倒角类冲压零件轮廓缺陷视觉检测
2018-07-27 05:15:10,,,,
计算机测量与控制 2018年7期
,,, ,
(河北工业大学 控制科学与工程学院,天津 300130)
0 引言
倒角类冲压零件(冲压件)在汽车行业应用广泛,是宝马、奔驰、大众等汽车后备箱、前机盖以及车门等锁具必不可少的重要精密零部件,其产品质量有助于保障汽车密封性、可靠性以及驾驶人员的生命财产安全。轮廓缺陷将会严重影响咬合连接的光滑度、安装导向以及正确装配等,进而影响最终产品的性能。因此,倒角类冲压零件轮廓缺陷检测对于保障产品高质量非常重要[1]。
工业上倒角类冲压零件是通过推送规定厚度、尺寸的钢板经倒角冲压模具冲压而成,内含冲孔,轮廓外凸内陷不一致,包含多个倒角、弧形以及长度不一致的直线段,形状奇异极不规则。加工时极易出现边角缺损、死角处粘料、轮廓变形等小轮廓缺陷。目前,轮廓缺陷都是人工进行目测,随着产品的大规模批量化生产,检测精度要求越来越高。采用人工识别,因量大、轮廓不规则,小轮廓缺陷极易混淆难以识别,效率低、可靠性差,难以满足汽车零部件智能化产业升级的要求,急需智能化检测方案。机器视觉通过机器代替人眼做出测量和判断,具有非接触性、柔性好、适应能力强等优点,结合图像处理,形成了高速光学自动化在线视觉精密检测系统,在现代工业检测中受到了广泛重视[2-4]。
针对轮廓缺陷检测,阈值分割提取相关矩形区域,搜索并测量近似参考线的边缘直线长度,进而检测机电零件缺陷[5],难以适用于形状不规则的倒角类冲压零件轮廓缺陷检测。文献[6]采用最小包围面积矩形作为计算特征进行的粗配准,结合基于角度直方图的精配准方法进行缺陷检测,仍旧难以达到较高的配准精度。文献[7]提出一种基于统计矩的轮廓缺陷检测算法,通过提取轮廓不变矩特征,对比相似度识别轮廓缺陷,但针对大缺陷,效果明显,难以识别小轮廓缺陷。
为解决倒角类冲压零件轮廓缺陷甚至是小缺陷这一重大难题,图像轮廓是描述图像的重要手段,用于目标对象的分割,特征提取和目标识别[8-9],其视觉检测广泛应用于车辆、医学、航天、石材、精密测量等领域[10-11]。本文提出了模糊集合的轮廓提取算法和缺陷匹配识别方法。首先提取轮廓,然后利用轮廓的点、线特征,根据边缘点出现的概率采用霍夫变换定位待检测冲压件,进而得以校正。然后,提出了差分相似匹配算法,适用于多种倒角类冲压零件,准确检测以及定位轮廓缺陷,完成缺陷检测。
1 视觉检测系统配置及工作原理
1.1 检测系统配置及功能
如图1,倒角类冲压零件小轮廓缺陷视觉检测实验平台主要包含:高亮的照明系统、对射光纤传感器、透明钢化玻璃旋转圆盘、MER-500-14GM(500万像素高精度工业相机)、计算机、控制系统、零件分类机构等。
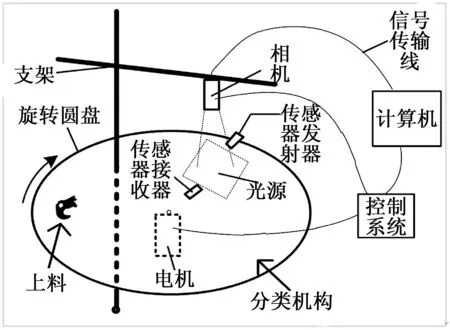
图1 倒角类冲压零件小轮廓缺陷视觉检测系统示意图
1.2 视觉检测系统工作原理
工作原理主要是:检测系统启动后,采用背部照明的方式,以采集对比度明显的冲压件模板图像;然后,控制系统控制圆盘匀速旋转,待检测冲压件持续逐个传送到旋转圆盘上,被圆盘载到相机正下方,对射光纤传感器传输工件到达信号给控制系统,控制系统控制圆盘停止,并触发相机实时采集冲压件图像,避免了运动连续抓拍所产生的工件图像变形;采集完成,计算机执行缺陷检测算法,实时判断零件是否合格,存在缺陷时标记缺陷,反馈信号给控制系统,控制机械分类结构分类,最终完成冲压件缺陷检测以及分类,并控制圆盘旋转检测下一个冲压件。
本文设计的检测系统原理流程图如图2。

图2 倒角类冲压零件小轮廓缺陷视觉检测系统流程图

图3 冲压件处于相机视野不同位置图像采集示意图
实际采集图像时,冲压件有一定的厚度,范围是3~4.5 mm,这样导致在相机视野的不同位置时,会存在一定的视觉角度差异,即相机采集到的图像是有差异的,如图3。其中,α为视场角,β、φ为冲压件在相机不同视野下的视觉角度。
为减少此问题给检测带来的后续困扰,增加对射光纤传感器,当冲压件到相机正下方时,控制系统控制透明钢化玻璃旋转圆盘停止,并触发相机采集图像,以保证图像不失真,检测更加精确。
2 倒角类冲压零件轮廓缺陷检测
2.1 倒角类冲压零件模糊集合轮廓检测
定义A为论域U上的模糊集合,存在一个映射,将集合U映射到单位空间[0,1][13],如下式:
μA:U→[0,1],u→μA(u)
(1)
模糊集合A表示为:
μc(u)=μA(u)∧μB(u)
(2)
其中:μc(u)=μA(u)∧μB(u)为模糊集合μc(u)=min[μA(u),μB(u)]的隶属函数,u(i,j)=f(x-1+i,y-1+j)-f(x,y)对应值0≤i≤2;0≤j≤2,叫做元素对的隶属度,利用隶属度反映元素相对属于该模糊集合程度,对模糊集合进行量化。当(x,y)的时候,所有的是模糊集合的完全成员;当u(2,1)的时候,所有的都不是模糊集合的成员,当WHITE1的值介于0和1之间,那么此时的u(2,1)称为模糊集合的不完全成员。
模糊集合的运算是利用隶属函数的计算得到的,模糊集合ZERO、f(x,y)的交集WHITE2,记作:
μc(u)=μA(u)∧μB(u)
(3)
μc(u)=min[μA(u),μB(u)]
(4)
模糊集合推理轮廓检测,主要使用3*3的像素模板,计算中心邻域灰度差:
u(i,j)=f(x-1+i,y-1+j)-f(x,y)
(5)
其中:0≤i≤2;0≤j≤2,假设I为图像,f(x,y)∈I为图像点(x,y)像素值,u(i,j)为其与邻域像素的灰度差,表示平滑程度,如图4。
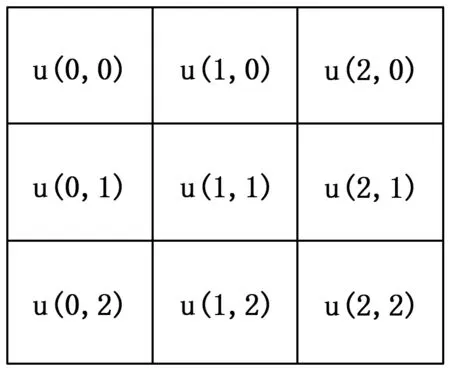
图4 中心邻域灰度差示意图
在空间域中,处于平坦域上的像素为亮,边缘域的像素为暗。采用模糊邻域特性实现模糊边界增强的效果,满足以下规则:
1)若u(1,0)和u(2,1)是ZERO,则f(x,y)是WHITE1;
2)若u(2,1)和u(1,2)是ZERO,则f(x,y)是WHITE2;
3)若u(1,2)和u(0,1)是ZERO,则f(x,y)是WHITE3;
4)若u(0,1)和u(1,0)是ZERO,则f(x,y)是WHITE4;
5)否则f(x,y)是BLACK。
其中u(1,0)、u(0,1)、u(2,1)、u(1,2)为输入的精确值,ZERO为模糊集合,WHITEi、BLACK为模糊输出子集(i=1,2,3,4),均有相应输出隶属度。
ZERO={μZERO(u(i,j))|u(i,j)∈U}
(6)
μZERO(u(i,j))为输入隶属函数。
WHITE1={min[μZERO(u(1,0)),μZERO(u(2,1))]}
(7)
同理可求:WHITE2、WHITE3、WHITE4。
BLACK=min[(1-WHITEi)]
(8)
本文算法增加了权重比例系数λ1、λ2,使得输出更加精确,各规则输出权重定义为Vk:
(9)
计算最终输出隶属度:
(10)
EDGE为边缘模糊集合,根据输出隶属度大小,判断该像素是否是边缘像素,进而提取冲压件轮廓。通过引入模糊集合,根据隶属度将评判标准更加细化,在无需确定阈值的情况下对数字图像进行边缘提取。
2.2 倒角类冲压零件定位和对准
为了定位冲压件,本文引入了HOUGH变换,根据不规则冲压件轮廓自身的点、线特征(内含冲孔,圆心位置则能体现出冲孔位于图像中的位置等)对目标进行定位。HOUGH变换能够检测图中的几何形状,并得到相关的特征参数,具有精度高、抗噪能力强等优点[12]。
基本原理是将图像空间的曲线,经表达式变换为参数空间中一个点。在直角坐标系中,直线表式示为:
y=ax+b
(11)
在参数坐标系中直线对应的表达式为:
b=xa-y
(12)
其中:a和b是确定的参数,分别是斜率和截距,(x,y)为直线像素点坐标,投影到参数坐标系下,(a,b)点会确定一簇直线,形成参数空间峰值点,通过检测峰值点来实现直线的检测。其中,图像平面坐标和参数平面坐标的转换关系如图5。
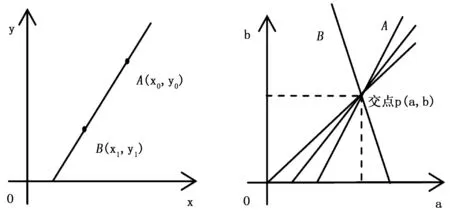
图5 HOUGH变换直线检测示意图
但实际应用中,为避免出现斜率无穷大,截距为 0 等奇异情况,将直线表示成极坐标形式。
ρ=x*cos(θ)+y*sin(θ)
(13)
参数空间中的每一个点都会对应原图中的2、3或n个特征点。假设图中的像素点为:
M={mi=(xi,yi)|i=1,2,3...}
(14)
为解决识别时间长这一缺点,预先设定阈值,选择一对特征点(mi,mj)值,则继续寻找特征点对,若符合参数点(ρl,θl)就可以通过一对特征点构成的直线方程组求得:
(15)
参数数组(ρl,θl)根据求得的结果进行累加,继续上述操作,直到某个数组先超过规定的一个最大值T,相应的最大的N(ρl,θl)数组则表示要检测的直线,大大提高了检测速度。在图像坐标系中,HOUGH变换检测圆以及直线,返回线段两端点坐标以及圆的圆心参数,定位冲压零件示意图如图6。

图6 图像坐标系中冲压件位姿示意图
其中,l(x,y)轮廓最长的直线线段,c(x,y)圆形曲线,计算直线与y轴正方向的夹角θ。根据夹角θ与圆心参数,对比计算得到待检测冲压件以模板冲压件为期望值的旋转角度和平移距离。
Δθ=θ′-θ
(16)
平移量,则可以通过待检测冲压件圆心O′与标准模板冲压件圆心O相减得到。
水平方向沿x轴方向平移量:
Δx=x-x′
(17)
竖直方向沿y轴方向的平移量:
Δy=y-y′
(18)
依据得到旋转点、旋转量以及平移量模板的期望姿态对冲压件进行旋转、平移仿射变换校正,对准冲压件。本文对提取的轮廓进行HOUGH变换,避免了检测图像平面,可能会有多条符合条件的圆与直线,进而难以达到精确定位效果的难题。
2.3 图像相似匹配
大小为M×N灰度图像可以通过f(x,y)来描述,其矩阵表示方式为:
(19)
f(x,y)表示图像(x,y)坐标处的像素值,N和M分别表示横向和纵向的宽度,I为采集的图像,假设有两幅图像IA,IB。对准后,对两图进行差分,得到差值图,如图14。其中,相似距离定义为两个图像对应灰度值差的平方和:
(20)
D值可以作为衡量图像匹配程度的度量值。设定阈值TH,结果R为:
(21)
通过上述结果判定冲压件是否存在缺陷,其中,R=1时,判定冲压件合格;R=0时,判定冲压件存在缺陷。
3 实验结果及分析
为验证本文方法的准确性以及有效性,采用不规则的倒角类冲压零件进行实验,并与Hu不变矩方法[7]对比分析。
3.1 Hu不变矩方法实验结果及分析
Hu不变矩方法,主要提取标准件、两个合格件与两个缺陷件轮廓的7个Hu不变矩参数,测试结果见表1。

表1 Hu不变矩参数比较
根据7个Hu不变矩参数,标准件与待检测件的匹配率:
I(A,B)=(1-I)×100%
(22)
其中:A为标准件,B为待检测件。
(23)
匹配率测试结果见表2。

表2 匹配率结果对比
从表2中可以得知,对于小轮廓缺陷,匹配率并没有明显的差异,Hu不变矩方法不能准确地识别出缺陷。为此,本文提出了模糊集合的轮廓提取算法和缺陷识别方法,包含轮廓提取、图像对准匹配以及缺陷检测三个主要步骤,下面给出实验结果及分析。
3.2 模糊集合轮廓提取实验结果及分析
结合模糊集合推理检测冲压件边缘,输入隶属函数为高斯函数的区间选取为[-0.2,0.2],μZERO(u(i,j))=e-20u(i,j)2,权重比例系数选定为λ1=0.2,λ2=0.8,对倒角类冲压零件采集图像,采用模糊集合提取轮廓,并选取canny算法作为对比方法,结果如图7。

图7 轮廓提取图像
其中,为了便于直观分析实验结果,分别截取突显其中的一部分如图8。
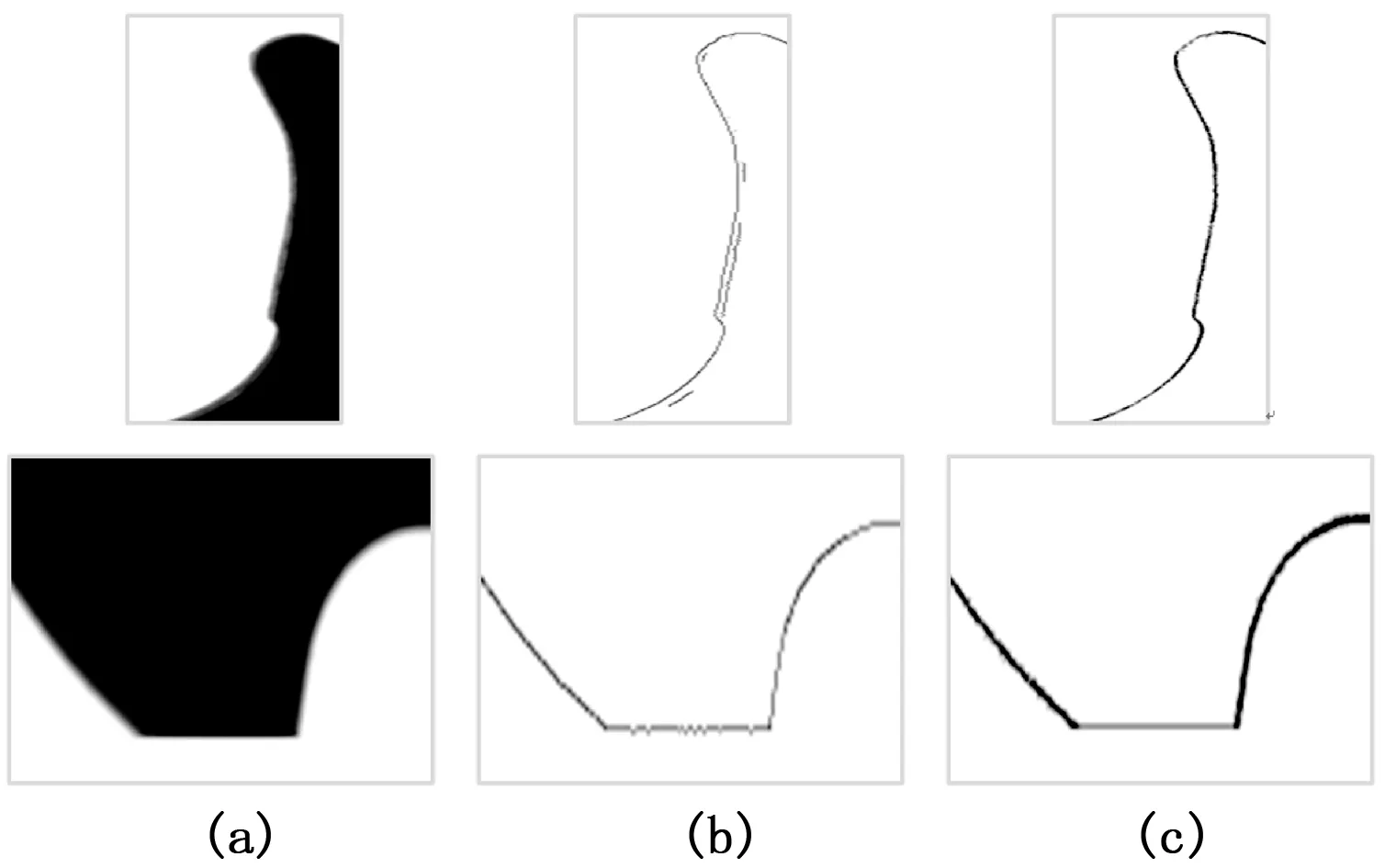
图8 轮廓提取结果图
其中(a)~(c)列图像依次为测试图像、采用canny算子提取的轮廓结果、本文算法提取的轮廓结果,对比试验结果,canny算子容易存在伪边缘,本文提出的模糊集合轮廓提取算法,无需确定阈值,边缘更加清晰、定位更准确,适用于形状不规则的轮廓检测。
3.3 图像对准匹配实验结果及分析
对轮廓进行HOUGH变换,进而计算旋转量Δθ以及平移量(Δx,Δy),通过旋转、平移仿射变换,校正待检测冲压件。待检测冲压件根据标准件仿射变换结果如图9,依次为标准件、待检测合格件、待检测合格件校正。
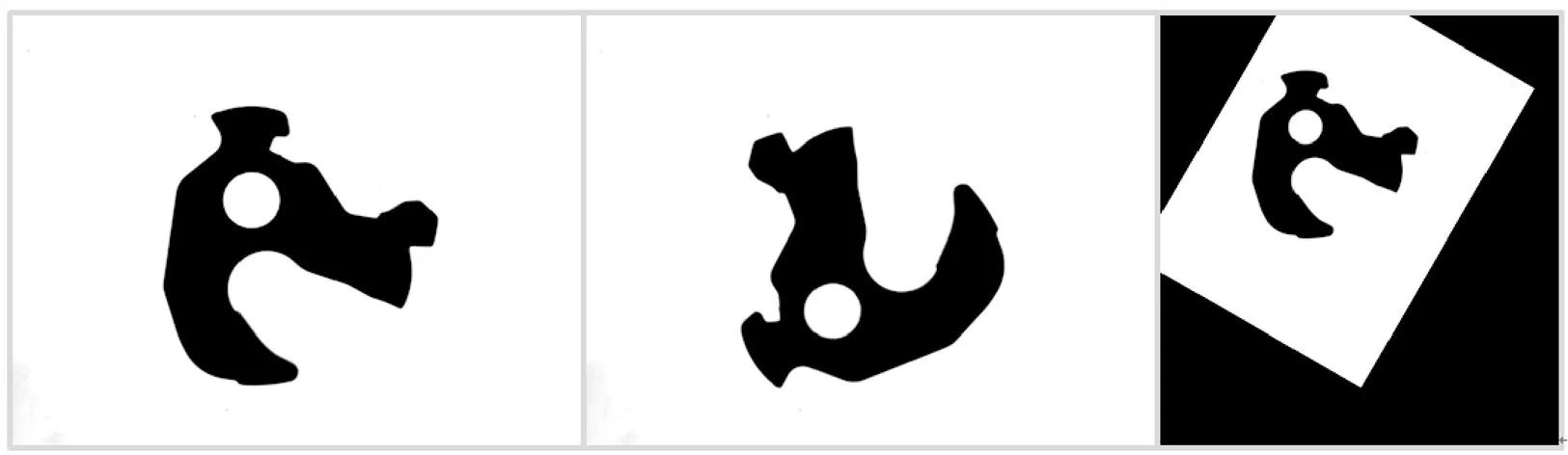
图9 校正合格件结果图
将两个缺陷件图像作为测试图像,以图10中标准件为基准校正后的结果如图10,其中(a)列图像为缺陷件图像,(b)列为校正后的图像。

图10 校正缺陷件结果图
将旋转后的待检测件图像背景补白,与标准件图像按照相同的标准裁剪(依次为标准件、待检测合格件以及缺陷件),结果如图11,其中(a)标准件图像,(b)为待检测合格件,(c)-(d)为待检测缺陷件。

图11 补白裁剪后结果
图像完成校正后,采用差分相似匹配算法,检测缺陷,实验结果如图12,从实验结果中可以很明显的识别出待检测冲压件是否存在缺陷。对待检测冲压件轮廓缺陷部位进行定位、标记,结果如图13。
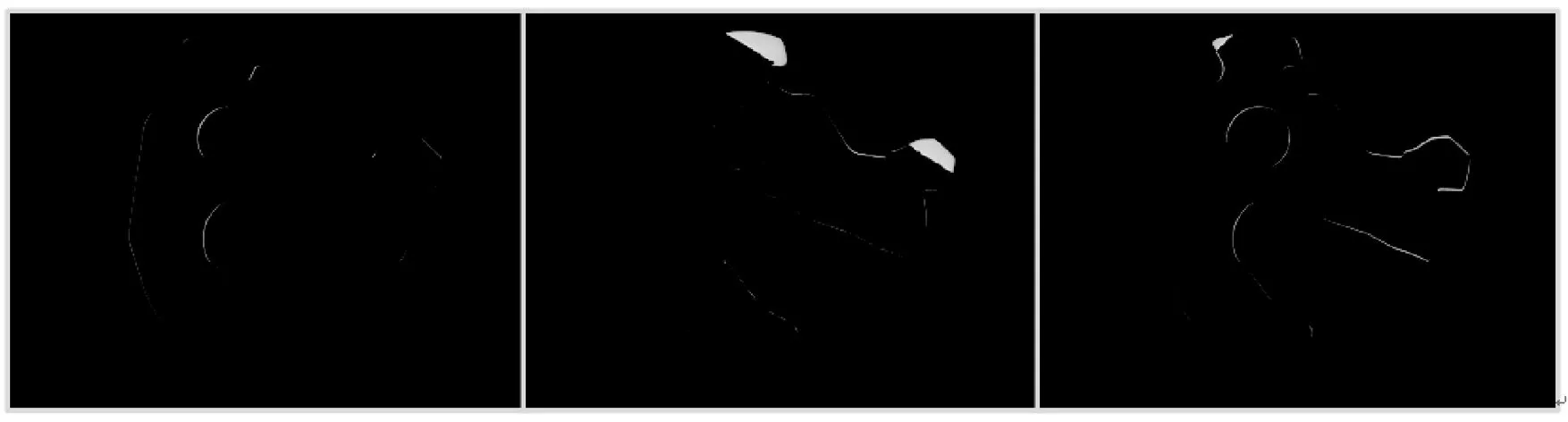
图12 差值图
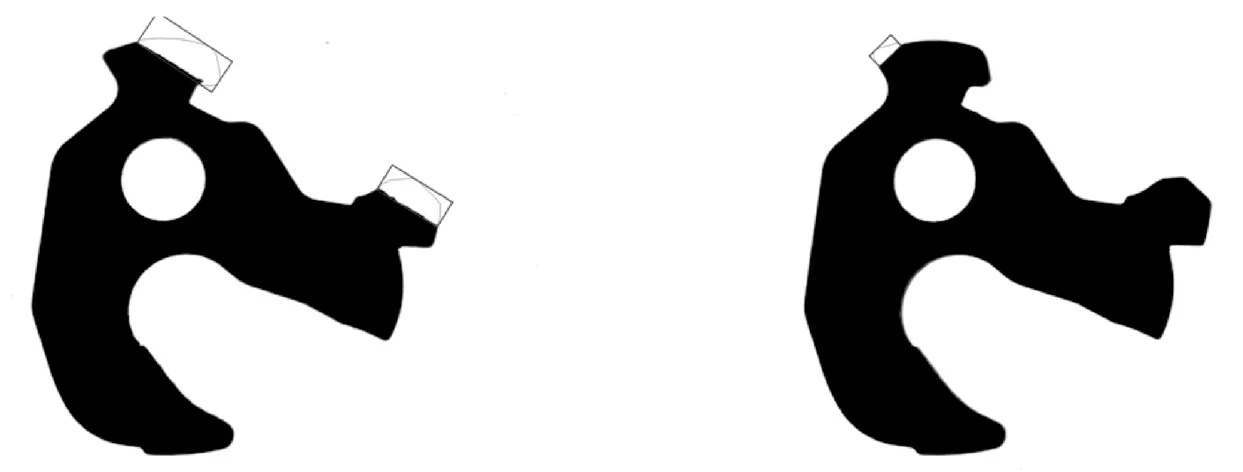
图13 缺陷标记图
通过计算可以得到待检测冲压件与标准件的相似距离D与轮廓缺陷最大偏差值d,见表3,从而精确分析轮廓缺陷边缘偏差情况。

表3 待检测冲压件与标准件相似距离和缺陷偏差
为了比较本文所算法与文献[7]中算法轮廓缺陷检测的准确性以及快速性,取相同的标准件与500件待检测冲压件为测试对象。在Intel 3.6 GHz处理器上,通过c++编程进行对比实验。
本文设置阈值TH=7000,定义检测率为正确识别概率,误检率为合格件识别成缺陷件的概率,漏检率为缺陷件识别成合格件的概率,实验结果见表4。
实验结果表明本文算法能够快速、准确地识别出缺陷件,可靠地解决了倒角类冲压零件小轮廓缺陷视觉检测难题。本文算法能够检测出占整个零件的0.4%以上的缺陷,量化标准为:轮廓包围面积,统计结果见表5。

表4 识别结果

表5 缺陷比例
4 结论
针对倒角类冲压零件奇异不规则,轮廓缺陷特征弱小等难题,提出倒角类冲压零件轮廓缺陷视觉检测方法,并介绍了检测系统结构以及工作原理。针对图像本身实物边缘与背景像素是逐渐过渡的存在模糊性,引入模糊集合,在无需确定阈值的情况下快速提取轮廓,适用于这种形状不规则的轮廓检测;根据轮廓的点、线特征,采用HOUGH变换定位冲压零件,计算旋转、平移量,以冲压件模板图像为期望值校正待检测冲压件图像;计算相似距离,提出对准差分相似匹配方法。实验结果证明:该检测系统以及方法能够准确实现图像对准,识别缺陷,并且能够在图像上明显标记出缺陷的位置,快速、准确、有效、直观,适应性强,能够检测出占整个零件的0.4%以上的缺陷,满足倒角类冲压零件小轮廓缺陷检测的要求。
猜你喜欢
机械工业标准化与质量(2022年4期)2022-08-12 02:20:54
装备制造技术(2021年5期)2021-08-14 01:44:52
工程技术研究(2021年7期)2021-05-30 02:55:04
模具制造(2019年10期)2020-01-06 09:13:08
模具制造(2019年7期)2019-09-25 07:30:04
模具制造(2019年7期)2019-09-25 07:29:56
时代农机(2017年2期)2017-04-02 19:19:12
山东工业技术(2016年15期)2016-12-01 05:31:51
上海金属(2016年2期)2016-11-23 05:34:40
汽车零部件(2014年5期)2014-11-11 12:24:34