浅谈离心式水泵的汽蚀及实践
2018-07-11 06:53:12龙志平
铜业工程 2018年3期
龙志平
(青海铜业有限责任公司,青海 西宁 810000)
1 引言
离心水泵(图1)是抽吸输送液体的机械,它能将原动机的机械能转变成液体的动能及压力能,液体获得一定流速和压力,从而把液体输送到一定的高度。离心式水泵工作时,由于入口处的压强低于大气压强,使泵入口处的水不断地被导入泵内。当泵内入口处最低点的压强低于该温度下水的汽化压强时,有一部分水开始汽化,形成气泡,同时由于压强降低,原先溶解于水的某些气体也从水中逸出形成气泡,随水流入离心泵的高压区,受压后体积缩小,气泡迅速凝结而破裂形成“空洞”,此时“空洞”周围的水以高速度流向“空洞”,造成高频率的强大冲击,不断打击泵内部,特别是叶轮,造成叶轮表面形成蜂窝状或海绵状,此外,活泼气体对金属产生化学腐蚀,致使金属表面层脱落[1]。这种气泡的形成、发展破裂以及导致离心水泵零部件受损的过程,称为离心水泵的汽蚀现象。
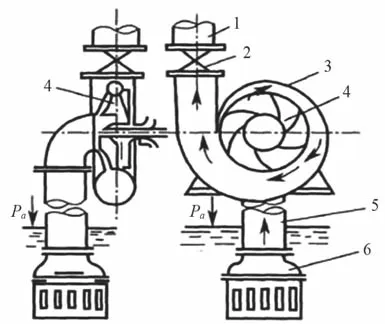
图1 离心水泵示意简图
2 汽蚀产生的影响
汽蚀产生对离心水泵造成一定的影响,当形成的气泡不多,汽蚀不严重时,对泵的运行和外部性能影响不大,这种未影响泵的外部性能时的汽蚀称为“潜伏汽蚀”,泵长期在“潜伏汽蚀”状态下工作时,泵的材料仍要受到破坏[2]。如果产生大量气泡,发生严重的汽蚀,则泵的性能受到严重影响,使水泵无法正常工作,主要表现在以下三个方面:
(1)材料受到破坏。发生严重汽蚀时,由于机械剥蚀和化学腐蚀的共同作用使水泵叶轮、口环、壳体等零部件被破坏,特别是叶轮会出现“啃噬”现象[3](图2)。当出现严重的汽蚀现象时,不同水泵零部件材质会受到不同程度的破坏,因此,对于比较容易发生汽蚀的工作场所,在选用泵的材料时要针对性地选用较好的抗汽蚀材料,如不锈钢、铝青铜等耐汽蚀材质,可以延长水泵的使用寿命[4]。

图2 水泵叶轮汽蚀穿孔
(2)产生噪音和振动。发生汽蚀时,泵体及管路产生强烈的噪音,由于汽蚀过程是一种反复冲击、凝结的过程,伴随着很大的脉动力,导致水泵产生强烈的振动。
(3) 水泵的性能下降。汽蚀严重时,产生大量的气泡会堵塞流道的面积,减少流体从叶片获得的能量,导致水泵的扬程下降,流量减小,效率也随着降低。同时泵的外部性能也发生明显的变化。
3 汽蚀产生的原因
导致水泵发生汽蚀的原因较多,归纳起来主要有以下几种:
(1)水泵的安装位置高出吸水面的的高差太大,即水泵的吸水高度过大。决定水泵吸入口的压强是控制水泵运行时不发生汽蚀的关键,水泵吸入口压强的大小与其吸水侧管路系统以及吸水面压强大小密切相关。对于一台水泵来说,尽管其它性能可以满足使用要求,但如果几何安装高度不合适,由于汽蚀原因,会造成流量等参数达不到设计要求。有的水泵在吸入管道设计真空泵,在水泵启动前先抽真空建立负压,便于水泵及时正常使用。
(2)泵的安装地点大气压强较低,如安装在海拔较高地区。泵安装地点海拔越高,大气压强就越低,允许吸上真空高度就越小。
(3)泵所输送的液体温度偏高。输送水的温度越高,所对应的汽化压强就越高,水越容易汽化。例如锅炉给水泵,给水温度偏高时容易产生汽蚀。
(4)吸水管的水头损失过大。有的水泵在入口安装了入口滤网,在工厂实践中,受工况影响,如果入口滤网长期不清洗检查,导致滤网堵塞,入口流量减小,同样会造成水泵产生汽蚀现象,水泵产生振动及噪音[5]。
4 提高水泵抗汽蚀的措施
提高水泵抗汽蚀方法有多种,下面结合生产现场介绍几种常用的方法。
(1)改进水泵本身结构。在离心水泵入口前安装诱导轮或超汽蚀轮和采用双重叶片叶轮,从而提高叶轮的入口压强,改变泵的吸水性能。增大叶轮入口直径和宽度可以减少允许汽蚀余量,提高水泵抗汽蚀性能,因此多级泵在第一级叶轮入口直径,一般设计比后几级要大些,改变叶片入口冲击角,改善叶轮入口形状及采用双吸式叶轮都可以提高水泵的抗汽蚀能力。
(2)叶轮采用抗汽蚀材料。采用抗汽蚀材料制造叶轮,如铝青铜、不锈钢、稀土合金铸铁等,一般来说,零部件表面越光洁,材料强度和韧性就越大,则抗汽蚀性能就越好。
(3)合理确定吸水管路。通过之前的分析,水泵产生汽蚀的主要原因是入口处压强过低,而造成水泵入口压强过低的主要因素是水泵的吸水高度,因此水泵的吸水高度必须小于其允许值。常温下,矿山水泵的吸水高度大多在5m左右,另外水泵吸水管的阻力损失也是很重要的一个因素,设计安装时,应当正确选择管径大小、吸水管长度、接管零部件、底阀以及合理的流速,在使用时加强对介质及人口滤网的管控及维护[6]。
在生产实践中,由于设计工况等因素,水泵产生汽蚀的现象时有发生,作为设备维护管理人员,应当根据现场实际,从工艺和设备维护、改进等方面出发,想方设法寻求提高水泵抗汽蚀的措施,延长设备的使用寿命和保障生产的连续稳定。
猜你喜欢
设备管理与维修(2023年13期)2023-08-29 01:40:32
中学生数理化·八年级物理人教版(2022年10期)2022-11-10 09:42:04
水泵技术(2022年2期)2022-06-16 07:08:02
中学生数理化·八年级物理人教版(2021年10期)2021-11-22 08:00:10
小型内燃机与车辆技术(2018年2期)2018-05-08 02:08:25
中学生数理化·八年级物理人教版(2017年10期)2018-01-22 03:03:51
CHIP新电脑(2016年2期)2016-02-26 13:37:33
中国机械(2014年22期)2014-04-29 10:39:40
电力与能源(2014年2期)2014-04-12 01:25:06
中国造纸(2014年1期)2014-03-01 02:10:12