汽车侧围轮罩包边技术的应用
2018-07-13 00:47:52雷振华蔡钢李钊文
汽车工程师 2018年1期
雷振华 蔡钢 李钊文
(广州汽车集团股份有限公司汽车工程研究院)
侧围轮罩包边工艺是为了提高车身表面质量,增大轮胎包络与后轮罩的间隙(提升造型效果和安全性)而开始的一项新技术。在传统车身结构工艺中,侧围外板与后轮罩总成搭接采用点焊连接,但点焊造成的焊接扭曲、外板变形及板件分流等现象几乎无法避免,工艺的改进虽然在一定程度上改善了这些外观缺陷,但常见的表面问题依然无法杜绝。同时,点焊工艺Y向翻边较大,间接地限制了轮胎的大小和轮距。少数车型采用的轮罩涂胶工艺则存在单台成本过高的缺陷和耐久性差的隐患。为解决这些问题,行业内部开始流行将包边工艺使用在侧围后轮罩上,以解决后轮罩处点焊和涂胶工艺存在的种种缺陷,从而减少焊装工艺对造型的约束,提高车身外观质量。文章基于实际项目的应用经验,对轮罩包边的工艺方法和技术难点做了简要分析,总结并明确了该项技术需要用到的工艺约束和技术指标。经验证,采用这些技术参数可以使轮罩包边品质达到较高标准。
1 轮罩包边技术的分类及应用场景
1.1 按工艺方式分类
1.1.1 机器人在线滚边
机器人在线滚边是在焊装主线进行的,使用一个轮罩大小的简易胎膜作为支撑,通过一个小滚轮的滚压去实现轮罩的包边,包边过程类似于开闭件滚边,其机构如图1所示。它的优势比较明显:柔性好、占地小且1条生产线能适应多种车型。但同时它的技术难度比较大,主要表现在3个方面:1)需要确保在生产节拍内完成所有动作;2)需要设备品质稳定,不影响主线生产;3)需要车身精度高,位置重复性好,以便精确定位。所以该工艺对工位规划、设备品质及车身精度都提出了较高的要求。
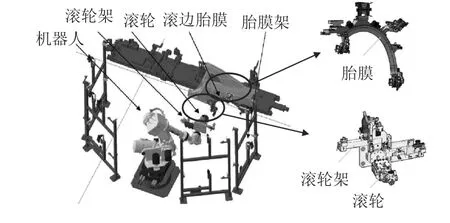
图1 轮罩机器人在线滚边机构示意图
1.1.2 机器人离线滚边
机器人离线滚边是在焊装侧围进行的,用一个侧围大小的夹具作为支撑,轮罩胎膜集成在夹具中,也是通过一个小滚轮的滚压去实现轮罩的包边,包边过程类似于开闭件滚边。它的主要优势在于不影响主线,缺点主要表现为占地大、投入大及柔性差,一般只在主线场地、节拍、车型数量及尺寸链等受到限制的情况下才考虑采用离线滚边。它的滚边原理及形状与在线滚边类似,主要区别在于:离线滚边时侧围是一个横放的单体,需要一个与整个侧围尺寸接近的夹具(含胎膜)去支撑;在线滚边时侧围是竖着的,与车身已经合为一体,滚边胎膜只有轮罩大小。
1.1.3 专机压边(专用模具压边)
专机压边是将一个小型专用模具集成在侧围夹具中,一般用大气缸作为压力来源,通过气缸推动胎膜的运动来实现轮罩的整体包边,过程类似于开闭件专机压边。其主要优势在于初期投入低、包边品质好及节拍快[1];主要缺点在于当车型较多时,占地面积大,而且每个新车型都要重新投入专机成本。
1.2 按形状分类
汽车侧围轮罩常见的包边形式有直包边和水滴包边2种,各自特点如表1所示。

表1 汽车侧围轮罩常见包边形式对比
2 轮罩包边的工艺约束及技术指标
轮罩包边形状需要满足一定的参数约束方可实现生产。图2示出汽车侧围轮罩包边工艺产品参数示意图。经过反复模拟分析及试验验证,文章总结了一套经验参数值,按照这套参数值去设计轮罩包边的各项参数,能够较好地实现预期的包边品质及外观效果,具体的参数值,如表2所示。
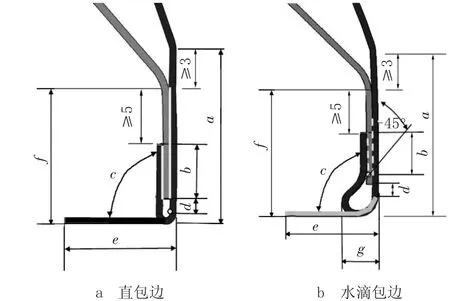
图2 汽车侧围轮罩包边工艺产品参数示意图
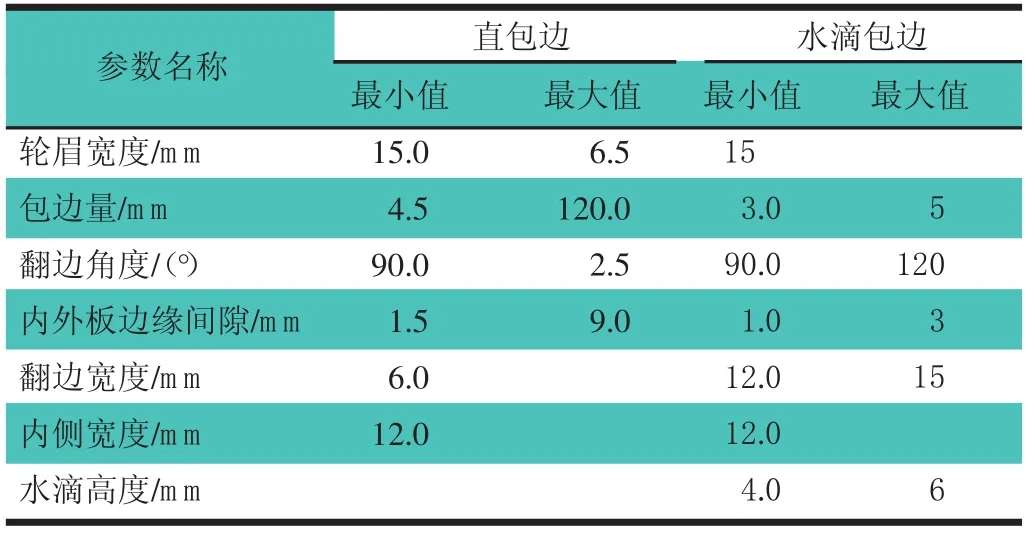
表2 汽车侧围轮罩包边产品参数约束[3]
另外,轮罩本身的弧度不能小于100 rad,否则受滚边设备限制,无法完成完整轨迹。轮罩两端收尾处需要一个过渡区域,常见形状及其约束,如图3所示。
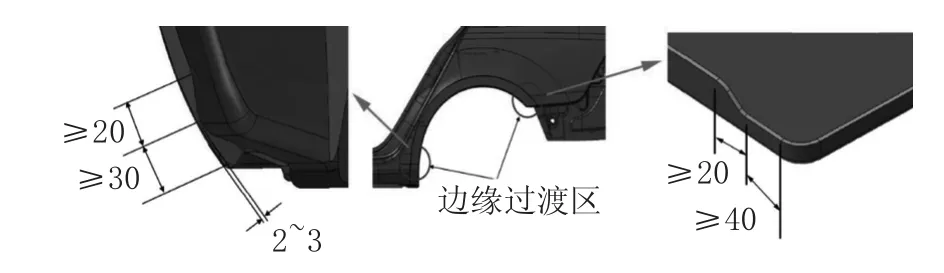
图3 轮罩包边工艺收尾处常见形状及其约束
3 轮罩包边的现场验证和调试
在包边现场验证和调试过程中需要重点关注以下3项,以保证包边顺利完成。
1)内外板间隙需要保证小于0.5 mm,过大会导致包边后外板完全变形[4]。要保证内外板间隙,需要控制轮罩外板及内板的冲压件精度。
2)内板边缘和外板R角边缘间隙(如图2a中b处所示)需保证在(2±0.5)mm范围内,过小会导致包边位置外板变形,过大会造成包边量过小,包边不到位。要保证内外板边缘间隙,需要控制轮罩外板和内板的冲压件精度,以及组焊时的定位精度。
3)包边厚度值是检验包边是否压紧的重要依据,由于钣金之间存在空气间隙及钣金压紧后的回弹,并且轮罩包边内外板之间一般会存在一层折边胶,所以包边厚度实际值一般会比理论值大0~0.6 mm。调整过程中可以通过调整滚轮的压力或者模具的压合力来保证内外板压紧,必要时还可以通过剖面切割来判断是否压紧。
在滚边调试过程中,需要保证以上3项参数均在公差范围内,对于多次调试仍然无法满足参数要求的,需要重新校核产品参数,并根据实际情况判断是否需要设变。
4 结语
轮罩包边工艺相对常规轮罩点焊工艺在外观和性能方面存在明显优势,将会在国内各大主机厂逐步普及。轮罩包边的过程是一个复杂的受力运动过程,对车身设计及工艺开发人员的设计水平、现场经验、调试能力、规划及工装设计等方面都提出了很高的要求。工艺参数和工装设计开发决定了轮罩包边的品质。在实际工作过程中,车身设计和工艺开发人员需要对轮罩包边位置的各项参数进行反复评审,现场工程师需要对胎膜等工装进行反复研磨、整改及调试,最终达到品质要求。目前轮罩包边技术在国内还存在一定的不足,需要不断地进行经验总结,知识积累,为轮罩包边技术水平的提升持续努力。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02 10:04:42
汽车工艺师(2021年7期)2021-07-30 08:03:28
模具制造(2019年10期)2020-01-06 09:13:02
模具制造(2019年10期)2020-01-06 09:13:00
时代汽车(2019年12期)2019-09-13 07:50:06
模具制造(2019年4期)2019-06-24 03:36:42
焊接(2016年5期)2016-02-27 13:04:46
装备制造技术(2016年12期)2016-02-23 10:34:00
现代制造技术与装备(2015年4期)2015-12-23 10:20:20
焊接(2015年6期)2015-07-18 11:02:24