
用于大功率器件无铅钎焊的助焊剂的开发
2018-07-24 03:32孙凤莲彭丽娟
哈尔滨理工大学学报 2018年3期
关键词:活性剂
孙凤莲 彭丽娟

摘 要:采用正交试验法研制适用于大功率器件无铅钎焊的无卤素低松香型助焊剂。优选助焊剂的活性剂、溶剂、成膜剂等成分,按照GB/T 31474-2015电子装联高质量内部互连用助焊剂标准,对助焊剂的铺展率、腐蚀性及物理性能进行测试。结果表明,当助焊剂中,有机酸活性剂质量分数为15%、松香质量分数为30%,触变剂为1%时,助焊剂具有良好的物理稳定性和润湿性,平均扩展率达到86%,焊后残留物对铜板无腐蚀,满足电子器件的使用要求。
关键词:助焊剂;活性剂;铺展率
DOI:10.15938/j.jhust.2018.03.010
中图分类号: TG425.1
文献标志码: A
文章编号: 1007-2683(2018)03-0056-04
Development of Flux for Lead-free Soldering of High Power Devices
SUN Feng-lian, PENG Li-juan
(School of Material Science and Engineering,Harbin University of Science and Technology,Harbin 150040,China)
Abstract:Halogen-free low-Rosin flux was applied to lead-free soldering of the high-power devices with orthogonal test method. The compositions of flux such as active agent, solvents, film-forming agent were optimized and the spreading rate, corrosion resistance and physical properties of the flux were texted, according to GB/T 31474-2015 soldering fluxes for high-quality interconnections in electronic assembly. The results showed that: the new flux has good physical stability and wettability, and the highest average rate of expansion is 86%, when mass fraction of organic acid active agent is 15%, rosin mass fraction is 30% and thixotropic agent is 1% in the flux. The corrosion of residues after reflow is little to the copper plate, and the new flux well meets the requirements of the electronic device.
Keywords:flux; active agent; spreading rate
0 引 言
无铅焊膏由金属合金粉末和高分子助焊剂组成,是微连接电子封装中重要的连接材料,广泛应用于航空、通信、医疗电子、汽车等电子产品生产领域中[1-5]。助焊剂作为焊膏的重要组成成分,其性能的优异直接关系到电子产品质量的好坏,因此要求助焊剂必须具备化学活性,热稳定性,润湿能力等特性[6-7]。助焊剂的组元复杂,各组分之间还发生相互作用[8-10]。目前,國内针对无铅焊膏用助焊剂的研究较少,加上焊膏用助焊剂的配方多属于企业的商业机密,受专利保护,公开发表的资料很少[11-13],因此,研制与无铅钎料相匹配、性能优越、绿色环保的助焊剂也就成为了必然要求[14-16]。
文中钎料采用实验室的专利产品SACBN07,具有优良的可焊接性,耐高温老化性等优点,但熔点也比市面上合金粉末稍高[17-19],是一款性能优异的大功率器件无铅钎焊的焊料。通过正交实验优选助焊剂配方,研制与SACBN07钎料匹配的助焊剂,并且按照GB/T 31474-2015电子装联高质量内部互连用助焊剂[20]标准对助焊剂进行性能测试,得到活性高、腐蚀性低、残留少、粘度适宜的无卤素环保型助焊剂,有助于助焊剂配方的科学设计和焊膏的正确使用,为国内助焊剂的研究提供参考。
1 实验方法
1.1 助焊剂配制方法
按照设计的助焊剂配方,称量活性剂,溶剂,成膜剂,松香,触变剂,缓蚀剂,调节剂成分,放入烧杯中进行混合,在55℃水浴锅中进行加热30min,之后进行磁力搅拌15min,待溶液混合均匀后,停止搅拌,放在室温下冷却15min,即可得到膏状助焊剂。
1.2 助焊剂性能检测方法
根据GB/T 31474-2015电子装联高质量内部互连用助焊剂标准[14],对配制的助焊剂进行了性能测试:外观和颜色、物理稳定性、不挥发物含量、密度、PH值、卤化物含量、扩展率、铜板腐蚀性。
2 助焊剂配方设计
助焊剂的成分有溶剂、活化剂、触变剂和成膜剂等,因此对助焊剂的组分进行筛选。
2.1 溶剂与松香质量分数比的确定
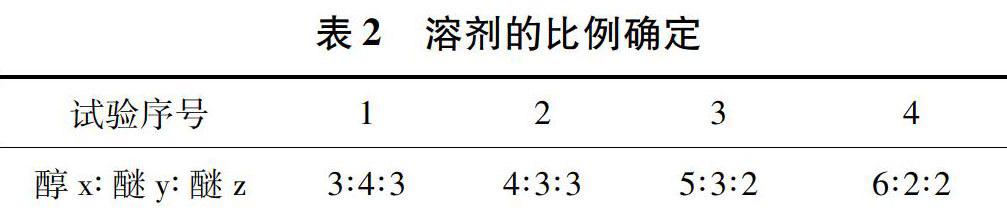
溶剂是采用异丙醇x,乙二醇丁醚y和二乙二醇甲醚z的复配。采用不同沸点的溶剂混合使用,可以弥补单一溶剂的不足。为了使溶剂能够很好地溶解松香,保证助焊剂能长时间呈现均匀,不分层,特设计如表l所示的溶剂和松香质量分数配比,测试x,y和z 3种溶剂单独使用和混合使用时的效果。
试验采用溶剂加松香的配比,其中溶剂选用6g,松香选择普通松香和氢化松香质量1∶1复配2g,溶解均匀后,观察两个小时内的分层情况,结果表明,溶液的稳定程度:7#>4#>5#>6#>1#>2#>3#,因此得出溶剂复配更利于与松香的混合,其中可以看出,单个溶剂和松香的溶解情况中,醇x溶解情况最好,醚y和醚z程度类似,因此在选择溶剂的复配中,醇x应适当的比重多一些。对溶剂的配比中进行附加实验,按照表2所示进行试验。
采用如上所述的方法,观看溶解后两个小时的分层情况得出,4号实验溶液的稳定程度:4#>3#>2#>1#,由此确定溶剂的质量分数比例为6∶2∶2。
2.2 活性剂质量分数比的确定
活性剂选用有机酸,绿色环保,无卤素,且采用强弱酸的复配方式。
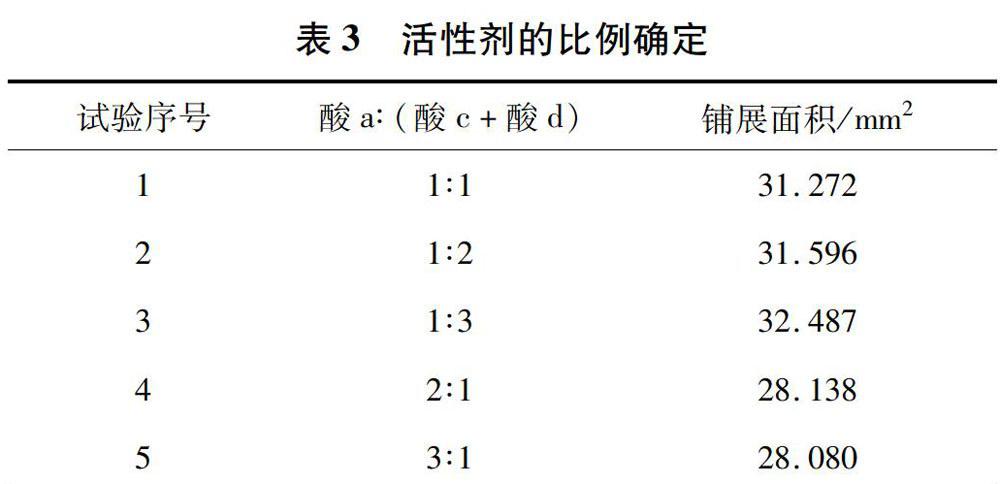
弱酸选用硬脂酸a,熔点低,在预热区可发挥助焊作用,强酸从3种有机酸丁二酸b,己二酸c,癸二酸d中选择,3种酸的熔点使得助焊剂可在活性区发挥活性,并持续到回流区。采用弱酸与强酸质量分数1∶1进行实验。采用0.3g无铅焊球配合助焊剂在255±2℃的加热台进行模拟焊接,AutoCAD测量焊后铺展面积,以其大小作为评价标准。选择强酸种类,其中铺展面积大小c=d>b,由此确定强酸为c+d,其中c∶d为1∶1,因此活性剂种类为a∶(c+d)=1∶1。
对活性剂的质量分数比的选择实验,按照表3进行,铺展面积作为评价标准。
由表3可知,铺展面积大小比较3#>2#>1#>4#>5#,因此确定活性剂的质量分数比例为a∶(c+d)为1∶3。
2.3 正交实验确定助焊剂组分配比
由2.1小节和2.2小节得到,采用正交实验优化配方,其中缓蚀剂质量分数为0.5%,表面活性剂1.5%,调节剂1.5%,其余为溶剂含量,正交设计如表4所示。
进行正交实验,铺展面积作为衡量标准,得到表5的实验结果。
由表5可知,在助焊剂的研制过程中,活性剂对助焊剂的性能的影响最大,且从铺展面积中,即可选取各个影响因素的最优水平,按照表5的试验结果,进行优化试验,制备10#助焊剂,如表6所示,并选出9组实验中铺展性能较好的6#助焊剂,进行配制并进行性能对比和分析。
3 试验结果及结论
3.1 助焊剂的性能测试
对助焊剂的性能测试,其测试结果如表7所示。
3.2 助焊剂适宜工作温度的确定
对及10#助焊剂(简称A),市售美国AMTECH助焊剂(简称B),市售的唯特偶助焊剂(简称C)的适宜焊接温度进行测试,确定其适宜工作温度后,对其铺展率进行对比。以SACBN07焊料作为研究对象,在不同温度下对其进行铺展性能测试,其测试结果分别如图1所示。
由图1可知,对于B和C助焊剂适宜高温在255±2℃,A助焊剂在265±2℃,因此在各自适宜温度下,按照标准进行助焊剂的润湿试验,以铺展率作为衡量指标,其对比结果如图2所示。
由对比实验可知,铺展性能的大小为:B>A>C,但A助焊剂的焊后残留物要比B和C助焊剂多,主要是因为A助焊剂的不挥发物含量较多,因此需要对助焊剂的配方继续进行改进优化。
4 结 论
1)通过正交实验确定助焊剂的配方为:活性剂含量15%,触变剂1%,成膜剂7.5%等,此时活性剂含量的变化对助焊剂润湿性能的影响最大,最终得到助焊剂呈均一稳定的淡黄色膏状,pH值为4.3,不含卤素,对环境无污染,焊接前后对铜板无腐蚀性。
2)测定新型的助焊剂(简称A),市售AMTECH助焊剂(简称B)和唯特偶助焊剂(简称C)的适宜工作温度,得到B和C助焊剂适宜高温在255±2℃,A为265±2℃,A助焊剂的适宜工作温度稍高于B和C助焊剂。
3)配合高熔点SACBN07钎料,在各自适宜溫度下比较三种助焊剂的铺展性能,得到B>A>C,新开发的助焊剂的润湿性能优于市售的唯特偶的润湿性能。
参 考 文 献:
[1] 唐明. 低银SnAgCu无铅焊锡膏的研制[D]. 重庆:重庆理工大学,2014:1-3.
[2] 刘宏斌. Sn-Ag-Cu系无铅焊锡膏组成优化与性能研究[D]. 西安:西安理工大学,2008:1-5.
[3] XU D, LI X, WANG C, et al. Study on Wettability and Corrosivity of a New No-clean Flux for Lead-free Solder Paste in Electronic Packaging Technology[C]// Mechanic Automation and Control Engineering (MACE),2011 Second International Conference on, 2011:1706-1708.
[4] 张寒. SnAgCu系无铅焊膏的研制及板级封装可靠性研究[D]. 北京:北京工业大学,2012:1-9.
[5] 祝蕾,雷永平,夏志东,等. 无铅焊膏用无卤素松香型助焊剂的研制[J]. 电子元件与材料,2010,29(3):38-41.
[6] SUJAN G.K., HASEEB A.S.M.A., et al. Ball Shear Strength and Fracture Modes of Lead-Free Solder Joints Prepared Using Nickel Nanoparticle Doped Flux[J]. Electron. Mater.Lett,2015,11(3): 452-456.
[7] 徐冬霞, 雷永平, 夏志东,等. 电子组装无铅钎料用助焊剂的研究现状及趋势[C]// 2006上海电子互联技术及材料国际论坛, 2006.
[8] 葛晓敏. Sn0.3Ag0.7Cu無铅焊锡膏的制备及其组分对性能的影响[D]. 上海:东华理工大学,2014: 1-5.
[9] 叶明娟,揭晓华,郭黎,等. 无铅焊锡膏的研究进展及应用现状[J]. 热加工工艺,2014(23): 9-11.
[10]邓涛. 免清洗助焊剂与SnAgCu无铅焊膏的制备及其性能研究[D]. 长沙:中南大学,2012: 10-15.
[11]齐成. 助焊剂的正确使用和免清洗技术要点[J]. 印制电路信息,2010(3): 60-64.
[12]王石平,李新,王向科,等. 无卤素无松香免清洗助焊剂的研制[J]. 广东化工,2016,43(4): 36-37.
[13]LEKHAL K,AVIT G,ANDRE Y,et al. Catalyst-assisted Hydride Vapor Phase Epitaxy of GaN Nanowires: Exceptional Length and Constant Rod-like Shape Capability [J]. Nanotechnology,2012,23(40): 405601.
[14]杜斌,鲁燕萍,雷永平,等.低含银量SnAgCu焊膏用助焊剂的制备与研究[J].真空电子技术,2011(4):27-30.
[15]史耀武, 雷永平. 无铅焊膏的设计与展望 [J]. 电子元件与材料,2008,27(9):33-34.
[16]秦春阳. 无铅焊料用新型免清洗助焊剂的研究与制备[D]. 长沙:中南大学,2014:7-11.
[17]LIU Y, MEERWIJK J, LUO L, et al. Formation and Evolution of Intermetallic Layer Structures at SAC305/Ag/Cu and SAC0705-Bi-Ni/Ag/Cu Solder Joint Interfaces after Reflow and Aging[J]. Journal of Materials Science Materials in Electronics, 2014, 25(11):4954-4959.
[18]LIU Y, SUN F, LIU Y, et al. Effect of Ni, Bi Concentration on the Microstructure and Shear Behavior of Low-Ag SAC-Bi-Ni/Cu Solder Joints[J]. Journal of Materials Science Materials in Electronics, 2014, 25(6):2627-2633.
[19]LIU Y, SUN F, ZHANG H, et al. Solderability, IMC Evolution, and Shear Behavior of Low-Ag Sn0.7Ag0.5Cu-BiNi/Cu Solder Joint[J]. Journal of Materials Science Materials in Electronics, 2012, 23(9):1705-1710.
[20]中国国家质量监督检验检疫总局,中国国家标准化管理委员会. GB/T 31474-2015电子装联高质量内部互连用助焊剂[S]. 北京:中国标准出版社,2015.
猜你喜欢
新材料产业(2022年2期)2022-07-19
科学与生活(2021年12期)2021-11-10
速读·中旬(2021年11期)2021-10-14
当代化工(2019年8期)2019-12-13
当代化工(2019年4期)2019-12-03
商情(2019年43期)2019-10-20
知识就是力量(2019年9期)2019-09-09
学生导报·东方少年(2019年11期)2019-06-11
魅力中国(2016年48期)2017-07-29
农业与技术(2016年24期)2017-04-20
