ACES尿素装置解吸水解系统排放工艺冷凝液氨含量偏高的原因分析及对策
2018-07-31 02:21殷联刚
中氮肥 2018年4期
殷联刚
(陕西渭河煤化工集团有限责任公司,陕西渭南 714000)
陕西渭河煤化工集团有限责任公司520 kt/a的ACES尿素装置于1996年建成投产,经过不断的消化吸收和优化改进,整体上装置运行状况良好;按照设计要求,其解吸水解系统排放工艺冷凝液中的氨和尿素含量应不大于1×10-6,但实际情况是,2009年装置进行进一步改造后,解吸水解系统的运行状况仍未能达到最初的设计要求。然而,随着环保形势的日益严峻,解吸水解系统排放工艺冷凝液能否达标(或接近指标)就显得格外重要了。
1 解吸水解系统简介
520 kt/a的ACES尿素装置解吸水解系统主要包括工艺冷凝液汽提塔(DA501)、尿素水解塔(DA502)、工艺冷凝液汽提塔预热器(EA504)、尿素水解塔预热器(EA505)、工艺冷凝液泵(GA501A/B)、尿素水解塔给料泵(GA502A/B)、工艺冷凝液回收泵(GA505A/B)等设备,其工艺流程及相关参数(设计值)如下。
来自蒸发系统的工艺冷凝液由汽提塔给料泵(GA501)送往工艺冷凝液汽提塔(DA501)的预热器(EA504),进料流量(FI504)40~43 t/h,被加热到130℃(T506)后进入DA501顶部。工艺冷凝液汽提塔(DA501)由上塔和下塔2部分组成,塔内共有50块筛板,操作压力(P501)为0.29 MPa,利用直接进入塔底的低压蒸汽将冷凝液中的NH3和CO2汽提出来。工艺冷凝液经过DA501的汽提,上塔塔顶氨含量7.61%(质量分数,下同)、CO2含量6.49%的气体经压力调节阀(PICA501)控制压力后,温度(T507)为136℃送入低压分解器(DA202)回收其中的NH3和CO2;上塔底部的工艺冷凝液中仍含有5 000×10-6的尿素,此部分冷凝液用尿素水解泵(GA502)送往尿素水解塔预热器(EA505)加热后,再去尿素水解塔(DA502)底部。在DA502内,含有尿素的工艺冷凝液被底部送入的中压蒸汽直接加热,在温度(T511)205℃、压力(P502)1.96 MPa条件下,经42 min的停留,尿素充分水解为 NH3和 CO2。出水解塔顶部的气体经压力调节阀(PV502)进入DA501上塔第12块塔板作汽提气用,DA502底部的液体(尿素含量<5×10-6),在EA505中与尿素水解塔给料泵(GA502A/B)送来的工艺冷凝液换热后,经液位调节阀(LV504)返回DA501下部,通过汽提进一步回收NH3和CO2。处理后的工艺冷凝液残余尿素含量和氨含量均为1×10-6,温度(T508)≥146℃,此冷凝液从DA501下塔底部出来,与GA501A/B送来的工艺冷凝液换热后,用工艺冷凝液回收泵(GA505A/B)送出界区。
2 存在的问题
按设计要求,解吸水解系统排放工艺冷凝液中的氨和尿素含量均不大于1×10-6,但在整个ACES尿素装置前系统运行基本稳定、解吸水解系统进料符合要求的情况下,解吸水解系统排放工艺冷凝液中的尿素含量接近设计值(≤1×10-6,满足尿素车间尿素含量≤10×10-6的指标要求),氨含量不能满足不大于1×10-6的设计要求,有时甚至超过尿素车间氨含量≤10×10-6的指标要求,导致动力车间离子交换树脂有瘫痪的可能。2017年解吸水解系统运行数据见表1。

表1 2017年解吸水解系统运行数据
3 原因分析
3.1 工艺方面的原因
据系统运行数据不难发现,排放工艺冷凝液中的尿素含量基本上能满足设计要求,但氨含量明显偏高,这表明尿素水解塔(DA502)水解尿素的能力是没有问题的。那么,尿素废液氨含量偏高的原因应该是工艺冷凝液中的氨未得到有效处理(汽提、解吸)。
整个解吸水解系统分为解吸和水解2个过程。解吸是吸收的逆过程,处理尿素生产中的工艺冷凝液,一般是在解吸塔(DA501)底直接通入蒸汽,工艺冷凝液预热后从塔顶送入,只要其NH3和CO2的平衡分压大于气相中相应的分压,即可将液相中的NH3和CO2逐出。高温和低压有利于解吸,解吸塔(DA501)的操作压力稍高于分解系统的压力,以保证系统的稳定运行。
ACES尿素工艺解吸水解系统解吸段主要由工艺冷凝液预热器(EA504)和工艺冷凝液汽提塔(DA501)2台设备组成。EA504的主要作用是利用DA501底部出来的工艺冷凝液将来自蒸发工段的工艺冷凝液预热到130℃,而实际上目前预热器出液温度(T506)基本上在120℃以下,由于工艺冷凝液进料为泡点进料,这就会造成DA501进液中氨含量偏高,DA501顶部几块塔板(尤其是顶部第1块塔板和第2块塔板)气液相间的传质传热推动力达不到设计要求,造成进入DA502的工艺冷凝液中氨含量超标;而在DA502中,主要进行尿素水解反应,氨将存在于整个液相中,随着尿素水解反应的进行,液相中的氨含量继续升高,进入到DA501下部后,液相中氨含量超出DA501下塔的设计处理能力,从而使最终排放的工艺冷凝液中的氨含量超标。
另外,尿素水解塔(DA502)运行参数也是影响排放工艺冷凝液中氨含量的一个重要因素。设计要求 DA502顶部压力(P502)1.96 MPa、温度(T511)205℃,而实际上DA502顶部压力1.74~1.85 MPa、温度197~200℃,这种改变能保证排放工艺冷凝液中的尿素含量达标,但不能完全保证排放工艺冷凝液中的氨含量达标。
3.2 设备方面的原因
引起工艺冷凝液氨含量超标的设备方面的原因,主要是尿素装置设备老化问题突出,解吸水解系统设备亦是如此。由于EA504换热效果下降、DA501内部塔盘出现松动等问题,导致偏流等异常状况存在,从而改变了DA501内气液相流动的状态,进而影响物料之间的热量传递、动量传递与质量传递,最终导致排放工艺冷凝液中的氨含量超标。
4 处理措施
对于解吸水解系统进料温度偏低的问题,工艺方面采取的处理措施是稳定前系统(合成、分解回收、蒸发)的运行,以保证解吸水解系统工艺冷凝液进液组分(S501、S503)在指标范围内且相对稳定,即沿着有利于进料温度(T506)升高的方向调整解吸水解系统的状况。
针对当前前系统尤其是蒸发系统波动引起的进入解吸水解系统工艺冷凝液中的尿素含量上升,系统进行了如表1所示的相关调整,导致最终排放工艺冷凝液中的氨含量上升。然而,分析与对比2015年的运行数据(见表2)和2017年的运行数据(表1),我们可得出这样的结论:适当提高水解塔(DA502)顶部压力(P502),有利于维持DA502较高的温度(T511),有利于尿素的水解,从而降低DA502出液组分中的尿素含量;但较高的系统压力不利于氨的解吸,最终导致出液中氨含量升高。
由此,我们制订了如下处理措施:① 适当降低DA502的操作压力,即将P502控制在1.60 MPa左右,温度(T511)维持在197℃以上,这样既可保证解吸水解系统排放工艺冷凝液中的尿素含量满足设计指标(完全可达到尿素车间排放工艺冷凝液中的尿素含量≤10×10-6的规定),又会明显降低排放工艺冷凝液中的氨含量,使其完全满足车间级指标要求,达到环保排放的标准;②适当提高DA501的操作温度,但其顶部温度(T507)不能超过139℃,尽量降低进入分解系统的NH3和CO2含量(否则会对低压分解和蒸发系统造成一定的影响),以利于降低排放工艺冷凝液中的氨含量。
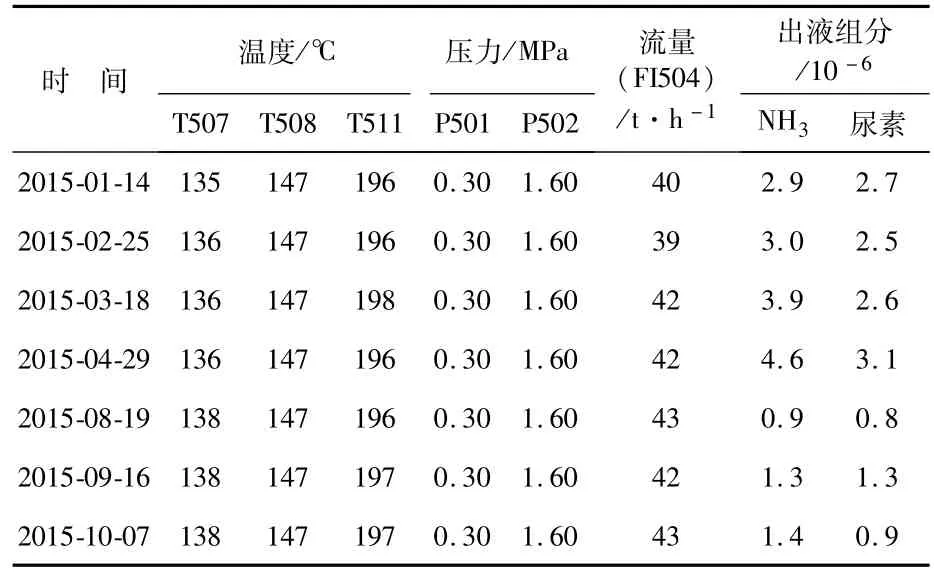
表2 2015年解吸水解系统运行数据
对于因EA504换热效率降低引起的进料温度偏低问题,可在检修期间对EA504进行彻底除垢清洗,在设备达到使用年限后也可考虑进行更新。对于DA501内部塔盘松动等设备本体方面的问题,可择机对其内部进行彻底检查和修复。
5 结束语
目前,环保形势日益严峻,而同时我们面临的问题是设备老化问题突出、动力车间离子交换树脂处理能力下降,这就对尿素车间解吸水解系统的运行提出了更高、更严苛的要求。因此,运行期间工艺方面首先应尽量保证整套ACES尿素装置的平稳运行,避免因前系统的波动导致解吸水解系统的紊乱和波动;其次,由于蒸发系统的运行状况直接影响着解吸水解系统的稳定运行与否,加之引起蒸发系统波动的原因较多,因此必须严密监控蒸发系统的运行状况;再者,需对解吸水解系统的运行参数进行优化调整。设备方面,要针对查找出的短板问题对设备进行相应的检查和修复(或更新)。上述措施全部落实后,解吸水解系统排放工艺冷凝液中的氨含量可达到车间级指标要求,可望接近设计值,从而确保尿素装置的环保运行。
猜你喜欢
炼油与化工(2022年6期)2023-01-10
中国药学药品知识仓库(2022年10期)2022-05-29
油气田地面工程(2022年2期)2022-03-01
四川化工(2021年6期)2022-01-12
昆钢科技(2021年4期)2021-11-06
化工管理(2020年30期)2020-11-06
化工管理(2020年29期)2020-10-29
山西教育·招考(2020年3期)2020-05-14
中氮肥(2019年1期)2019-01-17
中国资源综合利用(2017年1期)2018-01-22