al,Sb,Ni等第三组元元素以改善合金的性能[10, 13-18]。Shen 等[8]发现Cu能细化富Bi相尺寸,减小界面的脆性。Mokhtari等[10]发现In能抑制Bi相的粗化。由于稀土元素添加量少就能明显改善合金的组织、性能,因而被喻为金属的“维生素”。近年来稀土元素在无铅焊料的研究与开发中也被广泛运用。研究表明,添加Ce[19-22],Pr[23],Nd[24],Y[25],La[26]等稀土元素能改善Sn-Ag-Cu无铅焊料的润湿性、细化合金组织和提高合金的力学性能。Chuang等[20]发现Sn-58Bi中添加0.5%Ce,能细化组织,提升伸长率且抑制晶须的产生,但对不同含量Ce对Sn-58Bi合金的温度、润湿性、剪切强度等的影响未进一步研究。综上所述,稀土在Sn-58Bi等焊料中已有一定的应用,并取得了较好的效果,而稀土Y在Sn-58Bi合金中的研究和应用较少。因此,本工作将在Sn-58Bi共晶钎料合金中添加不同含量的Y,研究Y对Sn-58Bi-xY的组织性能,以及Sn-58Bi-xY与Cu基界面IMC层的影响规律,探究其影响机理。
1 实验材料及方法
采用纯 Sn(99.9%质量分数,下同)、纯Bi(99.9%)、Sn-%Y中间合金为原料,在真空熔炼炉中氮气气氛下熔炼制备各组Sn-58Bi-xY(x =0.0%,0.1%,0.2%,0.3%,0.4%,0.5%)合金。使用差示扫描量热仪(Pyris Diamond DSC)进行合金熔化特性实验(实验温度:25~250 ℃;加热速率:10 ℃/min;气氛:氮气)。
根据GB/T11 364—2008《钎料润湿性试验方法》对焊料进行润湿性测试,实验示意图如图1所示(钎剂:45%ZnCl2+ 5%NH4Cl + 50%H2O 混合溶液;钎焊温度:180 ℃;时间:5 min)。
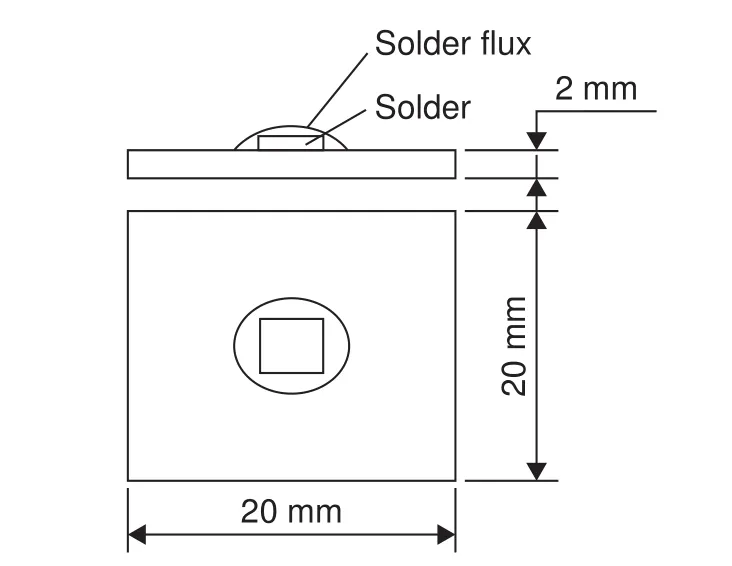
图1 钎料润湿性实验示意图Fig.1 Schematic illustration of wetting performance during soldering
硬度实验在200HVS-5数显小负荷维氏硬度计上进行测试。按照图2所示制备Sn-58Bi-xY钎料与纯铜基板的焊接接头剪切试样,在SX2-18-13箱式炉内大气气氛下进行焊接(钎剂:45%ZnCl2+5%NH4Cl + 50%H2O 混合溶液;钎焊温度:200 ℃;时间:10 min),并在WD-P4202拉伸试验机上进行剪切强度测试。

图2 接头剪切强度实验试样图Fig.2 Soldering schematic diagram of shear strength test specimens
焊料合金的组织、界面化合物及剪切断口形貌采用扫描电镜(Mira 3 LMH SEM)进行观察。
2 结果与分析
2.1 铸态组织
图 3 为 Sn-58Bi-xY(x = 0.0%,0.1%,0.2%,0.3%,0.4%,0.5%)合金的铸态组织背散射图像。从图3可以看出,随着稀土Y含量的增加,树枝状晶变得更为细小、分散。在Sn-58Bi共晶合金,组织中存在发达、粗大的富Sn相树枝状晶。在Y含量添加到0.2%,0.3%,0.4%后,富Sn相树枝晶变得更为细小。当Y含量为0.5%时,组织中富Sn相基本不存在大的树枝晶,以圆球形为主分布。
为了进一步了解组织中各元素分布规律,对Sn-58Bi-0.5Y进行EDS面扫描,结果如图4所示。图4(b),(c),(d)分别为图(a)组织 Sn,Bi,Y 元素的分布图,图4(a)白色部分为富Bi相,灰色部分为富Sn相,稀土Y分布在富Bi相中。
从图3、图4可以看出,Sn-58Bi-xY合金铸态组织中主要由富Sn相和Sn-Bi共晶组织(富Sn相与富Bi相形成的层片状共晶)组成。在Sn-58Bi共晶合金中,富Sn相呈树枝状晶分布,尺寸较大。在合金中添加稀土Y后,随着Y含量的升高,合金中富Sn相变得更为细小、均匀。主要由于稀土Y是活性元素,会与合金熔体中的Sn,O,S等发生反应生成高熔点化合物,在凝固过程中能作为富Sn相异质形核的核心,因此对合金组织起到细化作用。
2.2 熔化特性
对添加了不同 Y含量的Sn-58Bi-xY(x =0.0%,0.1%,0.2%,0.3%,0.4%,0.5%)合金进行焊料的熔化特性测试。不同Y含量Sn-58Bi合金的DSC升温曲线如图5所示。
从图5的DSC测试曲线可以得出各Sn-58BixY样品的固相线温度、液相线温度以及熔程,结果如表1所示。由表1可以看出,在Sn-58Bi合金中添加稀土Y后,对合金的固相线温度、液相线温度以及熔程影响较小,但在稀土Y含量达0.5%时,Sn-58Bi-0.5Y焊料的熔程降低。
2.3 润湿性
根据国家标准GB/T11364—2008《钎料润湿性试验方法》,铺展系数(K)可用于表征焊料的润湿性能,其计算公式为:

式中:H为与钎料体积相等的球体直径的数值;h为钎料在母材表面铺展后的高度数值;H=1.24V1/3,V为实验中使用的钎料的质量与密度的比值。不同含量Y的Sn-58Bi-xY焊料的铺展系数如图6所示。
Sn-58Bi合金的铺展系数为81.54%,随着稀土元素Y的添加量增加,铺展系数有下降的趋势,在稀土元素Y的含量超过0.4%后,合金焊料的铺展系数为74.84%,与Sn-58Bi-0.5%Y的铺展系数74.79%基本一致。铺展系数降低,即润湿性下降、润湿角增加,这主要是由于稀土元素Y是活性元素,会与Sn反应形成SnxYy化合物,在空气润湿过程中会发生氧化反应生成YxOy颗粒,而SnxYy,YxOy等在熔融钎料表面富集,改变表面张力。根据杨氏公式(Young equation),
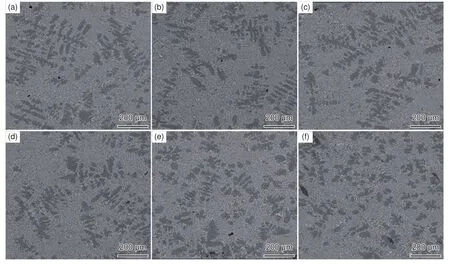
图3 Sn-58Bi-xY 合金铸态组织图Fig.3 As-cast microstructure of Sn-58Bi-xY alloy (a)0.0%Y;(b)0.1%Y;(c)0.2%Y;(d)0.3%Y;(e)0.4%Y;(f)0.5%Y;(g)0.5%Y
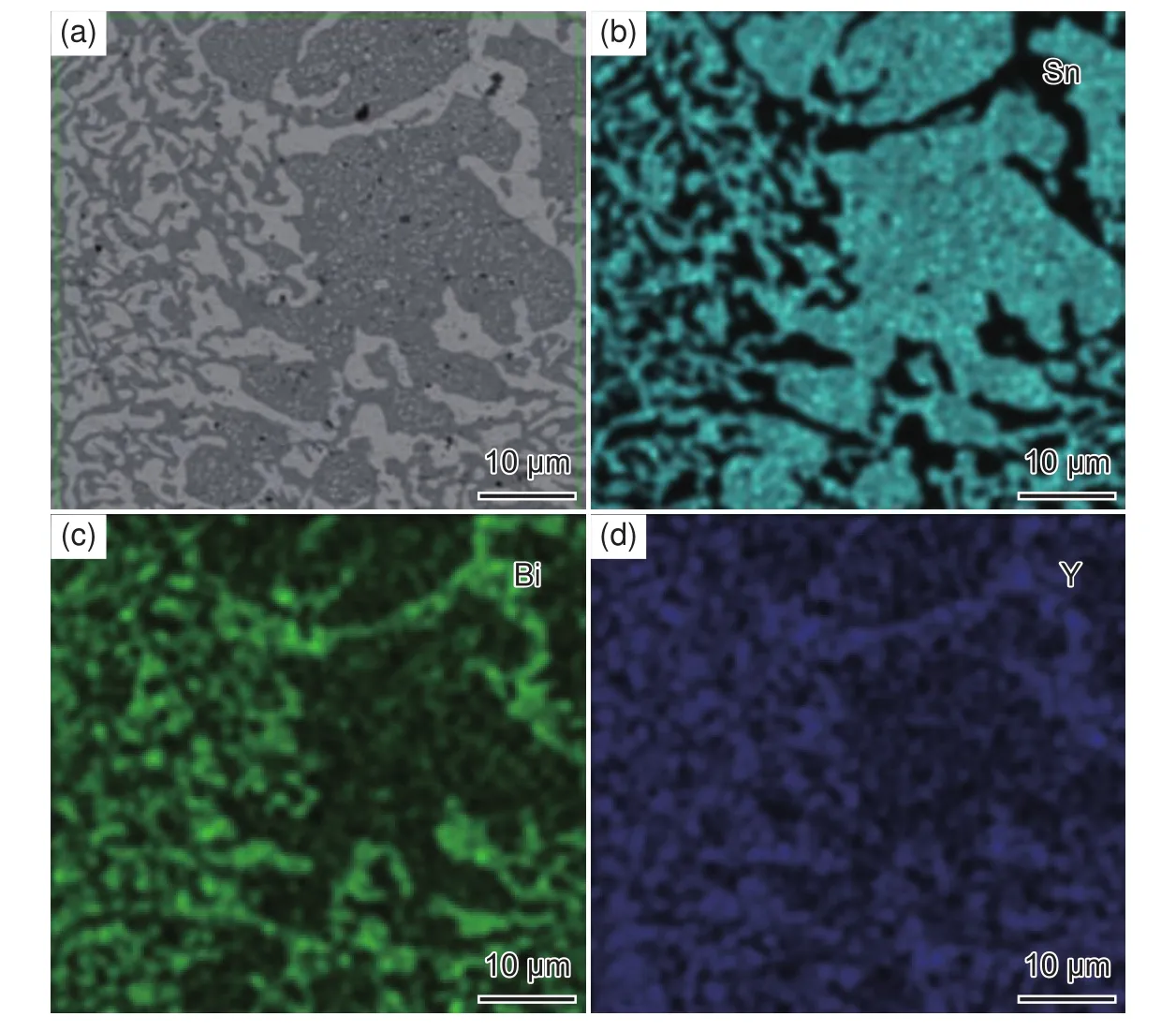
图4 Sn-58Bi-0.5Y 铸态合金元素分布图 (a)背散射图像;(b)Sn;(c)Bi;(d)YFig.4 Surface scanning analysis for element distribution of as-cast Sn-58Bi-0.5Y alloy (a)backscatter image;(b)Sn;(c)Bi;(d)Y

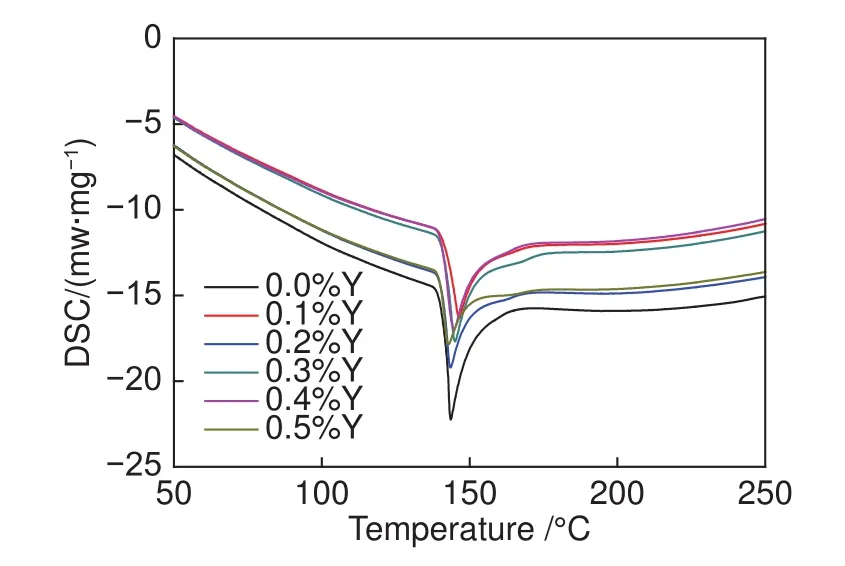
图5 添加不同Y 含量的Sn-58Bi-xY 合金 DSC 测试曲线Fig.5 DSC curves of Sn-58Bi-xY alloys

图6 不同 Y 含量对 Sn-58Bi-xY 焊料铺展系数的影响Fig. 6 Calculated spreading factors of Sn-58Bi-xYsolders
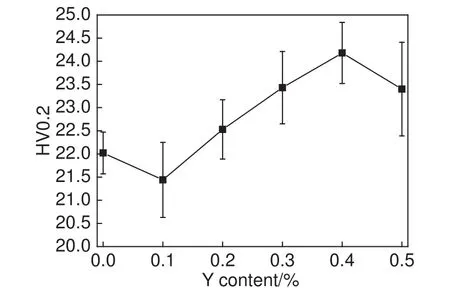
图7 不同含量 Y 对 Sn-58Bi-xY 合金硬度的影响Fig. 7 Hardness of Sn-58Bi-xY solders
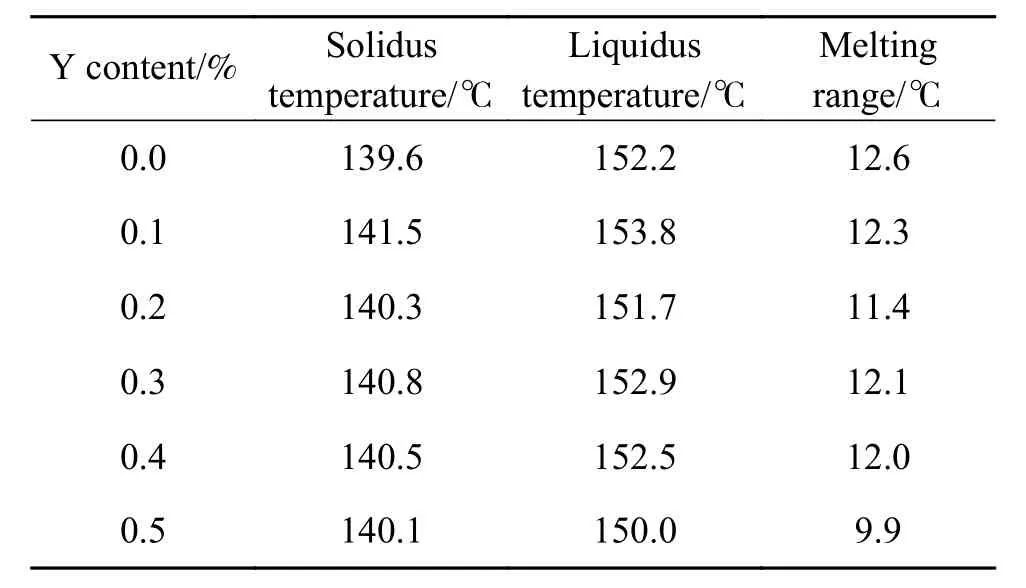
表1 Sn-58Bi-xY 钎料合金的熔化特性Table1 Melting characteristics of Sn-58Bi-xY solder alloy
2.4 显微硬度
硬度是材料一个重要的力学性能指标,它反映了材料的弹塑性变形特性。不同稀土Y含量的Sn-58Bi合金铸态组织的显微硬度如图7所示。未添加Y的Sn-58Bi合金的显微硬度为22.02HV,添加0.1%Y后,合金的硬度略有下降。随着Y含量的升高,Sn-58Bi的组织进一步细化,合金的硬度也进而得到提升,在添加0.4%Y时,合金的硬度达到24.18 HV,较未添加时提升8.9%。然而,随着Y含量的进一步提高,过量的稀土Y容易形成氧化物及化合物,造成夹杂、疏松,导致合金的硬度略有降低。
2.5 界面结合
焊料与基板的焊接性能在很大程度上取决于焊料与基板的冶金结合情况。图8所示为不同Y含量的Sn-58Bi-xY焊料与Cu基板形成的焊点处组织BSEM图。从图8中可以明显看出,所有样品的界面上均形成了一层一定厚度的金属间化合物,并且金属间化合物层的厚度随着稀土元素Y的含量增加而增加。由此说明,稀土Y的添加,能显著提高焊接过程中原子的扩散速率,促进界面金属间化合物的形成。
图9为Sn-58Bi-0.5Y/Cu焊点界面元素分布图。图 9(b),(c),(d),(e)分别为图 9(a)区域中Cu,Sn,Bi,Y元素的富集分布。从图9可以看出,在焊接过程中Sn-58Bi-0.5Y中的Sn与Cu基材发生反应,产生一层金属间化合物,使两者紧密结合在一起,由文献[7]可知该化合物为Cu6Sn5。而在焊料一层,元素分布与铸态组织基本相似,稀土元素Y在富Bi相中富集,而焊点组织为富Sn相、富Bi相及由两者组成的共晶组织。
2.6 焊点剪切强度
焊点的剪切强度是评估焊点可靠性的重要指标。图10为不同含量Y对Sn-58Bi-xY与Cu基板焊点的剪切强度。Sn-58Bi/Cu焊点的剪切强度为31.30 MPa,在Sn-58Bi合金中添加稀土Y后,随着Y含量的升高,Sn-58Bi-xY/Cu焊点的剪切强度先升高,并在0.2%Y时达到最大值53.55 MPa,较Sn-58Bi/Cu焊点的剪切强度提高71.09%;之后随着Y含量的进一步升高,焊点的剪切强度降低。
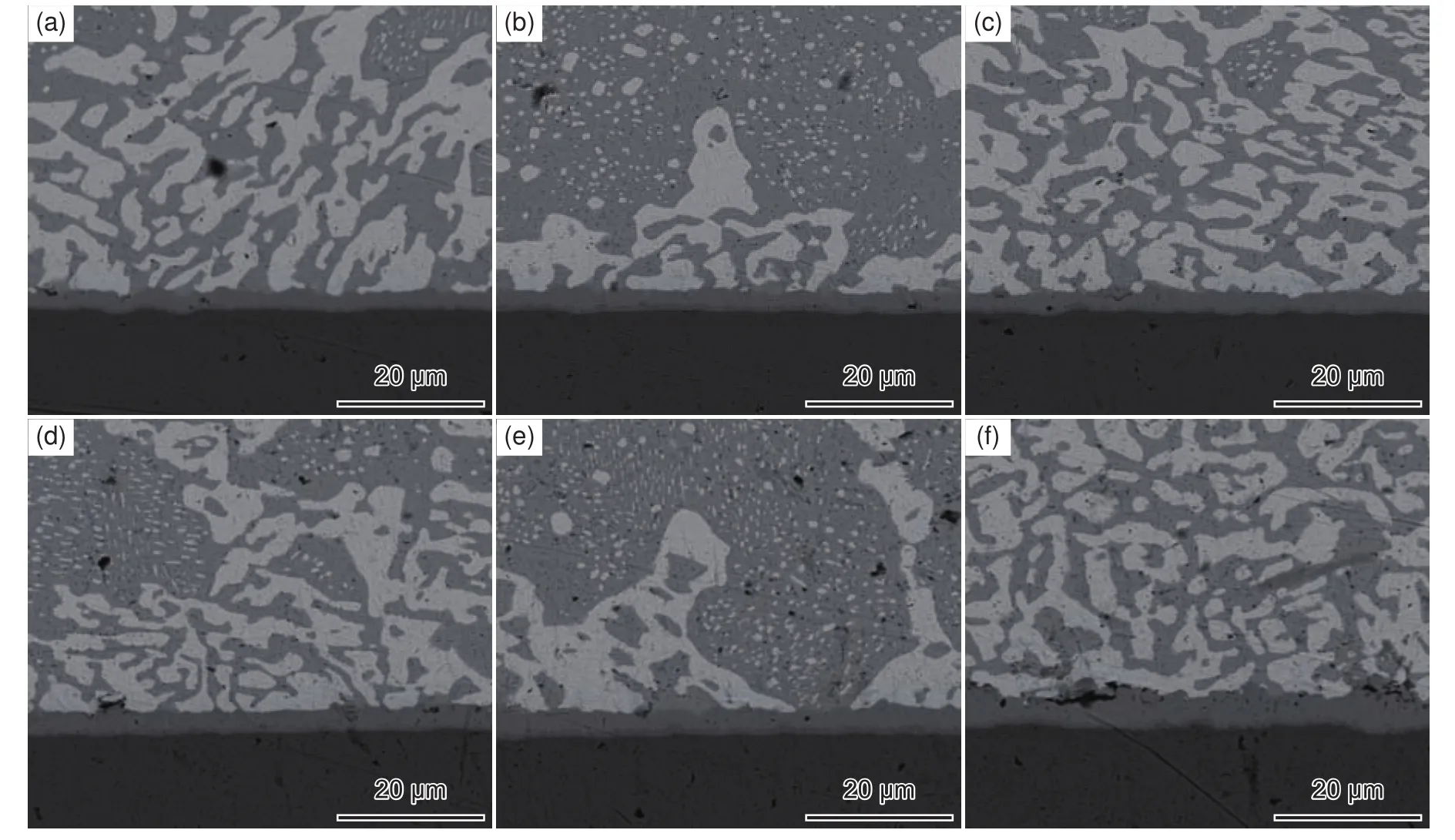
图8 不同焊料成分与 Cu 基材焊点界面 BSE 图Fig. 8 BSE images of cross-sections of Sn-58Bi-xY solders on Cu substrate (a)0.0%Y;(b)0.1%Y;(c)0.2%Y;(d)0.3%;(e)0.4%Y;(f)0.5%Y
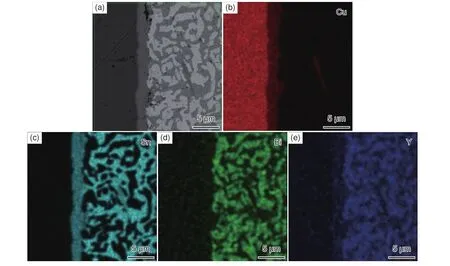
图9 Sn-58Bi-0.5Y/Cu 焊点界面元素分布图 (a)背散射图像;(b)Cu;(c)Sn;(d)Bi;(e)YFig.9 Distribution of interface elements of Sn-58Bi-0.5Y/Cu solder joint (a)backscatter image;(b)Cu;(c)Sn;(d)Bi;(e)Y
图11为Sn-58Bi-xY与Cu基板形成的焊点剪切断口形貌图。从图11可以看出,Sn-58Bi-xY/Cu焊点的剪切断口均呈现解理断裂的特征。添加Y后,焊点断口中分布有较多凹坑,凹坑内壁光滑,边缘平整。因此,从断口形貌中判断均为脆性断裂。从图11(b)可以看出,添加0.2%Y后,断口组织更为细小,且有大量的细小凹坑,稀土与Sn形成的稀土化合物硬质颗粒对位错具有钉扎作用[23, 28-29],从而提高了合金的剪切强度。然而如图11(c)所示,当Y含量达到0.6%时,断口中凹坑明显增大,这是由于稀土Y与Sn形成的过量稀土化合物出现聚集、粗大,在剪切过程中剪切裂纹容易在该处形成、发展并提前断裂,造成剪切强度明显降低。另外,由图 8(d),(e),(f)可以发现,在焊点金属间化合物处有孔洞,这主要是由于在焊接过程中,Y与空气中的氧发生反应形成氧化渣。这种氧化物的孔洞,会进一步恶化焊点剪切强度,因此,添加少量的Y能提高焊点的剪切强度,当Y含量达到0.3%以上时,焊点的剪切强度反而下降。
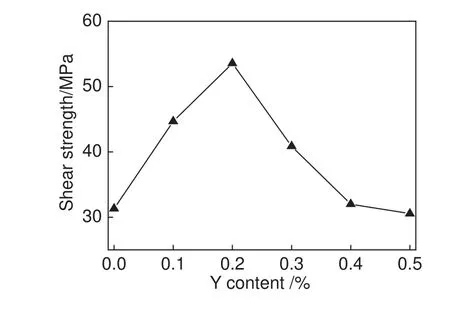
图 10 不同含量 Y 对 Sn-58Bi-xY/Cu 焊点剪切强度的影响Fig. 10 Effect of Y contents on shear strength of Sn-58BixY/Cu solders joints
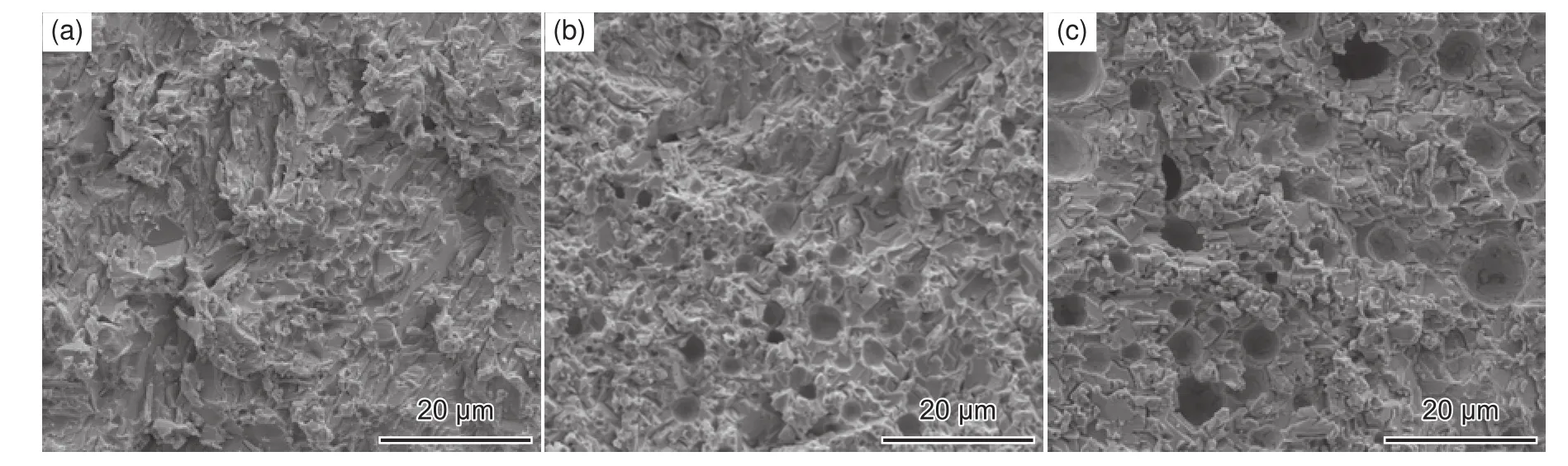
图 11 Sn-58Bi-xY/Cu 焊点剪切断口形貌Fig. 11 Shearing fracture morphologies of Sn-58Bi-xY/Cu solder joints (a)0.0%Y;(b)0.2%Y;(c)0.5%Y
3 结论
(1)Y可以细化Sn-58Bi焊料的微观组织,Sn-58Bi-xY(x = 0.0%,0.1%,0.2%,0.3%,0.4%,0.5%)的铸态组织为富Sn相、富Bi相以及两相形成的共晶组织,稀土元素Y会在Bi中固溶、富集。
(2)Y对Sn-58Bi焊料的熔化特性影响较小,添加Y能细化组织,使合金硬度略有升高,但添加Y后合金的润湿性下降。
(3)Y能促进Sn-58Bi与Cu基板间界面化合物的形成。添加少量的Y能提高Sn-58Bi-xY/Cu焊点的剪切强度,当Y含量在0.2%Y时焊点剪切强度最高达53.55 MPa,且此时焊料的铺展系数仍达78.76%。因此添加0.2%Y的Sn-58Bi合金综合使用性能最好。
猜你喜欢
机电信息(2022年15期)2022-08-08 11:02:24
电子元件与材料(2021年10期)2021-11-04 06:36:30
原子与分子物理学报(2021年1期)2021-03-29 07:28:30
实用口腔医学杂志(2017年6期)2017-09-19 02:51:14
西南石油大学学报(自然科学版)(2016年6期)2017-01-15 14:14:19
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:25
