
交流变频调速在热定型系统中的应用*
2018-07-23 08:25:28巩德鑫
科技与创新 2018年14期
巩德鑫,蔡 燕
(天津工业大学,天津 300380)
1 热定型机
热定型机是织物的生产制造过程中不可或缺的设备,其主要作用是在合适的温度下对生产原材料进行热处理,通过施加一定的张力来提高织网的拉伸度和其表面的平整性,达到聚酯网的尺寸定型。热定型机的电气控制一般由控制织物平稳通过加热区的主传动部分、织物的加热部分、施加纵向张力的拉伸部分、施加横向张力的拉幅部分4个部分组成。热定型机的正常运转工作需要各个电机之间的相互协同配合,其机械结构如图1所示。
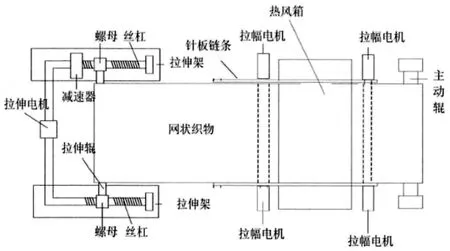
图1 热定型系统机械结构图
2 温度控制系统
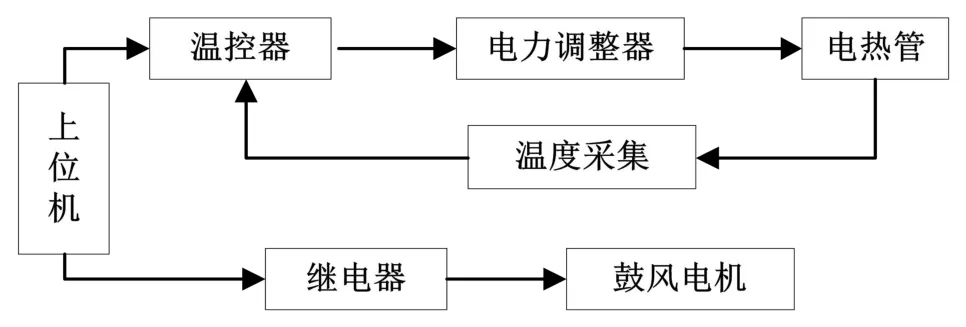
在温度控制系统中,电加热管、送风机与鼓风机配合使用,为热风箱在不同阶段提供不同的温度。由于温度控制效果直接影响织物的最后定型效果,因此采用温度传感器、温度调节器和电力调整器组成闭环控制系统:温度传感器将实时检测到的烘箱体内的温度发送给上位机,上位机将实际温度与给定的定型温度相对比,再将温度的差值发送给温度调节器,由其控制温度变化,如图2所示。
由于织物在不同温度下所需的热定型时间不同,且织物内部应力也会随温度改变而改变,所以为了保持织物所受张力不变,需要对织物的速度及拉力进行控制,由张力控制系统对织物的张力进行调节。
3 拉伸张力控制系统
热定型机拉伸部分采用两台电机进行同步拉伸控制,前后拉伸架上都有一台电机,控制拉伸架前后移动。图3为拉伸部分示意图。在拉伸的过程中,如果前后电机不同步,则前后移动支架就会发生较大的位移偏差,聚酯网的纹路被拉斜造成网面张力不均匀,导致聚酯网质量下降,使用寿命缩短。为此必须对两台拉伸电机进行同步控制。在拉伸张力控制系统中,张力的大小是通过主动辊放卷线速度和拉伸辊收卷线速度之间的差值实现的。图4为拉伸张力控制原理图。

图3 拉伸部分简易示意图
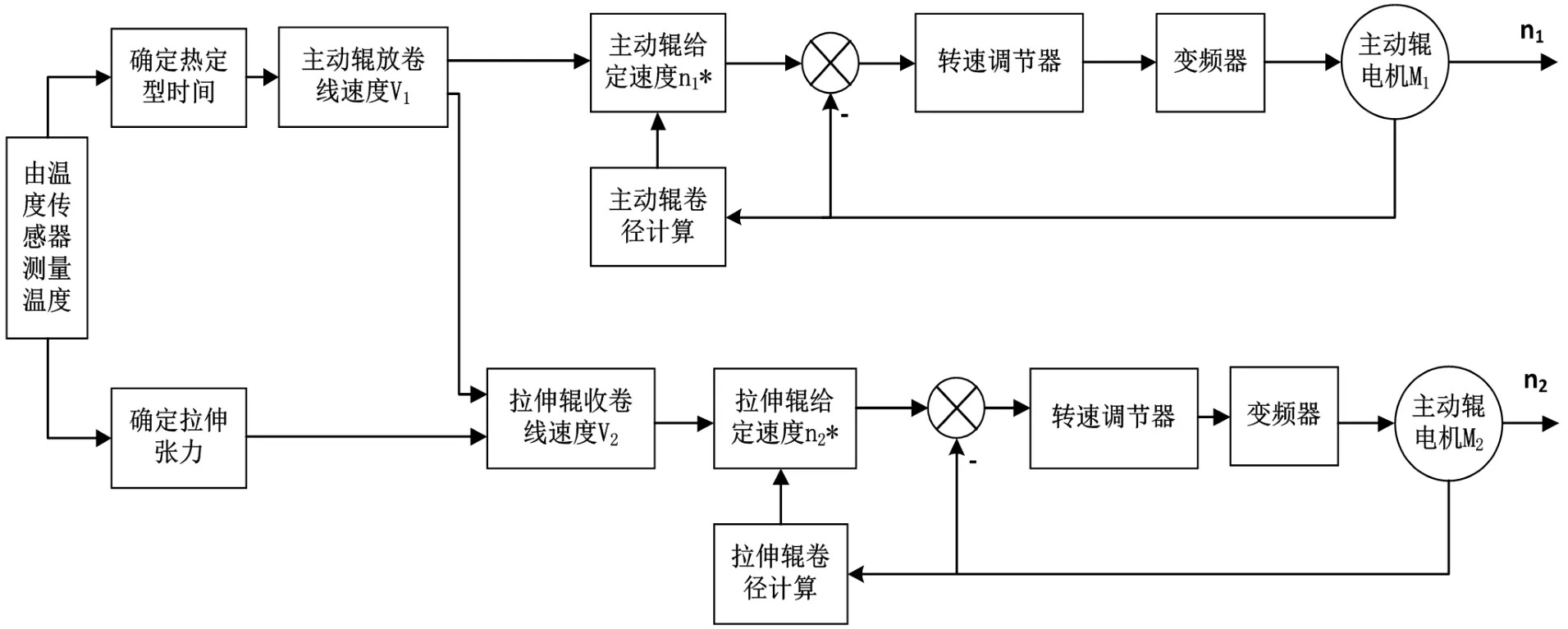
图4 拉伸张力控制原理图
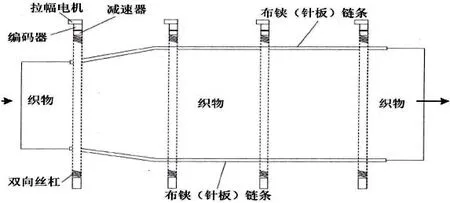
图5 拉幅部分结构图
根据温度和张力的耦合关系,确定该温度下对应的张力,将其与安装在拉伸辊上的张力传感器所测量的实际张力进行对比,再通过变频器调节收卷线速度,直到实际张力与给定张力一致,之后确保收卷线速度和放卷线速度恒定且保持同步。但是,由于在收、放卷的过程中卷径是在不断变化的,所以为了使线速度保持恒定,电机的运行速度要随之变化。根据计算得到不断变化的卷径,再根据卷径计算出每一时刻的电机转速,从而实现拉伸恒张力的控制。
由于织物在拉伸过程中,横向上织物宽度也会随之发生相应变化,因此还需要对织物进行拉幅控制。图5所示为拉幅部分结构图,通过拉幅电机带动针板移动来调整两个拉幅架之间的张力。
4 结束语
本文重点介绍了变频调速在张力系统中的应用,多电机的协调运转实现了织物的严格定型。这对研制多电机同步控制系统,开发研究具有自主知识产权的高性能的同步电气控制系统,具有重要的理论意义和实际价值。
猜你喜欢
浙江共产党员(2022年10期)2022-11-23 05:41:30
家园·建筑与设计(2021年1期)2021-09-10 07:22:44
中学生数理化·高一版(2019年3期)2019-04-15 00:30:36
山东工业技术(2018年5期)2018-03-10 08:28:23
浙江共产党员(2017年11期)2017-11-15 09:22:10
科技创新与应用(2016年34期)2016-12-23 15:59:26
新高考·高一物理(2016年3期)2016-05-18 02:59:14
设备管理与维修(2016年6期)2016-04-09 14:49:47
纺织服装周刊(2016年46期)2016-01-30 14:32:35
资源节约与环保(2015年5期)2015-01-27 21:24:43
