一种圆锥破碎机用环氧浇注料的研制
2018-07-13 02:22:50刘永刚徐成华孙雨声雷木生游仁国
粘接 2018年7期
刘永刚,徐成华,洪 建,孙雨声,雷木生,游仁国
(武汉双键开姆密封材料有限公司,湖北 武汉 430040)
圆锥破碎机广泛运用于矿山、冶炼、建材、公路、铁路、水利、化学工业及硅酸盐行业中原料的破碎。圆锥破碎机在整机生产和衬板更换过程中,都需要在破碎壁和躯体以及轧臼壁和调整套之间重新浇注填料以起到缓冲和保护作用。由于Zn-Cu-Pb合金浇注成本较高,工艺复杂,劳动强度较大,且含有重金属铅,易对环境造成污染[1];而环氧浇注料因其使用方便、生产及更换效率较高且固化性能优异,得到了广泛应用。目前市售背衬胶占有量较大的仍为进口产品,如,得复康公司产品korrobond 65,其适用温度范围较广,低温(5 ℃)下也可以较快固化,固化收缩较小,固化后压缩强度较高(110 MPa左右),但该产品存在贮放后易分层板结问题且成本较高。本研究研制的一种圆锥破碎机用环氧(E-51)浇注料,相对进口产品而言,进一步改善了低温适用性,低温(5 ℃)下可以快速固化,固化收缩较小,固化后具有较高的压缩强度(150 MPa左右),同时常温贮存无明显分层板结问题,降低了成本。
1 实验部分
1.1 主要原料
环氧树脂(E-51),工业级,南亚公司;海岛型结构增韧剂(VL-2),工业级,北京清大奇士;活性硅微粉(粒径为23 μm、约600目),工业级,连云港长通硅微粉有限公司;混合硫醇多胺类固化剂(DB),自制;硅烷偶联剂KH570,工业级,湖北新蓝天新材料股份有限公司。
1.2 仪器与设备
TH5000型电子万能试验机(5 kN),江都市天惠试验机械有限公司;电子数显楔形塞尺(0.2~10 mm),世嘉工具深圳有限公司。
1.3 实验制备
树脂组分的制备:将环氧树脂、海岛型结构增韧剂及适量助剂投入动力混合机中真空搅拌30 min,再投入填料于动力混合机中真空搅拌60 min,即得树脂组分。
固化剂组分的制备:将自制硫醇多胺固化剂与海岛型结构增韧剂投入动力混合机中,真空搅拌60 min,即得固化剂组分。
1.4 性能测试
(1)收缩缝隙:在25 ℃下,将混合均匀的E-51浇注料浇注于尺寸为50 cm(高)×9 cm(宽)×50 cm(长)、壁厚为2 cm以及顶部开口的铁质方盒内,且浇注前对方盒内部50 cm×50 cm 这2面中的一面进行涂黄油处理,固化完全后使用塞尺测试涂黄油一侧胶体的收缩间隙尺寸(mm)。
(2)压缩强度:按照GB/T 2567—2008《树脂浇铸体性能试验方法》标准,采用电子万能试验机进行测试。
2 结果与讨论
2.1 增韧剂的选择及用量确定
E-51固化过程中会产生收缩应力,而通过在E-51中加入增韧剂后,其收缩应力会远小于非增韧体系[2]。而VL-2在E-51固化后可形成海岛型结构,大幅提高了E-51的韧性[3],同时VL-2黏度较低,起到了稀释剂效果。不同用量的VL-2,其收缩缝隙如表1所示。
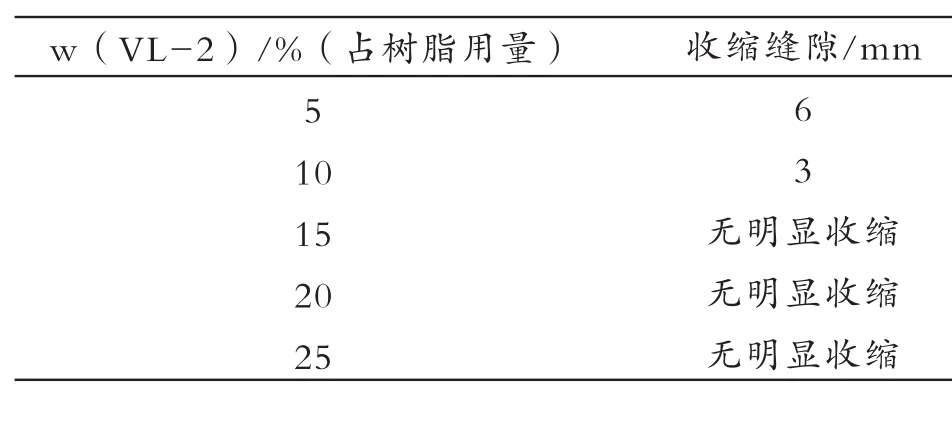
表1 不同用量的VL-2对收缩缝隙的影响Tab.1 Influence of content of VL-2 toughening agent on shrinkage gap size
由表1可知:随着VL-2用量的增加,E-51固化收缩应力减小,收缩缝隙明显减小,当用量增加到15%及以上时,无明显收缩产生的缝隙。
不同用量VL-2的压缩强度测试结果如图1所示。
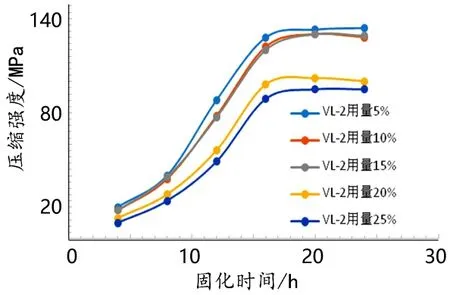
图1 VL-2不同加量下压缩强度随时间的变化Fig.1 Change of compressive strength with time for different content of toughening agent
由图1可知:随着VL-2用量的增加,压缩强度呈下降趋势。当VL-2用量≤15%时,对E-51浇注料完全固化时的压缩强度影响较小;而当VL-2用量≥20%时,E-51韧性明显上升,E-51浇注料完全固化压缩强度明显下降。不同用量下5 ℃固化16 h均可达到或接近最终固化,说明VL-2在5~25%用量下对固化速度影响较小。综合而言,选择VL-2增韧效果较好,用量为15%较适宜。
2.2 填料的选择及用量确定
以硅微粉作为填料,价格较低;经硅烷偶联剂(KH570)改性后的硅微粉用于E-51浇注料中,悬浮性得到较大提高,延缓了填料沉淀时间,提高了分散均匀程度,减小了E-51浇注料的收缩率和内应力[4]。本研究选用粒径为23 μm经KH570改性的活性硅微粉作为填料,改善了E-51浇注料的板结问题;其比表面积较小,吸油值较低,可以大量加入到E-51浇注料配方中,改善了E-51固化收缩并降低配方成本。活性硅微粉的用量对E-51浇注料收缩缝隙的影响如表2所示。

表2 活性硅微粉的用量对E-51浇注料收缩缝隙的影响Tab.2 Influence of active microsilica amount on shrinkage gap of epoxy castables
由表2可知:随着活性硅微粉用量的增加,E-51浇注料固化收缩明显减小,当活性硅微粉用量≥100%时,E-51浇注料无明显固化收缩产生的缝隙;而当活性硅微粉用量≥110%时,因E-51浇注料的黏度明显上升,浇注时流动性变差,操作性下降。
活性硅微粉用量对压缩强度的影响如图2如示。
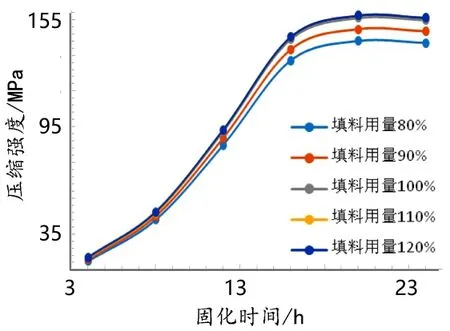
图2 活性硅微粉不同用量下压缩强度随时间的变化Fig.2 Change of compressive strength with time for different active microsilica amount
由图2可知:随着填料活性硅微粉用量的增加,压缩强度呈上升趋势;当活性硅微粉用量≥100%时,E-51浇注料完全固化时的压缩强度变化较小,几乎达到相对最大值;在活性硅微粉不同用量下的5 ℃固化16 h均可达到或接近最终固化,填料的加入对固化速度影响较小。故选择粒径为23 μm的活性硅微粉作填料较适宜,用量为树脂用量的100%。
2.3 固化剂的选择
硫醇多胺中巯基与环氧环反应速度较快[5],具有优异的低温固化性能。本研究采用自制的DB作为固化剂,浇注料具有优异的低温固化性能,同时以VL-2作为稀释剂对DB起到了增韧效果。VL-2在DB中的加量对E-51浇注料收缩缝隙的影响如表3所示。
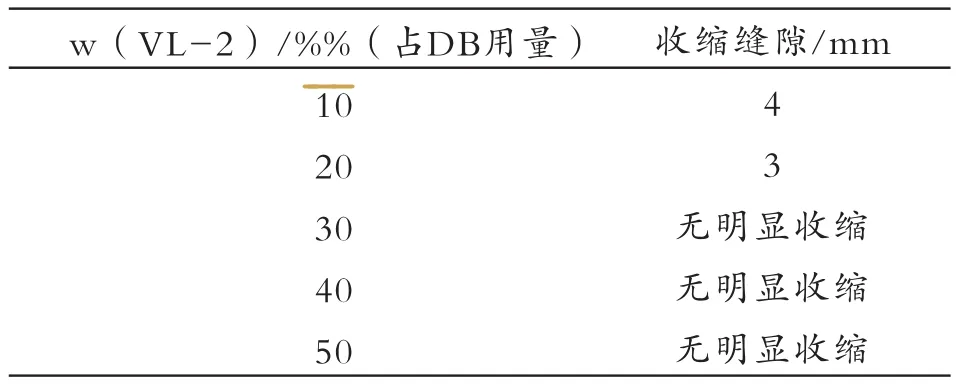
表3 VL-2用量对E-51浇注料收缩缝隙的影响Tab.3 Influence of VL-2 content on shrinkage gap of epoxy castables
由表3可知:随着VL-2用量的增加,因E-51固化收缩应力的减小,收缩缝隙明显减小;当VL-2用量≥30%时,E-51浇注料固化后无明显收缩缝隙,VL-2对DB也起到了较好的稀释效果。
VL-2用量对E-51浇注料压缩强度的影响如图3所示。
由图3可知:随着VL-2用量的增加,压缩强度呈下降趋势。当VL-2用量≤30%时,VL-2对E-51浇注料固化速度影响较小,完全固化时的压缩强度均在150~160 MPa间,变化较小;当VL-2用量≥40%时,E-51浇注料固化速度减缓,24 h未完全固化,且完全固化时的压缩强度也明显下降。故选择自制DB为固化剂、VL-2作固化剂稀释剂以及用量为30%较适宜。
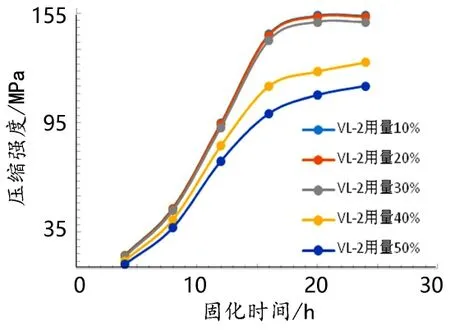
图3 VL-2不同用量下的E-51浇注料压缩强度随时间的变化Fig.3 Change of compressive strength with time for epoxy castables containing different amount VL-2
2.4 与市售进口产品对比
本研究制备的E-51浇注料与市售进口产品Korrobond65性能对比如表4所示。
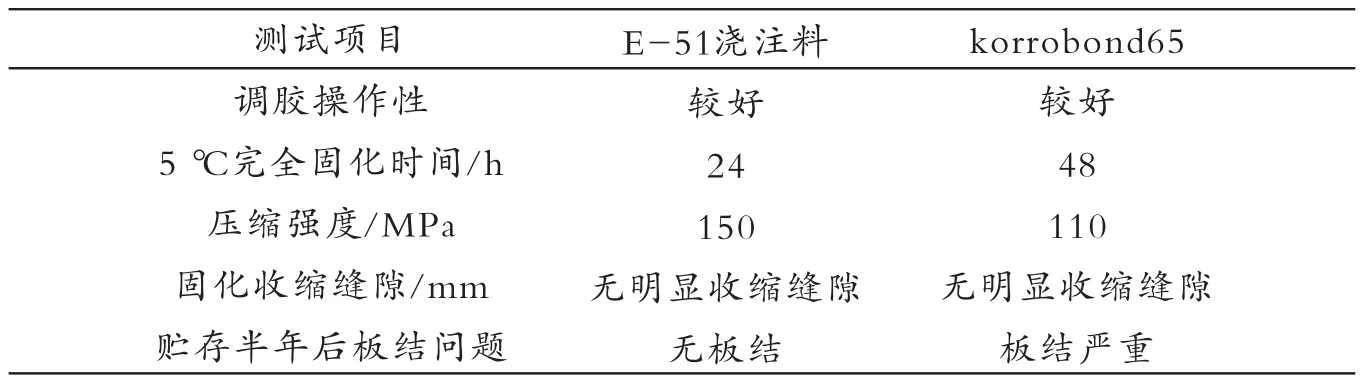
表4 E-51浇注料与Korrobond 65性能对比Tab.4 Performance comparison of the epoxy castable material and Korrobond 65
3 结论
以VL-2为增韧剂,活性硅微粉作填充料,按m(E-51)∶m(VL-2)∶m(活性硅微粉)=100∶15∶100配制树脂,选用低温固化性能优异的自制DB为固化剂并配合海岛型增韧 剂 VL-2,按 m(DB)∶ m(VL-2)=100∶30配制固化剂部分,制备的圆锥破碎机用E-51浇注料,调胶操作性较好,低温5 ℃条件24 h固化完全,固化后压缩强度可达150 MPa,固化后无明显收缩缝隙,贮存180 d无明显板结问题,综合性能优异。
Development of an epoxy castable material for cone crusher
LIU Yong-gang, XU Cheng-hua, HONG Jian, SUN Yu-sheng, LEI Mu-sheng, YOU Ren-guo
(Wuhan Double-Bond Chemical Co., Ltd., Wuhan, Hubei 430040, China)
Abstract:The resin component composed of the E-51 epoxy resin (as the base resin), VL-2 sea-island type toughening agent and active silica powder (as the filler), and the curing agent composed of the homemade DB thiol polyamine hardener and VL-2 toughening agent, then the epoxy castable material with low cost and good operability was prepared. The epoxy castable material can completely cure at 5 ℃ for 24 h. The compressive strength of the cured was up to 150 MPa, the 5 cm thick sandwich casting was of no shrinkage gaps, and after storage for six months there was not significant hardened problem. This castable material has excellent overall performance, and can replace the imported similar products.
Key words:epoxy castable material; fast curing at low temperature; high compressive strength
猜你喜欢
化学与粘合(2022年6期)2022-11-08 07:18:24
河北地质(2022年2期)2022-08-22 06:23:54
建材发展导向(2022年12期)2022-08-19 02:31:02
天津化工(2022年3期)2022-06-20 14:23:16
硅酸盐通报(2022年1期)2022-02-22 04:55:28
合成材料老化与应用(2021年4期)2021-08-28 08:35:06
西南石油大学学报(自然科学版)(2021年3期)2021-07-16 05:27:10
环境科技(2016年1期)2016-11-08 12:17:42
硅酸盐通报(2016年6期)2016-10-13 01:09:03
工程建设与设计(2016年8期)2016-03-11 15:57:34