单个渐开线圆柱齿轮测绘方法
2018-07-04 11:07张重阳
现代工业经济和信息化 2018年7期
张重阳
(太原重工齿轮传动分公司, 山西 太原 030024)
引言
在冶金、矿山、石化、车辆、船舶和电站等工程中,有很多齿轮装置是由国外引进的,齿轮装置的设计方法和设计理念与国标有所区别。在吸收、消化国外技术以及设备国产化的过程中,经常需要对齿轮装置进行测绘。在测绘齿轮的过程中,往往受到各种条件限制,很难把全部数据精确测量出来,所以测绘仿制的齿轮副不能单独更换使用,只能成对更换使用。但也有需要单个齿轮更换的情况,比如矿用挖掘机回转大齿圈齿轮副,其中大齿圈重达数十吨,更换难度、成本极高,且大齿圈使用寿命较长,设备大修时往往只需要更换与之啮合的齿轮轴。如何设计测绘方案,来合理有效地解决单个齿轮测绘问题,本文就单个齿轮测绘的一种方法进行讨论。
1 测绘方案
1.1 综述
就单个齿轮测绘而言,要保证其与齿轮副另一齿轮的啮合,需要确认以下参数:齿宽B、齿数z、法向模数mn、法向压力角α、分度圆螺旋角β、齿顶高系数ha*、法向变位系数x。齿数、齿宽、分度圆螺旋角可以直接测量获取,法向模数、法向压力角、齿顶高系数、法向变位系数需通过计算得出。某进口矿用挖掘机用齿轮(旧零件)齿检仪测绘报告如图1所示。
1.2 模数与压力角
首先应测定齿顶圆直径da,除以齿数即可得到大概模数范围,用来确定公法线测量时的跨齿数k。公法线需要精确测量,应该测量两组值,即WK与WK-1,测量时应靠近齿宽中间部位,通过WK-WK-1确定齿轮基节Pb(直齿)或法向基圆齿距Pbn(斜齿),通过公式:

或者查表获得齿轮模数m(mn)、压力角α的精确值。
1.3 分度圆螺旋角
对于齿轮的螺旋角β,直齿齿轮螺旋角β为零,斜齿螺旋角可以手工测量或者通过机床、齿检仪测量。手工测量可以通过滚印法、滚珠-轴向齿距法和角度尺等方法,手工测量的方法精度低,只可作为粗略估算或者参考。在精密机床或者齿检仪上可直接获得螺旋角的精确值。需要注意的是,如果齿轮是已经使用过的旧零件或者有修形,测量结果会与实际情况有偏差,需要酌情考虑。
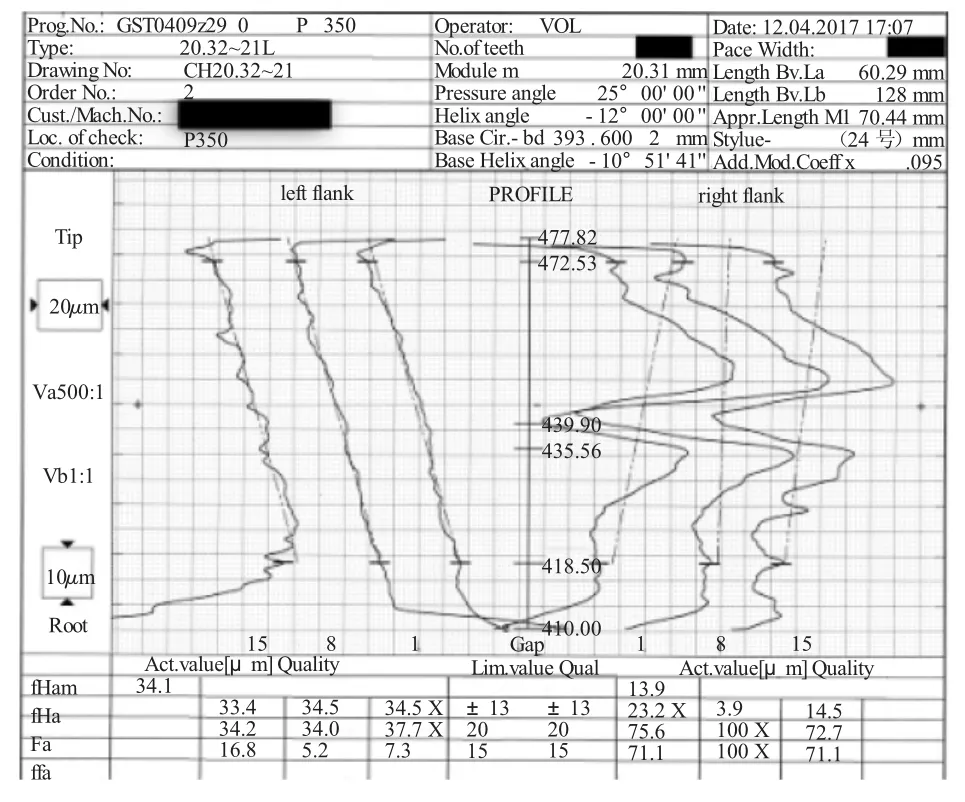
图1 某进口矿用挖掘机用齿轮(旧零件)齿检仪测绘报告
1.4 齿顶高系数和法向变位系数
最后需要确定齿顶高系数ha*(直齿)、han*(斜齿)与法向变位系数x。通过公式:

来计算齿顶高系数和法向变位系数。
齿顶高系数选择标准值,一般有1、0.8(短齿制),少数情况下有 0.6、1.1、1.2、1.3、1.4、1.5 和 1.6等齿顶高系数。单由公式无法同时确定齿顶高系数和法向变位系数,只能得出几组齿顶高系数和法向变位系数的组合。这时需要测量距齿顶不同高度的弦齿厚,同时用软件生成不同顶高系数和法向变位系数组合的渐开线齿形,两者对比即可得出顶高系数和法向变位系数的正确组合。若没有得到正确的组合,且法向模数为径节制,可以考虑齿轮是否是双径节短齿制齿轮,并重新生成齿形匹配,以获得正确的组合。(齿轮齿形对比如图2、3所示)
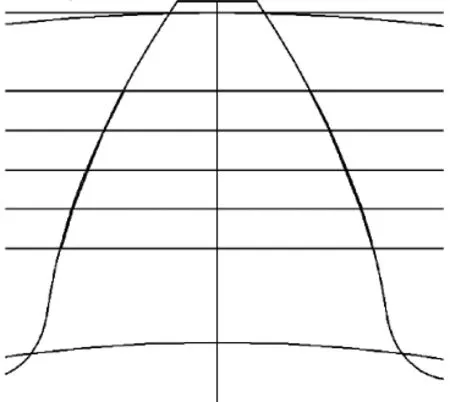
图2 齿轮齿形对比图
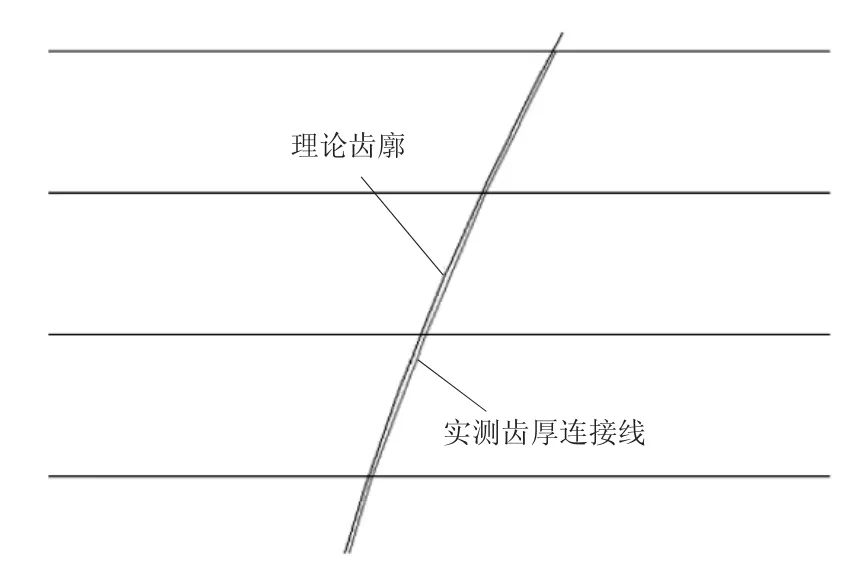
图3 齿轮齿形对比图(图2)局部放大图
2 结语
在单个渐开线圆柱齿轮的测绘工作中,往往不是一蹴而就的,需要反复测量,多次核算。尤其是针对旧零件或者有齿部修形的齿轮,需要额外注意因齿轮磨损、挤压变形、齿部修形对测量结果产生的影响。最后,在最终的测量结果的基础上,可以适当减小齿厚,保证齿轮副的啮合。
该测绘方法可以有效地组织单个渐开线圆柱齿轮的测绘工作,且可以通过该测量方法获得的较为精确的齿轮参数。在与山东钢铁、平朔煤矿等多个单位合作的齿轮测绘项目,所测绘带齿件均实现了单件互换,且使用效果良好。
猜你喜欢
看世界·学术下半月(2020年6期)2020-09-10
重型机械(2020年3期)2020-08-24
装备制造技术(2020年12期)2020-05-22
制造技术与机床(2019年10期)2019-10-26
润滑与密封(2019年8期)2019-08-27
制造技术与机床(2017年11期)2017-12-18
现代交际(2017年19期)2017-10-23
风能(2016年9期)2016-12-21
云南畜牧兽医(2015年4期)2015-02-28
噪声与振动控制(2015年4期)2015-01-01