
中频加热温度闭环控制技术在高速铁路扣件弹条制造中的应用
2018-08-01 06:29吴恒志
铁道建筑 2018年7期
吴恒志,王 玥
(1.安徽省巢湖铸造厂有限责任公司,安徽 巢湖 238004;2.安徽越维机电科技有限公司,安徽 合肥 230061)
弹条成型生产过程中使用中频加热炉加热圆钢棒料至一定温度,热压成型并利用余温进行淬火处理,是成熟的生产工艺。由于弹条生产工艺特点,对弹条成型时加热温度的一致性和均匀性有严格的要求,成型温度过高或过低,以及同一根棒料温度不均匀不仅影响成型尺寸的一致性、稳定性,更将影响弹条的热处理性能、硬度和韧性,以及内部组织的均匀性,用于铁路工程中将影响其使用性能和寿命[1-2]。由于高速铁路对弹条的要求更高,棒料加热温度若忽高忽低,不但影响弹条的使用寿命,甚至危及行车安全。
目前弹条生产线是由人工根据检测到的出料温度,手动调整中频加热功率,存在调整滞后、人为因素干扰等不利影响,造成棒料加热温度忽高忽低。尤其是中频启动期间,温度变化更大,有时会出现起始十多根甚至更多的棒料温度超限不能压型。
在分析弹条成型中实际使用的中频加热设备特性和控制原理的基础上,采集了大量的中频控制参数和棒料温度及其变化数据。基于数据分析提出实现温度闭环控制的设想,设计、制造了闭环控制装置模型,进行闭环控制的试验研究,并尝试在生产实际中应用。
1 中频加热棒料过程与设备特性
通过式中频感应加热炉是将生产弹条用的棒料以均匀的速度通过接通中频电源的空心管,依靠电磁感应在棒料中产生涡流,交变磁力线穿过金属棒料形成回路,在棒料内产生很大感应电流,使棒料局部加热[3](如图1)。由于集肤效应,棒料表面的电流密度大而棒料中心轴线上的电流密度很小,由外向内以幂函数规律逐渐衰减(如图2),而在每根棒料的两端外周面的温度将比中段外周面的温度高(如图3)。

图1 中频感应加热棒料原理示意
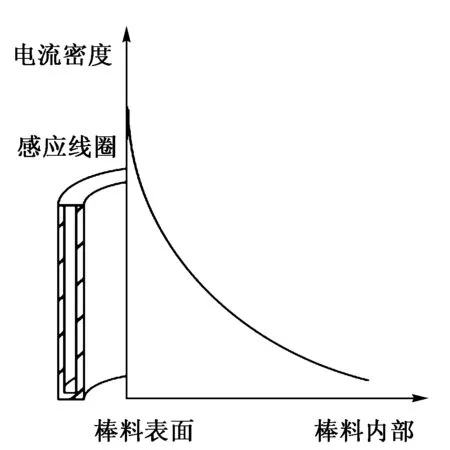
图2 沿棒料截面电流密度分布
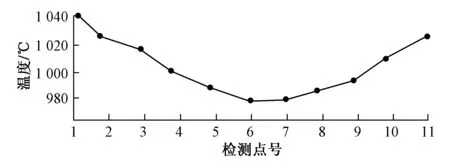
图3 普通中频加热中棒料外表面温度沿长度分布
弹条生产过程中的实际情况是:
1)按照生产的节奏,约5 s完成一根棒料的加热,加热过程中棒料在加热磁场中匀速移动。
2)中频加热使用可控硅改变导通角,来改变电磁场强度,控制中频输出功率,通常在系统运行初期人工进行调整,进入稳定状态就会固定下来,对于稳定状态时电压、频率、送料速度等的较小范围波动不予干预。由于可控硅存在初始导通角的限制,所以加热电磁场必须要有一个低的维持强度,只能在高于维持强度以上一定范围内控制,而且必须是一个渐进的过程。
3)检测棒料加热温度的探头是安装在中频加热炉的出口。
以上3点导致弹条生产过程中会出现下述问题:
1)若棒料温度过高或过低就需要人工调整,降低或升高中频设备功率。而这些改变不能立即使从炉口移出的棒料温度达到设定的目标值,而是要经过十几根棒料才能逐步恢复到正常较稳定的温度值。图4反映的是棒料温度异常波动时,通过人工调整中频功率过程中棒料的温度变化。

图4 普通中频加热中人工调整起始30根棒料温度变化
2)因棒料移动的机械机构的故障易出现卡料或缺料。这时中频加热炉膛内棒料停止移动,炉膛内存棒料将会继续加热,温度持续升高,即便操作人员发现情况着手进行调整,也会使正在加热的棒料出现温度大范围超过规定上限,甚至过烧、熔融。即使及时排除了故障,也会出现十来根温度过高的棒料,不能压型为弹条,而且因为这些棒料有的可能已经过烧,造成晶粒粗大,不能再次加热使用。生产实践中为了质量安全,将这些温度超过目标值的都作废料处理。而排除故障后,系统将重新启动,还会出现系统稳定前部分棒料不能正常压型,造成材料和能源浪费。
对弹条成型生产中的中频加热设备进行闭环控制是稳定和提高弹条产品质量,降低质量风险的有效技术保证措施。
针对这项工作开展了一些探索,并尝试设计制作了弹条生产中专用的温度闭环控制系统[4-5],在中频设备上应用。
2 影响加热温度的主要因素
中频成套设备出厂时有其完整的设计,如频率选择、功率、节拍计算等等,因此设备在正常工作情况下生产的产品会有良好的一致性。但在生产实践中有5个常见因素会影响棒料加热温度的稳定性:①仪表精度;②测温偏差;③设备调整;④电网电压波动;⑤送料机构故障导致的卡料或缺料。其中前4种情况很常见,研究得很多,这里不予考虑。第5项是弹条压型生产线中常见的问题,而且是影响产品质量最严重的因素。
3 闭环控制装置基本结构与数值算法
根据以上情况,提出了棒料加热温度闭环自动控制的思路和系统基本结构[6-8]。
弹条棒料中频加热温度闭环控制原理如图5所示。
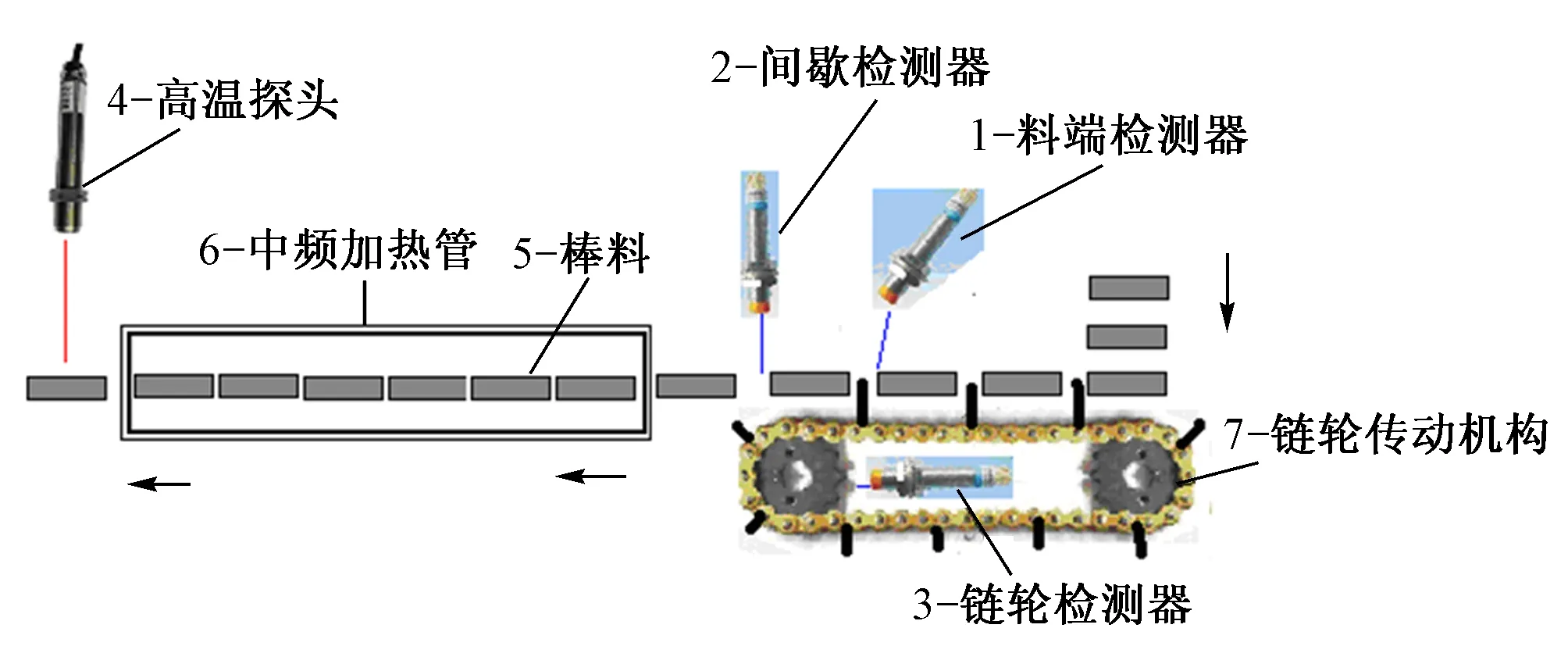
图5 弹条棒料中频加热温度闭环控制原理示意
弹条棒料加热闭环控制装置的特点是在通常使用的弹条棒料中频加热设备上,增加了料端检测器、间歇检测器、链轮检测器和一套PLC闭环控制系统。控制系统监测棒料送料机构运行,一旦出现故障导致卡料或缺料,控制装置将自动降低中频炉加热功率,避免棒料过烧并发出报警,提醒操作人员及时处理,从而有效保证弹条的生产质量。
在弹条实际生产中,用PLC闭环控制系统完成以下任务:
1)精确测量加热走动中每根棒料的起点;
2)分段读取棒料温度值,定点和标准曲线比较,分段采用模糊控制方式进行温度闭环反馈控制。
由于棒料加热后温度逐段分布是不一致的,最初尝试使用常规的PID方式进行温度闭环控制。试验发现这种方式不但保证不了温度稳定,反而会引起温度震荡,使得弹条棒料的温度更加不均匀。
后来通过测量获得了不同长度、不同直径的棒料中频加热后温度分布曲线,根据其稳定性变化规律改变反馈方式。
考虑到生产过程中棒料匀速移动的节拍和中频反馈功率变化的滞后,温度采集了平均值、最大值、温度瞬时变化率等参数。反馈值的确定采用了定次数判断、多次结果综合评定等方式,以保证闭环反馈值的正确性和可靠性,保持系统工作的稳定性。
4 闭环控制装置应用情况
在高速铁路弹条成型生产中,用同一台中频加热设备加装上闭环控制系统加热同样规格棒料,通过开启和关闭闭环控制系统,实测记录得到在中频加热设备上增加闭环控制系统前后的温度变化数据,见图6。

图6 闭环控制前后中频加热过程中单根棒料温度变化
由图6可知:
1)中频加热设备增加闭环控制系统后,使加热中的单根弹条表面温度变化幅度减小约30%。
2)外界环境因素影响时,如启动中频设备时功率不稳定、电源波动、棒料移动速度波动等,未加闭环情况下,需要人工随时调整中频设备功率旋钮进行干预,难免造成工件温度波动。而增加闭环控制系统后,系统能自动检测工件温度变化,并反馈控制中频设备功率和棒料移动速度,消除外界环境因素的影响,使棒料温度趋于一致。实施闭环控制后开机起始30根棒料温度变化情况见图7。比较图4、图7可见,实施闭环控制后起始加热的30根棒料温度曲线明显趋于平缓。

图7 实施闭环控制后开机起始30根棒料温度变化
3)由于高速铁路弹条品种较多,棒料直径不同,长度也存在较大差异,所需要的中频设备功率和棒料加热时间各不相同,加之中频加热设备特性也不尽相同,因此本系统设计了自适应调整程序段。对任一新工件,首次进入增加闭环控制系统的中频加热成型生产线时,要进行试验调整,得出中频加热功率、送料电机分段驱动误差、棒料分段根数等7个参数,编号保存于机器中。正常生产时,输入产品编号,机器自动按编号调用对应参数进行闭环控制运行。
目前已将以上闭环控制系统应用到多台高速铁路弹条压型生产线上,在保证棒料加热温度的一致性,防止棒料过烧等方面取得了较好的效果。经过一年多的应用,从产品的过程控制和出厂检验数据看,尺寸异常波动更少,变化范围更小,金相组织评级也更加稳定。
5 结语
中频感应加热炉以其加热速度快、热效率高、无污染、易于控制等优点,成为许多工业生产厂家的首选设备,目前国内中频加热设备性能已接近国际先进水平。而加热设备温度控制技术,则与国际先进水平相距甚远。控温水平的落后,已成为制约产品质量的瓶颈。通过一年多的研究和应用探索,积累了有益的经验。
研究实践表明,通过式中频感应加热炉可以实现温度闭环控制。由于中频加热设备电器特性存在差异,用于不同型号、规格产品的生产,因尺寸、形状不同,棒料直径、长度各异,要针对各种具体设备和产品的特性加以研究,采用不同针对性的控制模式和算法才能取得较好的控制效果。
闭环控制系统可以针对不同规格长度和直径的棒料通过快速试验获得初始数据、自动确定初始控制参数,保存到相应的程序编号,供生产运行时调用,方便了不同型号弹条中频加热生产中的快速应用。目前正在研究引入包含AI技术的智能学习模块,实现对不同型号弹条产品的自适应,以进一步完善其功能,提高经济和社会效益。
猜你喜欢
北京航空航天大学学报(2022年5期)2022-06-06
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
锻造与冲压(2021年21期)2021-11-12
自动化与仪表(2020年5期)2020-01-17
石油化工自动化(2020年3期)2020-01-01
电子制作(2018年11期)2018-08-04
浙江工业大学学报(2017年5期)2018-01-22
制造技术与机床(2017年5期)2018-01-19
电脑知识与技术(2016年18期)2016-11-02
