
高速铁路有砟轨道地段钢轨焊接接头平直度变化规律分析
2018-07-03 07:32:38张铭达
铁道勘察 2018年3期
张铭达
(中国铁路沈阳局集团有限公司,辽宁沈阳 110001)
钢轨及焊接接头处的平直度对高速铁路的平顺性影响较大,对高速铁路钢轨焊接接头的焊接环节、上道前后、运营过程中平直度的变化规律进行测量及分析。
平直度测量工具为SEC电子平直尺。
1 焊接接头处轨顶面平直度变化规律
1.1 厂内施焊环节
对其成形环节(精磨)到成品台(0 h、6 h、12 h、24 h和48 h)之间的轨顶面平直度进行测量,共测量接头30个,数据如表1所示。
测量数据显示,从精磨结束到成品(0 h),轨顶面平直度沉降变化量均值为0.145 mm。其差异原因主要为打磨量不同、发热程度不同[1](打磨量及发热量越大,轨顶面平直度变化越大)。

表1 生产环节轨顶面平直度的变化 mm/m
从开始施焊至成品台,轨顶面平直度沉降变化量均值为0.010 mm;6~12 h变化量均值为-0.004 mm;12~24 h变化量均值为-0.002 mm;24~48 h变化量均值为0.001 mm。由于测量采用的电子平直尺的精度为0.02 mm,小于测量精度的变形量可以忽略。
1.2 现场施焊环节
抽查的52个现场焊接接头一次合格率情况如表2所示。

表2 现场施焊接头处平直度一次合格率
注:一次合格率为7.7%
现场施焊接头处轨顶面平直度变化有以下规律。
①与厂内施焊相比,受焊接设备精度和作业条件等因素影响,其一次外观合格率较低。
②现场施焊接头处轨顶面一般预留较高,打磨作业量较大。打磨发热引起的接头拱度变化也不容忽视。因此,现场施焊应采取分步打磨措施:第一步,限速开通前打磨至0.5 mm/m以内;第二步,在线路精细整修时打磨至合格范围内。
1.3 上道前后环节
现场量取了309个接头轨顶面平直度数据,按标准[2]要求,合格率为97.1%。回查焊轨基地数据库,出厂合格率为100%,两者之间的差值分析如表3所示。

表3 焊接接头上道前后轨顶面平直度变化量对比
原因分析:
①受轨枕、扣件等的垂向力作用发生变形。有研究表明,在垂向受力最不利条件下,轻枕空吊等因素有可能导致轨顶面平直度发生变化[3-4],最大变化量约为0.1 mm/m。
②受温度力作用发生变形[5]。
③其他因素的影响[6-8]。
表3中,各接头平均低塌量为0.0365 mm/m,平均上拱量为0.0327 mm/ m,低塌量小于0.05 mm/m的接头占84.5%。因此,接头上道短期内没有明显低塌变化。
1.4 运营环节
为了分析接头处轨顶面平直度的长期变化规律,选取了697个接头的测量数据(上道14年的地段),与当年上道地段546个新钢轨接头数据进行对比,对比情况如表4所示。

表4 上道14年和新上道接头轨顶面平直度对比
对比分析如图1所示。
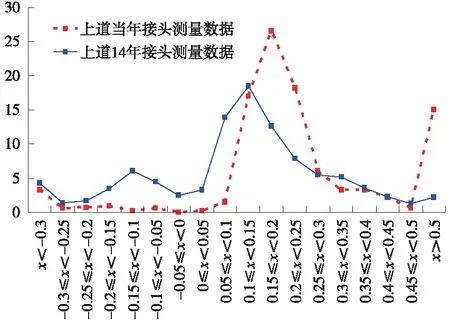
图1 新上道接头和长期上道接头顶面平直度分布
由表4和图1可知,接头处钢轨从2003年上道至2017年,累计通过总重为3.75亿t、大型打磨车打磨超过30遍,垂直方向打磨量普遍超过了3 mm,轨顶面平直度均值仍然为0.103 mm/m,其中有64.3%在0~+0.3 mm/m之间。从这个角度看,轨顶面平直度下限值变化不大,焊缝低塌不明显。
1.5 平直度预留上限值问题
动车通过百米点出现车抖声音较为明显地段,轨顶面平直度变化超过了0.2 mm/m,其分布比例与百米点出现车抖声音的频次基本相当。
经过打磨以后,轨面平直度变化超过0.2 mm/m的数量大为减少,动车通过时平顺性亦有较大改善。
动检车波形也显示(见图2),在每百米点预留起拱的接头处,波形反映为动态高低和三角坑明显[9]。各百米点的原始平直度变化与动态高低、三角坑等指标关系密切,轨顶面平直度超过0.3 mm/m时,对线路平顺性影响较大,部分0.3~0.2 mm/m的地段影响也比较明显,小于0.2 mm/m时影响明显减轻。实际添乘的结论也证明了这一点。

图2 不同轨顶面平直度焊接接头的动态波形
百米点动态波形显示,其均为基础动态低塌特征,主要原因为轨顶面平直度预留较高,轮轨冲击力过大造成接头部位枕下基础沉降。因此,钢轨及焊接接头预留拱度问题值得重视。
此外,钢轨轨顶面平直度变化率要比轨顶面平直度更能反映轮轨的垂向冲击程度。高速铁路有砟轨道轨距变化率静态要求为1/1 500[10-11],按此估算,轨顶面平直度变化率应为0.5/1 500左右。以目前轨顶面平直度最大值为0.3 mm/m的要求为例,折合成轨顶面平直度变化率为0.9/1 500,明显高于0.5/1 500的要求。若按照0.5/1 500要求,则轨顶面平直度不应超过0.2 mm/m。
由以上分析可知,高铁有砟轨道地段动车对有砟地段+0.2 mm/m以上的轨顶面不平顺敏感,应尽量控制轨顶面平直度不超过0.2 mm/m。
1.6 焊接接头处轨顶面平直度变化规律总结
①厂内变化的主要原因为打磨发热。
②上道后,钢轨受力条件发生改变,会导致平直度发生变化,变化的范围多在-0.1~0.1 mm/m,且有一定的随机性。
③高速铁路有砟轨道地段轨顶面平直度变化的主要原因是钢轨打磨,且长期变化量很小。
④应适当控制高速铁路有砟轨道轨顶面平直度上限值。
2 焊接接头处工作边平直度变化规律
2.1 上道后工作边平直度变化
抽查了50个新上道的焊接接头,其工作边平直度超过相关铁路规范要求的占64.0%(32个)。
通过回查基地焊接数据库,该50个焊接件接头工作边均为合格。
从上述50个厂焊接头上道前后测量曲线对比可知,受到扣件约束,上道后工作边平直度较原来有所改善的只有6个,其他44个都有劣化的趋势,劣化比例占88%。其中,有78%的接头工作边平直度变化量在±0.1 mm/m之间(如表5所示)。

表5 受力后接头工作边平直度变化量对比
现场也随机抽查了新上道及2003年上道的钢轨母材工作边平直度情况。发现不管是钢轨焊接接头还是新旧钢轨母材,其工作边平直度超标比例与焊接接头超标比例基本相同。
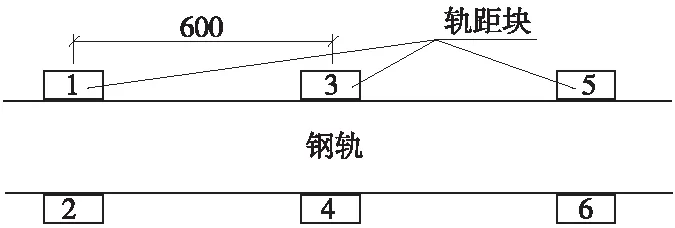
图3 钢轨受水平方向作用力示意(单位:m)
究其原因,一方面,钢轨上道后,在水平方向上会受到轨距块的横向力作用。以600 mm间距的轨枕布置为例,1.2 m范围内钢轨会就受到6个点横向力作用(如图3所示),使得原来自由状态下合格的钢轨工作边平直度发生了变化。由于60 kg/m钢轨水平方向上抗弯刚度不足垂直方向上的1/6,其工作边平直度更容易发生变化,测量的数据也证实了这一点。
另外,工作边平直度的变化受温度力的影响也比较大。
2.2 工作边平直度变化规律总结
(1)钢轨所受横向力有时会远大于垂向力,钢轨水平方向刚度远小于垂直方向刚度,两个特点决定了水平方向的工作边平直度变化量大于垂直方向。
(2)工作边平直度变化不仅仅局限于焊接接头,不管是钢轨焊接接头还是新旧钢轨母材的工作边平直度变化均较大,其超限程度也基本相同。
3 结论
(1)焊接接头处厂内轨顶面平直度变化主要由打磨发热引起。在高速铁路有砟轨道地段,上道期较长钢轨的焊接接头处轨顶面平直度变化的主要原因为钢轨打磨,而不是由接头处低塌而引起。
(2)钢轨水平方向刚度相对较小,焊接接头上道后的工作边平直度受力变形比较明显,钢轨上道后,在受力状态下,平直度指标满足相关铁路规范要求难度较大。
(3)由于钢轨及焊接接头上道后的受力变化,考虑到相关标准中并没有明确钢轨及焊接接头上道后应该执行的平直度标准,建议明确高速铁路有砟地段上道后的焊接接头轨顶面平直度上限按+0.2 mm/m取值,建议明确钢轨及焊接接头上道后的工作边平直度要求。
[1] 蔡志鹏,赵海燕,鹿安理,等.钢轨焊接接头平直度的影响因素[J].中国铁道科学,2011,32(1):20-24
[2] 中华人民共和国铁道部.TB/T1632—2014 钢轨焊接接头技术条件[S].北京:中国铁道出版社,2014
[3] 龚佩毅,杨文忠,练松良,等.200 km/h线路钢轨焊接接头受力测试研究[J].铁道建筑,2008(12):87-90
[4] 赵东田.无砟轨道的误差组成及其权值初步分析[J].铁道工程学报,2010(7):20-24
[5] 李成辉.轨道[M].成都:西南交通大学出版社,2005
[6] 高彦嵩,晁俊才,张宪良.钢轨平直度电子测量仪应用比较[J].设备管理与维修,2011(11):21-23
[7] 崔冬芳,王艳华,胡智博,等.钢轨移动闪光焊接接头软化问题的研究[J].铁道技术监督,2009(12):6-9
[8] 盛艳明.钢轨端部弯曲的压力矫直计算研究[D].南昌:华东交通大学,2008
[9] 李超雄,磨巧梅,等.铁路线路检测与分析[M].北京:中国铁道出版社,2016
[10] 中华人民共和国铁道部.铁运[2013]29号 高速铁路有砟轨道线路维修规则(试行)[S].北京:中国铁道出版社,2014
[11] 中华人民共和国铁道部.铁运[2014]170号 高速铁路工务安全规则(试行)[S].北京:中国铁道出版社,2014
[12] 中华人民共和国铁道部.TB 3276—2011 高速铁路用钢轨[S].北京:中国铁道出版社,2011
猜你喜欢
少先队活动(2022年4期)2022-06-06 07:19:46
高速铁路技术(2022年2期)2022-05-05 01:18:16
高速铁路技术(2022年1期)2022-03-17 07:45:06
铁道通信信号(2018年11期)2019-01-19 01:15:08
制造技术与机床(2017年8期)2017-11-27 02:10:22
铁道通信信号(2016年12期)2016-06-01 12:12:00
铁道通信信号(2016年11期)2016-06-01 12:11:32
铁道通信信号(2016年2期)2016-06-01 12:10:18
中国铁道科学(2015年5期)2015-06-21 06:53:20
中国铁道科学(2015年4期)2015-06-21 06:46:04
