
齿轮测量中心关键技术的研发与应用
2018-07-31 03:20哈尔滨量具刃具集团有限责任公司
世界制造技术与装备市场 2018年3期
哈尔滨量具刃具集团有限责任公司 赵 建
本文介绍了齿轮测量中心关键技术的研究背景,重点阐述了齿轮测量中心有限元分析优化结构、激光干涉仪检验、齿轮测量中心三维测头和三维测量软件的研发应用。
一、研究的目的和意义
齿轮传动是机械传动的重要转动形式之一,其具有速度范围大、功率范围广、结构紧凑等优点,已广泛应用于各种机械设备和仪器仪表中。随着现代工业的发展,齿轮的种类越来越多,从渐开线齿轮发展到弧齿轮、锥齿轮、伞齿轮、人字齿甚至是非圆齿轮,各种新型齿轮层出不穷。
CNC齿轮测量中心是一个包含回转轴的四轴四坐标测量机,其测量原理为电子展成法,计算机控制电机控制模块实现各轴按预定参数运动,使测头相对工件运动轨迹为测量曲线,测头相对运动的同时,计算机不断采集各光栅轴的实际位置和测头示值,实现同步采集,将采集数据与理论齿面展开位置进行比较,完成测量及误差评定。工业的发展使齿轮加工机床和齿轮刀具的精度随之提高,对齿轮测量的精度要求也越来越高,齿轮及其加工刀具都对测量仪器的精度提出了更高的要求,且随着评价技术的发展,评价齿轮和齿轮加工刀具质量的测量项目也越来越多。
目前国外生产齿轮测量中心的国家有德美日等少数几个发达国家,代表产品为德国Klingelnberg,美国Gleason公司生产的齿轮测量中心,测量等级达到VDI/VDE I级,能检测各种齿轮及齿轮刀具。对较复杂的螺旋锥齿轮,不仅能检测齿轮加工误差,还能根据误差值通过最优算法算出机床的调整误差,再反馈给数控机床,形成了加工、检测、再加工的闭环系统,不仅提高加工效率,也提高了加工精度。
国内齿轮测量中心的研究起步较晚,目前国内齿轮量仪厂家生产的产品,主要是采用一维电感测头的中低端产品,高端市场上,国产仪器几乎呈空白状态,例如机器人行业使用的RV减速器,其中高精度摆线轮和针齿等关键部件精度测量和汽车行业变速箱使用的多联齿轮正时关系测量等,主要依靠进口齿轮测量中心实现测量评定。中低端产品的附加值也较低,且近几年经济形势对中低端市场的冲击越发严峻。所以研发高精度、高稳定性、高附加值、动态特性良好的齿轮测量中心刻不容缓。
二、产品性能介绍
齿轮测量中心主要由机械系统、控制系统和软件系统三大系统组成,如果把齿轮测量中心比喻成人,那么机械系统和控制系统是它的身体,软件系统是它的大脑,机械系统和控制系统的精度和稳定性会反作用给软件系统。例如RV减速机用的摆线齿轮,要完成其几何参数的扫描测量,对机械精度、刚性,控制系统的稳定性,软件的算法和整机的动态特性都提出高标准的要求。目前国内齿轮测量中心以触发式测量为主,因为齿轮测量中心要完成复杂工件某些参数的扫描测量功能,得到准确的测量数值,必须对齿轮测量中心三大系统统一分析处理。
要得到一款高精度、高稳定性的齿轮测量中心,需要在设计过程中对整体结构进行有限元分析,验证结构的正确性、稳定性,预测分析不同工况下齿轮测量中心的模态、共振、谐响应等动力学变形等机械系统的动力学特性的变化规律,分析其对精确度的影响规律,优化结构设计。产品试制过程中,通过使用激光干涉仪等设备,对关键指标检查验证,重点验证分析各运动轴的动态特性曲线。设计分析和实验验证缺一不可。
三、主要研究内容和新技术应用情况
哈量集团立足于市场需求研发齿轮测量中心的关键技术,着力解决了“激光干涉仪检测齿轮测量中心运动轴的静态、动态性能”、“激光干涉仪对光栅尺校准和修正”、“齿轮测量中心应用三维测头和三维软件建模测量与评定”、“绝对式光栅尺的应用和实验”及“齿轮测量中心测量结果反补偿机床加工”等多项技术瓶颈。
本文中主要介绍以下几个创新点:
(1)齿轮测量中心的结构设计验证,将有限元分析的建模验证与激光干涉仪的产品试制验证相结合论证。
(2)高精度轴系研发,轴系部件整体磨削工艺。
(3)PID参数调试。
发射台的发射天线基本都在60米以上,在当地也算是最高的建筑了,天线即作为发射体,也是最好的引雷体,因此遭受雷击的几率比较高,特别是雷电高发区,经常遇到雷电损坏匹配网络和发射机部件的事故,因此,在天馈线匹配网络中一定要增加避雷装置,确保发射系统的安全。图4是三种防雷网络原理图。
(4)齿轮测量中心应用三维测头和三维软件研发。
1.主机座的设计、分析和验证
(1)设计验证
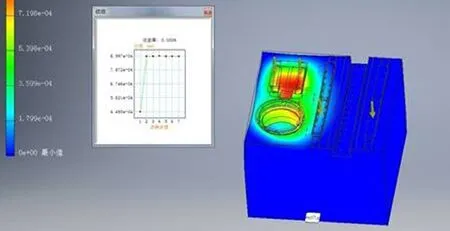
机座部件安装顶尖立柱及轴系部分,支撑切向滑板及测量立柱,受力较大,机座的刚性和稳定性除了影响仪器切向的精度,还会对仪器各运动轴的直线度误差,各轴间的垂直度误差等产生影响。基座设计时通过有限元工具设计本身分析,试验阶段通过激光干涉仪对其验证。
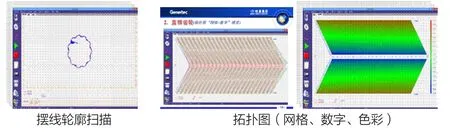
测量主机座的材料为灰铸铁,其材料的弹性模量为 1.38×10Pa,密度7280kg/m3,泊松比为 0.3。根据工况对机座加载,拓扑优化分析模型。
根据拓扑优化后模型,满足设计要求,确定基座结构。
(2)利用激光检测验证拓扑分析准确性
齿轮测量中心检测使用的雷尼绍公司的激光干涉仪XL-80。干涉技术是一种测量距离精度等于以至于高于1ppm的测量方法。该技术是基于光束一种波动的事实,其波长是精确已知的。波长是指两个相邻波峰间的距离。在可见光光谱中,波长范围在0.45微米至0.7微米之间变化。
测量技术的基理是把两束相干光合并或引起相互干涉,其合成结果为两个波形的相位差,用该相位差来确定两个光波的光路差值的变化。

因此,若两个相干波形的相位差随着其光程长度之差逐渐变化而相应变化的话,那么合成干涉波形的强度则会相应周期性变化。
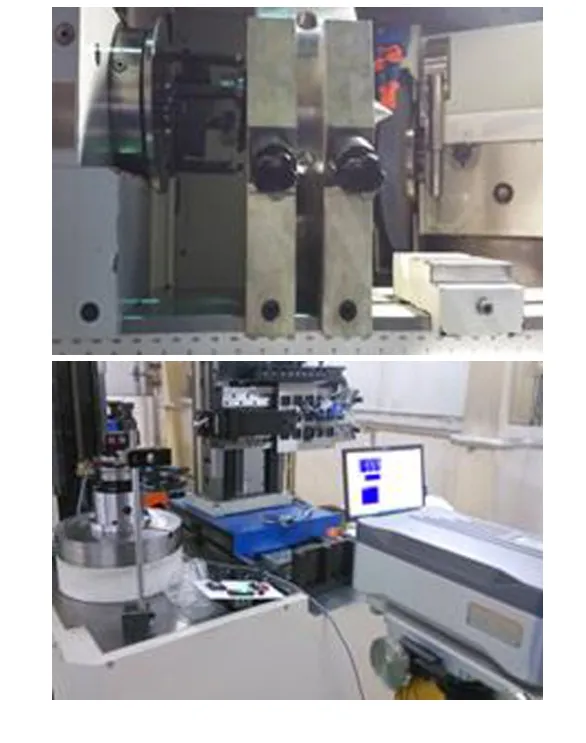
论证中利用激光干涉仪检测齿轮测量中心的各直线轴线性误差、平行度误差、直线度误差、垂直轴的垂直度误差、并利用角度误差测量功能完成齿轮测量中心系统的动态综合误差检测。

通过激光干涉仪检测,分析激光干涉仪输出数据,多次论证、优化设计,再将试验论证后的结构加工试验测量,论证到齿轮测量中心各项指标满足设计要求,论证出齿轮测量中心使用工况下有限元分析结构结果与实际发生结果之间的关系。
2.高精度回转工作台的设计加工和验证
(1)概要
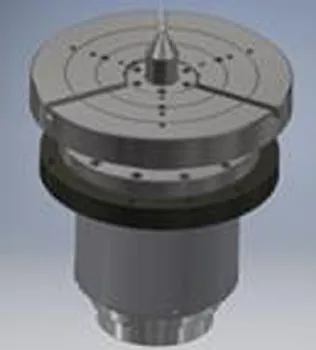
齿轮测量中心的轴系精度,主要包括轴系装配后下顶尖跳动精度和闭环控制时主轴的转位精度。目前齿轮测量中心主轴的下顶尖跳动精度,主要依靠保证轴系组成工件精度,装配后调试完成,传统的方式,装配后单件误差综合后误差会集中于下顶尖锥面,下顶尖锥面不同高度难以都达到理想的精度,既对装配人员的技能要求很高,还难以达到VDI标准规定的一类仪器精度要求。
(2)创新点
a) 轴向预紧力密珠轴系,整体磨削加工工艺。
b) 激光干涉仪检测齿轮测量中心转位精度。

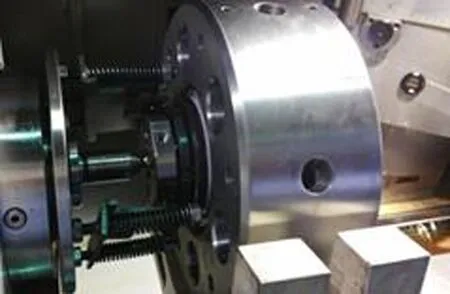
轴系部分采用轴向预紧力密珠轴承轴系,它由主轴、轴套和密集于两者之间的具有过盈配合的滚珠所组成。滚珠的密集分布与过盈配合,有助于减小各组成件制作误差对轴系精度的影响,从而使轴系回转精度有所提高。密集的滚珠相当于多头螺旋线排列,每个滚珠公转时沿着自己的滚道滚动,互不重复,减小了滚动磨损,使轴的精度得以长期保持。滚珠的过盈相当于预加载荷,通过微量的弹性变形起着消除间隙,减小几何形状误差影响的作用,密集的滚珠与过盈配合共同作用结果,均化了轴套、主轴和滚珠尺寸误差和形状误差,提高了轴系回转精度。同时,主轴的轴向预紧力,也为主轴的整体磨削提供了前提条件。
主轴系统是在垂直情况下安装使用的,轴系载荷都集中在了轴向承载滚珠上,所以主轴的承载能力由轴向承载滚珠的承载能力决定,影响滚珠承载能力的因素有滚珠的材料、直径和数量,滚珠材料通常是轴承钢GCr15,所以我们只需通过计算确定滚珠直径和数量即可。按强度条件计算滚珠直径d1的公式为:

从公式中我们可以看出,滚珠直径d1是与滚珠个数z1之间相关联的,在主轴载荷确定的情况下,两者之间呈反比关系,滚珠个数z1越大,所需的滚珠直径越小。根据材料力学分析,减小滚珠直径会有助于提高密珠滚动轴承轴系的刚性,但是滚珠个数z1太多会影响轴系的运动灵活性。所以,我们应在不影响主轴旋转灵活性的前提下,根据主轴尺寸合理排布滚珠,确定滚珠个数z1,从而确定钢球直径d1。最后还应通过计算滚珠的直径变形量δ来校验所选的滚珠直径是否满足要求。滚珠的直径变形量公式如下所示:

式中,E1、E2分别为滚珠和滚珠接触面的材料弹性模量。
轴系零件在加工中不可避免的存在加工误差,导致轴系在装配时径向会产生间隙,影响轴系运动精度和刚性,所以为了能够消除此间隙,常用的做法是采用过盈量装配的方法。本设计的轴系,轴向方向也采用预紧力装配方式,根据以往的设计经验和装配后验证,确定合适的预紧力。
轴系加工和装配后,整体磨加工,并使用激光干涉仪等手段检测,根据检查结果优化设计,反复论证,直至满足设计需求。
3.PID参数调试
高精度齿轮测量中心在实现各种测量功能的过程中,需要各直线轴和旋转主轴按照程序指令平稳、快速地完成测量动作,因此仪器各直线轴和旋转主轴的运动精度直接影响仪器的测量精度,运动轴的运行平稳性、响应速度和定位准确是仪器精度保障。高精度齿轮测量中心采用CNC全闭环控制系统,高精度光栅精确定位的电机和多轴运动控制卡组成闭环,控制各运动轴的运动定位,为使这套闭环系统能够快速协调的运转,在多轴运动控制卡内部我们采用高精度PID控制算法进行调节,相比传统的PID算法,控制单元内部增加了稳态误差调节、速度前馈、阻尼前馈、陷波滤波器等多个辅助调节环节,使我们能够调试出更加理想的运动状态,充分满足高精度齿轮测量中心运动轴对于综合运动精度的需要。
4.软件功能支持
(1)概述
LinksGear三维齿轮检测软件是在四轴(X、Y、Z、C)坐标系平台下,适配先进的三维测头传感器开发完成,现可对圆柱齿轮、直齿锥齿轮、弧齿锥齿轮、圆弧圆柱齿轮、摆线齿轮等工件进行测量及误差评定,其测量项目更加丰富,测量方式更加灵活多变,测量效率也更为高效。
(2)创新点
a) 基于NURBS(非均匀有理B样条)理论的曲面重构技术 ,利用复杂曲面的特征点实现了空间曲面的NURBS重构,不仅实现曲面的误差计算算法的统一,也使测量方式更加灵活,比如: 渐开线的测量可以按照两轴或三轴的电子展成法,也可以按照极坐标方式测量,这对超大齿轮的测量有非常重要的意义。也可利用NURBS曲面控制点实现曲面的连续扫面测量,极大地提高了测量效率。
b) 工件装卡自动找正技术(支持30多种找正方式),通过三维测头测量工件的基准面,实现了工件坐标系与仪器坐标系的统一,对装卡允许误差由原来的μm级降低到了mm级,不仅满足了工件的快速装卡要求,而且极大减轻了对装卡人员安装水平的要求,通过测量位置和测量数据的双重修正最大程度地降低了装卡误差对测量结果的影响。
以盘形弧齿锥齿轮为例,利用NURBS理论曲面重构技术及工件自动找正技术,测量单次的时间由原来的约20分钟缩短到4分钟,测量精度提高1个等级以上。
c) 软件可以根据用户选择的测量项目,自动生成运动程序代码,利用控制卡的循环缓冲区,边执行边下载,从而实现任意空间曲线的运动轨迹,比如在弧齿锥齿轮上已实现的形状连续扫描,测量效率得到了极大提升。
d) 坐标系复位功能,若仪器选用增量光栅尺,在仪器开启后各轴将执行回零动作,用以复位光栅坐标系和测头坐标系,和以往的测量中心相比,省去了上电重新校准测头等步骤,简化了测量准备工作;若选用绝对式光栅尺,上电后仪器即可进入测量状态,使测量准备工作更为简单。
e) 三维测头自动校准功能 ,通过测量球规,可对测头三轴(PX、PY、PZ)与仪器三轴(X、Y、Z)的平行度,测头三轴间的相互垂直度,测力引起的测针变形等误差进行自动校准,不仅提高了测头的测量精度,也降低了测头对安装误差的要求。
f) 软件具有测针库管理功能,可以对多种规格及方向的测针进行标定及管理,同时记录测头标定的详细信息,如测球及测针直径,坐标系、悬空值,标定时的仪器及环境温度等。程序可在测量工件时根据需要自动更换用户指定的测针,省时省力。
四、成果应用及推广
本文研发的齿轮测量中心关键技术,已经推广应用到哈量集团生产的L30A型齿轮测量中心和L65G型齿轮测量中心等产品,至今已经销售多台,例如一汽解放汽车有限公司齿轴中心、合肥长远液压股份有限公司、江西乾元机械制造有限公司等企业。哈量集团生产的齿轮测量中心对以上关键技术的应用,使产品的精度、稳定性、人性化的操控界面、针对不同用户提供定制的成套解决方案等,均得到厂家的肯定与认可。L30A型齿轮测量中心等产品的研制成功和产品化,结束了国内高精度齿轮测量中心市场由国外厂商统治的局面。 □
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
防爆电机(2022年3期)2022-06-17
计测技术(2020年6期)2020-06-09
制造技术与机床(2019年11期)2019-12-04
船舶标准化工程师(2019年4期)2019-07-24
航天电子对抗(2019年4期)2019-06-02
制导与引信(2017年3期)2017-11-02
华东理工大学学报(自然科学版)(2017年5期)2017-11-01
通信电源技术(2016年1期)2016-04-16
舰船科学技术(2016年1期)2016-02-27
