
刨切竹单板的软化工艺研究
2018-07-26 07:07汪仁斌杜春贵
竹子学报 2018年1期
汪仁斌,杜春贵
(1.深圳高等职业技术学院,广东 深圳 518055;2.浙江农林大学 工程学院,浙江 杭州 311300)
刨切竹单板(也称刨切薄竹)是将竹片热压制成径向的集成竹块,将竹块冷压胶合成竹方,再将竹方蒸煮软化后经刨切而得的产品[1-3]。刨切竹单板不仅性能与珍贵硬阔叶材薄木相近,而且保持了竹材特有的纹理,具有清新自然、朴实淡雅的质感[4-5],经刨切竹单板贴面或装饰的产品,都给人以回归自然的感觉,深受用户青睐。因此,刨切竹单板作为一种新型高档贴面装饰材料,在人造板、家具等的贴面和装饰装修领域得到了广泛应用。通常竹材加工利用的基本上都是竹壁的竹肉部分,维管束是竹肉构成的主体,它对竹材的性质起主导作用[6-7]。维管束在竹材的节间全部纵向平行排列,加之竹材没有木射线等横向组织[6-8],从而导致所制的刨切竹单板出现纵向强度高、横向强度低、脆性较大等现象,当刨切竹单板用作家具曲面构件贴面或封边时,就会出现横向开裂、破损、折断等问题。故提高刨切竹单板的横向强度和柔韧性能,对扩大刨切薄的应用领域和提高利用率都具有十分重要的意义。然而,有关提高刨切竹单板横向强度的研究报道较少[1,9-10],提高刨切竹单板柔韧性能的研究也仅有1篇采用刨切微竹单板浸渍树脂提高柔韧性能的文献[10]。目前,提高刨切竹单板柔韧性能最简单和有效的方法是对刨切竹单板进行软化,虽然现有一些竹材和竹方软化工艺的研究[2-3,11-16],但有关刨切竹单板软化工艺的研究未见报道。此外,刨切竹单板在厚度、组成和强度等方面都与竹材和竹方有着较大的差别,因而竹材和竹方的软化工艺并不适宜于刨切竹单板。为此,本文对刨切竹单板的软化工艺进行了研究,将为提高刨切竹单板的柔韧性能和扩大其使用范围提供参考和有益借鉴。
1 材料与方法
1.1 材料
刨切竹单板:毛竹(Phyllostachysedulis)刨切竹单板,购自杭州森瑞竹制品有限公司,本色,厚度0.55 mm,含水率为8%~10%。将刨切竹单板产品裁剪成幅面为160 mm×80 mm的尺寸规格,选取无裂隙、无开裂的刨切竹单板作为试材。
软化剂:氢氧化钠(NaOH)、碳酸氢钠(NaHCO3)和尿素(CH4N2O),均为固体和分析纯,分别按照不同的试验要求配成质量分数为1%、2%和3%的溶液。
1.2 方法
1.2.1刨切竹单板的软化工艺 以氢氧化钠、碳酸氢钠和尿素为软化剂,采用单因素试验法研究软化温度、软化时间和软化剂质量分数对刨切竹单板软化效果的影响,最后再分析比较软化剂种类对刨切竹单板软化效果的影响。刨切竹单板的软化工艺参数,见表1。对于同一种软化剂来说,当探讨软化温度(50 ℃、60 ℃、80 ℃)对刨切竹单板软化效果的影响时,软化时间为30 min、软化剂质量分数为1% ;当探讨软化时间(30 min、60 min、90 min)对刨切竹单板软化效果的影响时,软化温度为50 ℃、软化剂质量分数为1%;当探讨软化质量分数(1%、2%、3%)对刨切竹单板软化效果的影响时,软化剂温度为50 ℃、软化时间为30 min。

表1 刨切竹单板的软化工艺参数
1.2.2刨切竹单板的软化效果评价 对于木竹材软化效果的评价,可采用软化处理前后木竹材的硬度、弯曲强度和弹性模量的变化等来评价[14-17]。由于刨切竹单板产品的厚度基本都在0.2~0.6 mm之间,其硬度、弯曲强度和弹性模量等力学性能没有相关的标准检测方法,而且现有生产企业所使用的国家林业行业标准LY/T2222-2013《刨切竹单板》也没有对刨切竹单板(即刨切薄竹)的力学性能作出规定[18]。由于刨切竹单板在曲面构件贴面或封边时,纵向很少发生开裂、折断等问题,故本文不评价刨切竹单板的纵向软化效果。因此,刨切竹单板的软化效果采用横向曲率半径减少率来评价,即用未软化刨切竹单板与软化刨切竹单板的横向曲率半径之差除以未软化刨切竹单板的横向曲率半径的百分比来表示。具体方法是:将软化前后的刨切竹单板横向轻轻慢慢卷曲,直到刨切竹单板快要断裂、不再卷曲时(称为弯曲极限),测量其横向最小卷曲半径(称为曲率半径),同时仔细观察刨切竹单板的是否开裂和变色,再来综合判定软化效果。每一种试验条件测试6个试件,横向曲率半径减少率取平均值。
2 结果与讨论
2.1 软化工艺对刨切竹单板软化效果的影响
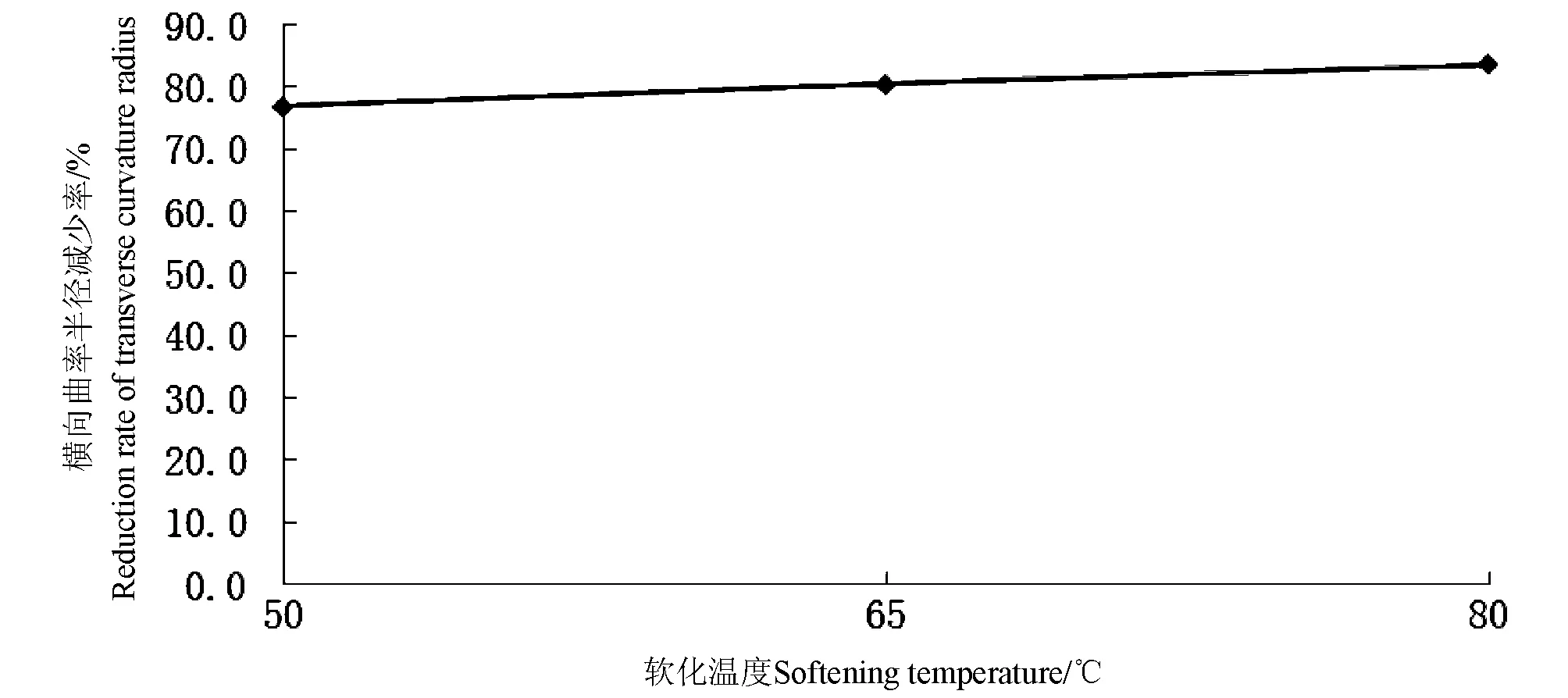
图1 软化温度对横向曲率半径减少率的影响Fig.1 Effects of NaOH softening temperature on reduction rates of transverse curvature radius

图2 软化时间对横向曲率半径减少率的影响Fig.2 Effects of NaOH softening duration on reduction rates of transverse curvature radius

图3 NaOH质量分数对横向曲率半径减少率的影响Fig.3 Effects of NaOH concentration on reduction rates of transverse curvature radius
2.1.1氢氧化钠软化工艺对刨切竹单板软化效果的影响 以氢氧化钠(NaOH)为软化剂,采用单因素试验法对刨切竹单板进行了软化处理。软化温度、软化时间和NaOH质量分数对刨切竹单板软化效果的影响,结果见图1、图2和图3。从图1、图2和图3可知:随着软化温度的升高刨切竹单板的横向曲率半径减少率逐渐增大,这表明刨切竹单板的横向柔韧性能随着软化温度的升高而升高,其中刨切竹单板经过50 ℃的温度软化后的横向曲率半径减少率为80 ℃的92.0%,故刨切竹单板的软化温度对其横向柔韧性能有较大影响。从图1、图2和图3也知:随着软化时间的延长刨切竹单板的横向曲率半径减少率逐渐增加,这表明延长刨切竹单板的软化时间可以提高其横向柔韧性能,其中刨切竹单板软化30 min后的横向曲率半径为90 min的90.4%,因而刨切竹单板的软化时间对其横向柔韧性能有较大影响。从图1、图2和图3还知:随着NaOH质量分数的增大刨切竹单板的横向曲率半径减少率也逐渐增加,这表明提高NaOH的质量分数有利于提高刨切竹单板的横向柔韧性能,其中质量分数1%的NaOH软化刨切竹单板后的的横向曲率半径减少率为3%的86.7%,可见NaOH的质量分数对刨切竹单板的横向柔韧性能有较大影响。因此,刨切竹单板的NaOH软化工艺对其软化后的横向柔韧性能有较大影响。此外,不同的软化温度、软化时间、NaOH质量分数下软化后刨切竹单板的横向曲率半径减少率的平均值分别为80.3%、70.3%、71.8%,由于横向曲率半径减少率越大刨切竹单板的横向柔韧性能越好,由此可认为刨切竹单板的NaOH软化效果的工艺条件优选顺序为:软化温度>NaOH质量分数>软化时间。刨切竹单板经NaOH软化后都产生了变色现象,其中软化温度80 ℃、软化时间90 min、NaOH质量分数3%时的刨切竹单板都产生了少量的开裂,因而刨切竹单板软化时的温度不能过高、时间不能过长、NaOH质量分数不能过高。综合考虑各方面的因素,认为刨切竹单板的NaOH软化的适宜工艺参数应为:软化温度65 ℃、软化时间60 min、NaOH质量分数2%。

图4 软化温度对横向曲率半径减少率的影响Fig.4 Effects of NaHCO3 softening temperature on reduction rates of transverse curvature radius

图5 软化时间对横向曲率半径减少率的影响Fig.5 Effects of NaHCO3 softening duration on reduction rates of transverse curvature radius

图6 NaHCO3质量分数对横向曲率半径减少率的影响Fig.6 Effects of NaHCO3 concentration on reduction rates of transverse curvature radius
2.1.2碳酸氢钠软化工艺对刨切竹单板软化效果的影响 以碳酸氢钠(NaHCO3)为软化剂,采用单因素试验法对刨切竹单板进行了软化处理。软化温度、软化时间和NaHCO3质量分数对刨切竹单板软化效果的影响,结果见图4、图5和图6。从图4、图5和图6可知:随着软化温度的升高刨切竹单板的横向曲率半径率逐渐增大,这表明刨切竹单板的横向柔韧性能随着软化温度的升高而升高,其中刨切竹单板经过50 ℃的温度软化后的横向曲率半径减少率为80 ℃的61.9%,故刨切竹单板的软化温度对其横向柔韧性能有较大影响。从图4、图5和图6也知:随着软化时间的延长刨切竹单板的横向曲率半径减少率逐渐增加,这表明延长刨切竹单板的软化时间可以提高其横向柔韧性能,其中刨切竹单板软化30 min后的横向曲率半径减少率为90 min的79.1%,因而刨切竹单板的软化时间对其横向柔韧性能有较大影响。从图4、图5和图6还知:随着NaHCO3质量分数的增大刨切竹单板的横向曲率半径减少率逐渐增大,这表明提高NaHCO3的质量分数有利于提高刨切竹单板的横向柔韧性能,其中质量分数1%的NaHCO3软化刨切竹单板后的横向曲率半径减少率为3%的66.5%,可见NaHCO3的质量分数对刨切竹单板的横向柔韧性能有较大影响。因此,刨切竹单板的NaHCO3软化工艺对其软化后的横向柔韧性能有较大影响。此外,不同的软化温度、软化时间、NaHCO3质量分数下软化后刨切竹单板的横向曲率半径减少率的平均值分别为44.4%、38.0%、38.8%,由于横向曲率半径减少率越大刨切竹单板的横向柔韧性能越好,由此可认为刨切竹单板的NaHCO3软化效果的工艺条件优选顺序为:软化温度>NaHCO3质量分数>软化时间。刨切竹单板经NaHCO3软化后都产生了变色现象,其中软化温度80 ℃、NaHCO3质量分数3%时的刨切竹单板都产生了少量的开裂,因而刨切竹单板软化时的温度不能过高、NaHCO3质量分数不能过高。综合考虑各方面的因素,认为刨切竹单板的NaHCO3软化的适宜工艺参数应为:软化温度65 ℃、软化时间90 min、NaHCO3质量分数2%。

图7 软化温度对横向曲率半径减少率的影响Fig.7 Effects of CH4N2O softening temperature on reduction rates of transverse curvature radius
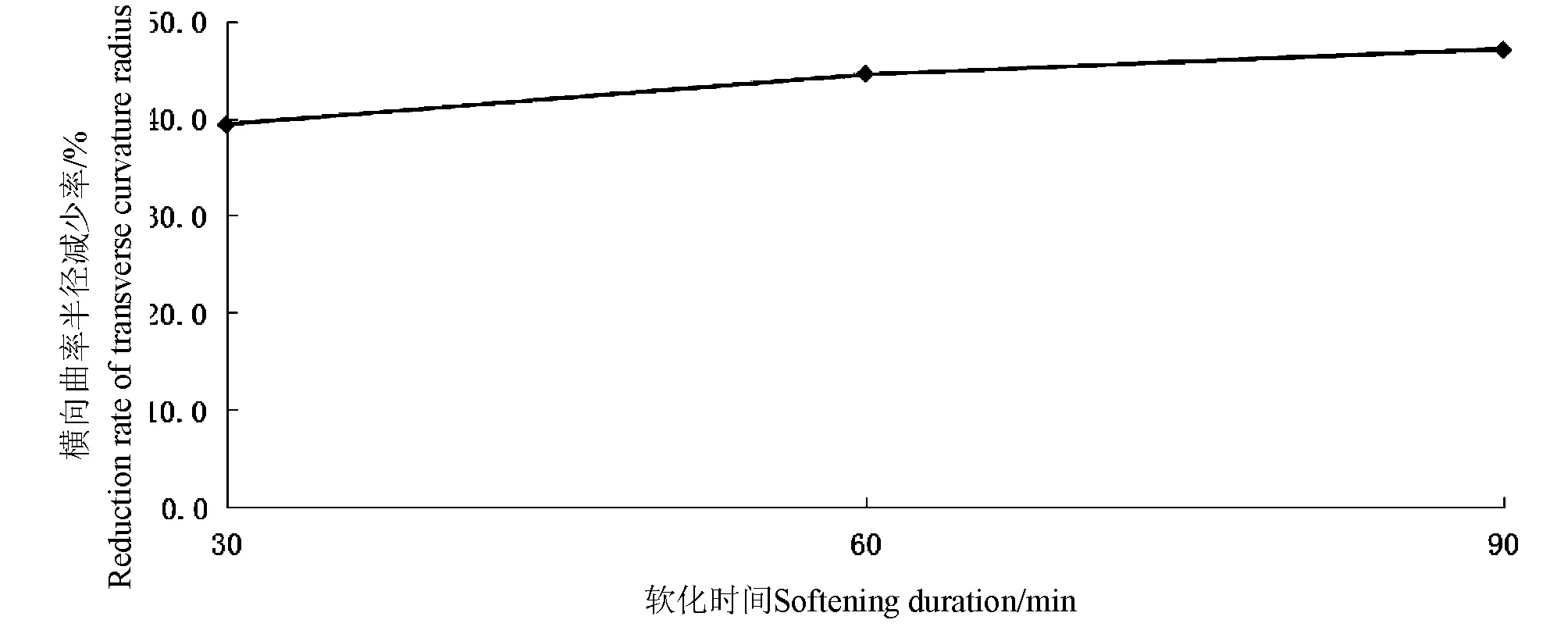
图8 软化时间对横向曲率半径减少率的影响Fig.8 Effects of CH4N2O softening duration on reduction rates of transverse curvature radius

图9 CH4N2O质量分数对横向曲率半径减少率的影响Fig.9 Effects of CH4N2O concentration on reduction rates of transverse curvature radius

图10 软化剂种类对横向曲率半径减少率的影响Fig.10 Effects of softener category on reduction rates of transverse curvature radius
2.1.3尿素软化工艺对刨切竹单板软化效果的影响 以尿素(CH4N2O)为软化剂,采用单因素试验法对刨切竹单板进行了软化处理。软化温度、软化时间和CH4N2O质量分数对刨切竹单板软化效果的影响,结果见图7、图8和图9。从图7、图8和图9可知:随着软化温度的升高刨切竹单板的横向曲率半径减少率逐渐增大,这表明刨切竹单板的横向柔韧性能随着软化温度的升高而升高,其中刨切竹单板经过50 ℃的温度软化后的横向曲率半径减少率为80 ℃的85.5%,故刨切竹单板的软化温度对其横向柔韧性能有较大影响。从图7、图8和图9也知:随着软化时间的延长刨切竹单板的横向曲率半径减少摔逐渐增加,这表明延长刨切竹单板的软化时间可以提高其横向柔韧性能,其中刨切竹单板软化30 min后的横向曲率半径为90 min的83.7%,因而刨切竹单板的软化时间对其横向柔韧性能有较大影响。从图7、图8和图9还知:随着CH4N2O质量分数的增大刨切竹单板的横向曲率半径减少率也逐渐增加,这表明提高CH4N2O的质量分数有利于提高刨切竹单板的横向柔韧性能,其中质量分数1%的CH4N2O软化刨切竹单板后的的横向曲率半径减少率为3%的85.7%,可见CH4N2O的质量分数对刨切竹单板的横向柔韧性能有较大影响。因此,刨切竹单板的CH4N2O软化工艺对其软化后的横向柔韧性能有较大影响。此外,不同的软化温度、软化时间、CH4N2O质量分数下软化后刨切竹单板的横向曲率半径减少率的平均值分别为56.2%、43.8%、46.3%,由于横向曲率半径减少率越大刨切竹单板的横向柔韧性能越好,由此可认为刨切竹单板的CH4N2O软化效果的工艺条件优选顺序为软化温度>CH4N2O质量分数>软化时间。但是,刨切竹单板经CH4N2O软化后都产生了变色现象,其中软化温度80 ℃、CH4N2O质量分数3%时的刨切竹单板都产生了少量的开裂,因而刨切竹单板软化时的温度不能过高、CH4N2O质量分数不能过高。综合考虑各方面的因素,认为刨切竹单板的CH4N2O软化的适宜工艺参数应为软化温度65 ℃、软化时间90 min、CH4N2O质量分数2%。
2.2 软化剂种类对刨切竹单板软化效果的影响
以氢氧化钠(NaOH)、碳酸氢钠(NaHCO3)、尿素(CH4N2O)为软化剂,采用相同的软化工艺:软化温度65 ℃、软化时间60 min、软化剂质量分数2%对刨切竹单板进行软化处理,对比分析软化剂种类对刨切竹单板软化后的横向曲率半径减少率的影响,结果见图10。从图10可知:采用不同种类的软化剂对刨切竹单板进行软化处理,软化处理后刨切薄的横向曲率半径减少率不同,由小到大的顺序为NaHCO3
3 结论
NaOH、NaHCO3和CH4N2O的软化工艺对刨切竹单板的软化效果有较大影响。随着软化温度的升高、软化时间的延长、软化剂质量分数的增大,刨切竹单板软化后的横向曲率半径减少率逐渐增大,因而刨切竹单板的横向柔韧性能逐渐增大。
刨切竹单板的NaOH软化的适宜工艺参数为:软化温度65 ℃、软化时间60 min、NaOH质量分数2%;刨切竹单板的NaHCO3和CH4N2O软化的适宜工艺参数均为:软化温度65 ℃、软化时间90 min、NaHCO3和CH4N2O的质量分数2%;在软化温度、软化时间、软化剂质量分数3个因素中,影响刨切竹单板软化效果的优选顺序为软化温度>软化剂质量分数>软化时间。
采用不同种类的软化剂对刨切竹单板进行软化处理后,刨切薄的横向曲率半径率和横向柔韧性能不同;横向曲率半径减少率由小到大的顺序为NaHCO3
猜你喜欢
机械工业标准化与质量(2022年8期)2022-10-09
中老年保健(2022年6期)2022-08-19
九江学院学报(自然科学版)(2022年2期)2022-07-02
食品与健康(2021年10期)2021-10-15
建材发展导向(2021年13期)2021-07-28
保鲜与加工(2021年1期)2021-02-06
冰雪运动(2019年3期)2019-08-23
冰雪运动(2019年3期)2019-08-23
当代体育科技(2017年5期)2017-11-28
冰雪运动(2016年5期)2016-04-16
