基于DOE的可穿戴产品布料粘贴材料的设计优化
2018-07-23 08:09耐普罗公司上海王德瑜
电子世界 2018年13期
耐普罗公司(上海) 王德瑜
1 引言
可穿戴设备是近年来快速兴起的一类产品,涵盖医疗保健领域,各种电子器件及传感器被集成在产品中用于侦测使用者的行为举止,健康状态,提供数据反馈和保健医疗的作用。其中一类产品形态是将电器控制模块集成在布料中,整个产品穿戴在使用者身上,例如测量心率的心率带,保健医疗的腰带,智能服装,智能多功能书包等。
2 产品问题介绍
本公司设计的一款可穿戴产品需要将布料粘贴在电气控制盒上,控制盒的材料为PC/ABS塑料。初始设计采用的是9472LE双面胶,无孔洞设计,双面胶先粘贴在布料上,再粘贴在控制盒上。将产品放置在压烫机上加温加压一段时间,以保证布料和控制盒表面粘贴良好,有好的剥离力,防止使用者使用一段时间后布料和控制盒分离。试产中发现产品边缘溢胶(图1所示),中间有气泡(图2所示),严重影响外观,剥离力欠佳。
问题缺陷如图1-2所示。
3 DOE实验设计
为解决新品试产中发现的问题,引入了DOE实验设计的概念,以分析设计改进的方案是否满足生产需要。
3.1 实验目的
比较9472LE和9495LE对溢胶和生产方便性的作用,是否可以用9495LE替代9472LE。
确认不同的压烫机设备参数(时间/压力/温度)对双面胶粘贴力的影响。
确认在双面胶上开孔对粘贴表面气泡产生率以及对剥离力的影响(图3所示)。
确认双面胶粘贴顺序对双面胶剥离力,溢胶和气泡的影响。
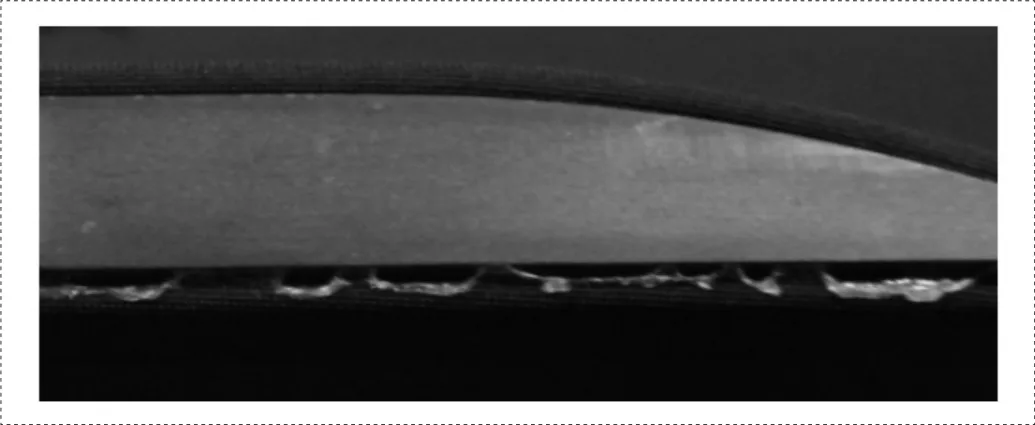
图1 边缘溢胶

图2 中间有气泡

图3
3.2 实验设置
采用6因子2水平方案;32组测试数据采集;基于180度剥离力测试方法(ASTM D903)分析剥离力的影响;同时监控气泡和溢胶状况;
设计:分双面胶上开孔和不开孔两种状态
压合时间:选择压合时间15秒和30秒
压力:选择压合压力0.5MPa和0.7MPa
材料:采用9472LE和9495LE两种
温度:选择压合温度20度和50度
制程顺序:双面胶先粘贴在布料上和先粘贴在壳体上两种
实验参数如图4所示。
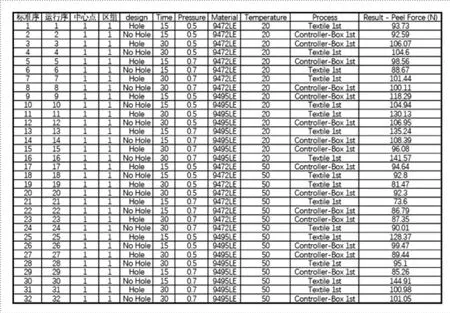
图4 实验参数图
3.3 实验结果
从Pareto图(图5所示)的结果可以看出对于剥离力的主要影响因子为:a.材料,b.材料和制程,c.温度和d.制程,双面胶是否有孔(设计),压烫机的时间和压力作用不显著。

图5 Pareto图
从剥离力的主效应图(图6所示)可以看出如下几点:
用9495LE替代9472LE可以提供更高的剥离力,这是最有效的因子。
更高的温度可以提高剥离力。
双面胶贴合在布料上比贴合在控制盒上剥离力会更大。但实际生产作业中,双面胶贴合在布料上的位置控制非常难,而导致偏斜和溢胶。
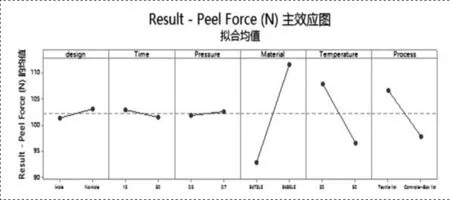
图6 从剥离力的主效应图
3.4 溢胶问题
材料选择对溢胶的影响:9472LE溢胶占75%(12/16),9495LE溢胶占31%(5/16);
制程对以及溢胶的影响:双面胶粘贴在布料上溢胶占69%(11/16),粘贴在壳体上溢胶占31%(5/16);
严重溢胶情况仅出现在9472LE;9495LE应用中仅出现轻微溢胶情况;
3.5 气泡问题
总共22%(7/32)的样品有气泡产生。其中31%(5/16)为无孔洞设计,13%(2/16)为有开孔设计。开孔设计可以明显减少气泡的产生,不能完全解决,需要装配制程中进一步控制。
3.6 最终采用方案
材料选择:9495LE能够提供强于9472LE的剥离力,粘贴操作容易,同时溢胶情况减少。选择9495LE替代9472LE。
设计方面:有孔洞设计有利于减少气泡的产生。采用有孔洞设计方案。
制程方面:双面胶粘贴在布料上可以提高剥离力,但容易偏位不利于溢胶的解决,而粘贴在壳体上位置控制容易可以减少溢胶。综合考虑采用粘贴在壳体上。
温度选择:提高温度对剥离力有帮助,采用50度设置。
时间设置:时间对剥离力的影响不显著,考虑到产线的效率,保持15秒设置。
压力设置:压力对剥离力的影响不显著,保持原0.5MPa设置。
4 结语
本文的最终方案可供相关产品应用的工程人员参考借鉴。
在穿戴产品的设计中,布料和控制盒壳体的粘贴问题是一个综合的问题,应该先从产品设计的角度优化方案,再对生产中使用的设备进行参数优化设定,最后才是对生产线作业制程人为控制。
结构设计是以经验积累为基础的,通过DOE实验设计方法可进一步有效优化提高研发设计的质量和加快开发定型速度,进而也从数据的角度证明了设计的正确和可靠。
猜你喜欢
数学小灵通(1-2年级)(2022年3期)2022-03-17
故事作文·高年级(2021年6期)2021-06-23
阅读(快乐英语中年级)(2020年11期)2020-12-28
山东冶金(2019年5期)2019-11-16
中国电子报(2019年54期)2019-10-24
制造技术与机床(2017年2期)2017-05-04
快乐语文(2016年29期)2016-02-28
爱你(2015年2期)2015-11-14
天津冶金(2014年4期)2014-02-28
电子工业专用设备(2010年11期)2010-04-04